SIMOTION D435在HFW焊管生產線飛鋸中的應用
2014-12-28 12:03:50余曉義鐘存福
鋼管 2014年5期
關鍵詞:設備
余曉義,鐘存福
(中國石化集團石油工程機械有限公司沙市鋼管廠,湖北 荊州 434001)
中國石化集團石油工程機械有限公司沙市鋼管廠(簡稱沙市鋼管廠)高頻焊(HFW)焊管生產線的飛鋸是由美國ABBEY公司提供。飛鋸設備主要用于生產線上切割連續生產的鋼管,能在25 s內切斷1根鋼管并迅速返回至原點位置,因此要求其機械和控制系統有高的動態響應和穩定性[1]。
沙市鋼管廠的飛鋸控制系統采用了西門子最新的運動控制器SIMOTION D435,使邏輯控制與運動控制相結合,取消了響應時間的獨立接口,節省了為這些中間接口進行編程和診斷的投入,使整個系統的編程更加規范,并且同PLC一樣是開放透明的[2],其實時性和動態響應均能滿足飛鋸設備運行的需求[3]。
1 飛鋸工作原理
飛鋸小車如圖1所示。小車上有4片負責切割鋼管的硬質合金鋸片,驅動電機負責鋸片的定位,旋轉電機負責驅動鋸片旋轉切割鋼管,另有1臺電機負責使Cage(籠式)旋轉設備旋轉切割鋼管。操作人員可根據鋼管直徑的大小選擇2片或4片鋸片的切割模式[4],4片鋸片的切割模式如圖2所示。
2 飛鋸硬件控制系統
2.1 硬件系統構成
飛鋸的硬件系統構成如圖3所示,主要由運動控制器SIMOTION D435、S120變頻器、PLC以及人機界面(HMI)組成。

圖1 飛鋸小車

圖2 4片鋸片的切割模式示意
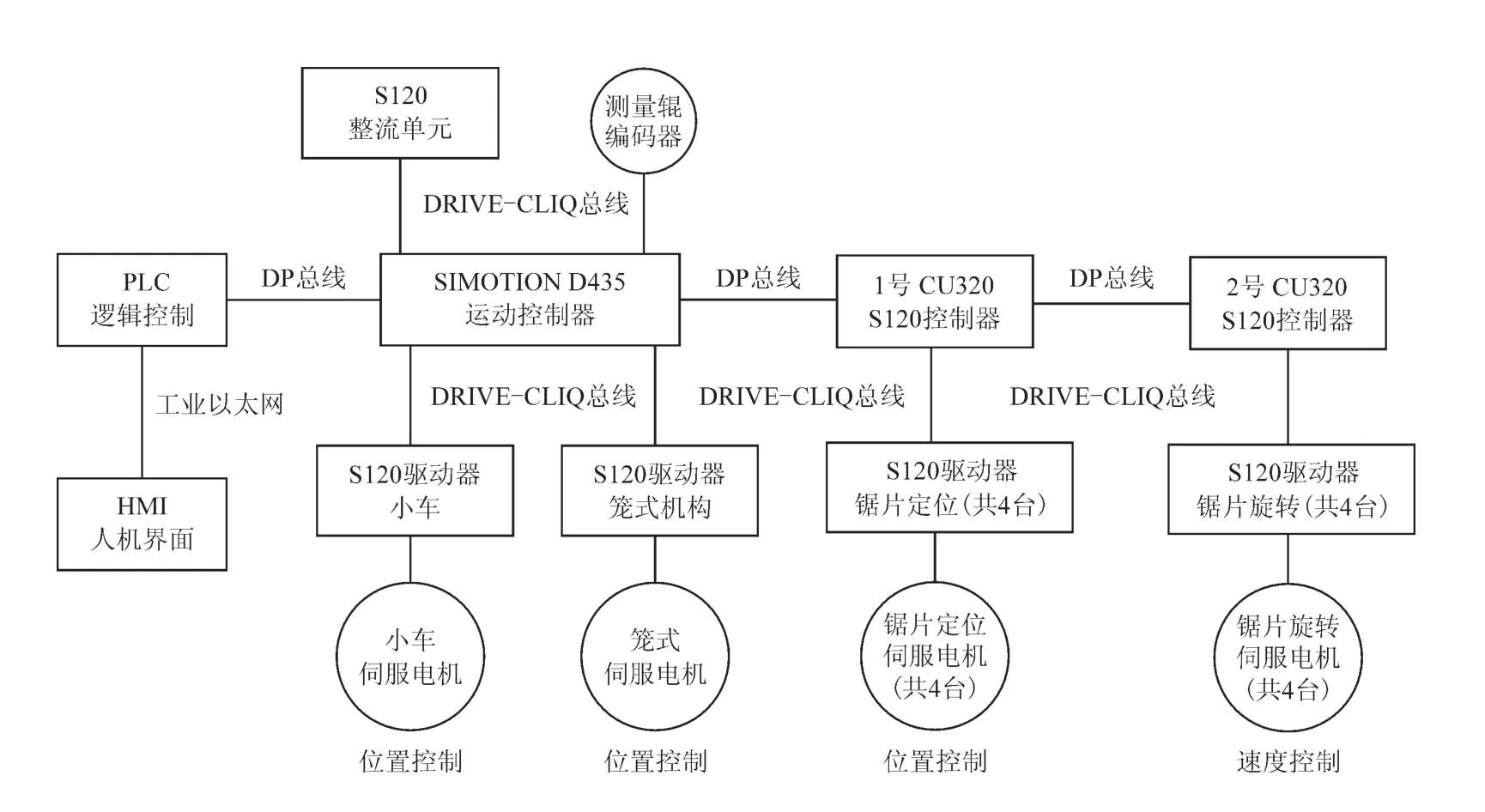
圖3 飛鋸的硬件系統構成示意
SIMOTION D435將邏輯控制、運動控制以及工藝控制集成一個系統,使其成為一個緊湊同時具有強大控制功能的運動控制系統,內部集成的S120可以通過DRIVE-CLIQ總線與SINAMICS S120的其他模塊進行數據交換[5]。S120多軸變頻器可實現矢量控制和伺服控制,主要由CU320控制器、驅動器及整流單元構成,能實現多種控制[6]。
2.2 硬件系統控制原理
運行中的鋼管帶動測量輥編碼器轉動,使之產生一系列脈沖進入到SIMOTION D435,其主要反映鋼管前進的速度和增量位移。飛鋸小車伺服電機自帶的編碼器反映小車的速度和位置,此信號傳入SIMOTION D435并參與計算。當測量輥編碼器的數值到達切割位置時,飛鋸小車立即加速至鋼管的運行速度并夾緊鋼管,然后旋轉切割鋼管。PLC通過西門子PROFIBUS-DP總線與SIMOTION D435進行通信,SIMOTION D435與S120變頻器通過西門子的DRIVE-CLIQ總線進行通信[7]。
3 飛鋸的軟件系統
3.1 程序設計
飛鋸控制系統程序如圖4所示,SIMOTION D435不斷地讀取來自測量輥編碼器的位置值,當編碼器的數值達到切割位置時,飛鋸小車會從零位開始加速;在約400 mm的距離上,小車的速度達到主機生產速度(15 m/min)并保持同步;然后迅速地跳轉到AutoCut()子程序切割鋼管。自動切割AutoCut()子程序如圖5所示,鋸片會依次從起始位置定位到接近位置,然后再定位至插入位置,Cage旋轉設備會從起始位置旋轉直到切斷鋼管,然后鋸片迅速回到起始位置。在此子程序中,特別注意在飛鋸小車返回至零位之前解除同步,使其不再跟隨鋼管運動,否則就會出錯[8-9]。
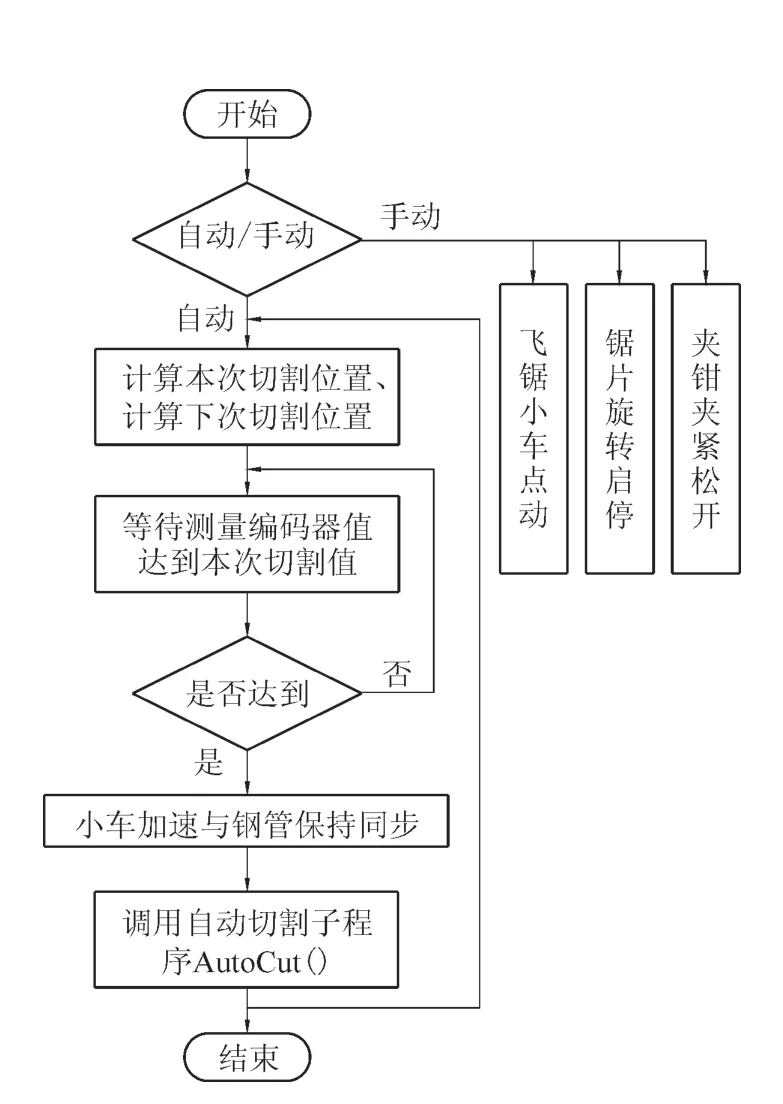
圖4 飛鋸控制系統程序
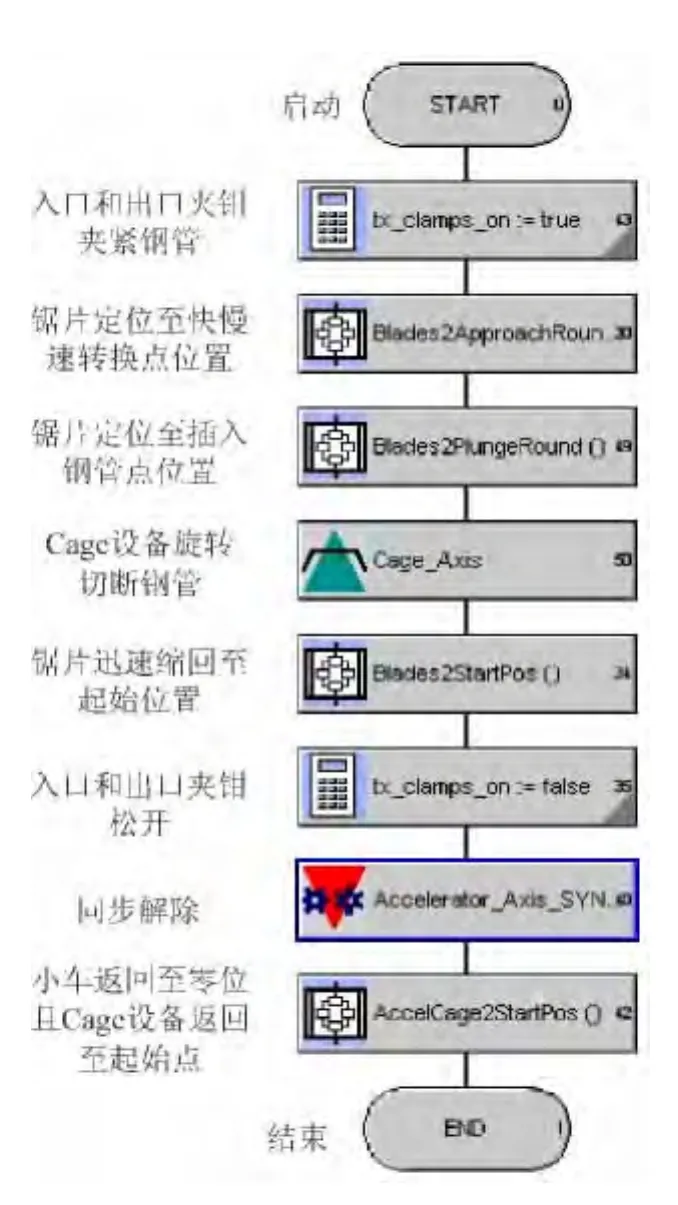
圖5 自動切割子程序AutoCut()
3.2 核心計算
在設備運轉前,需要在HMI上輸入各種參數,如圖6~7所示,這些參數會參與到自動程序里切割過程的各種運算中去。
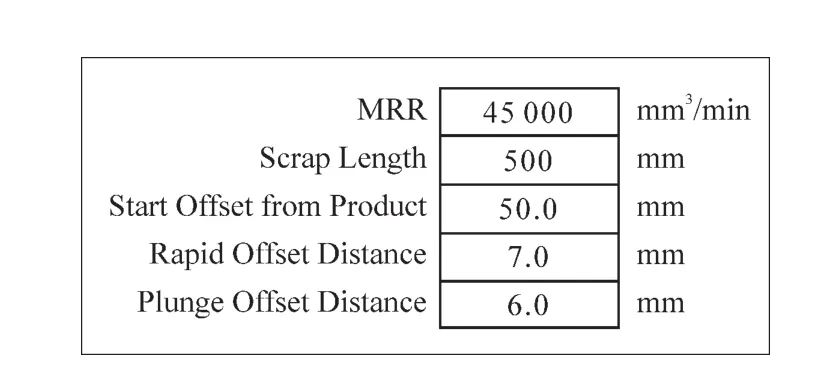
圖6 切割定位輸入區
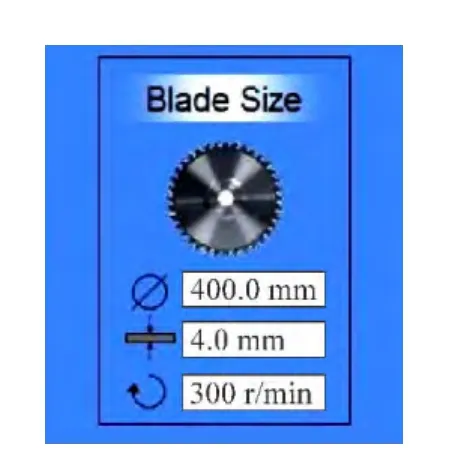
圖7 鋸片參數輸入區
鋸片切割鋼管的過程如圖8~9所示。在切割過程中鋸片會依次經過3個特殊點,分別是起始點、速度快慢轉換點和插入點,鋸片運行至每個特殊點時速度均發生變化。
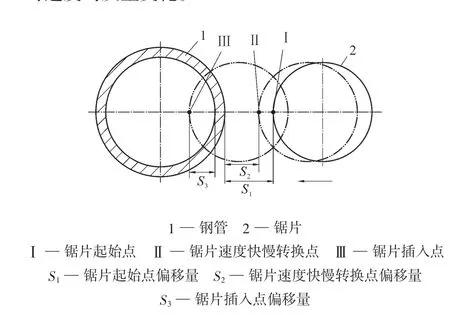
圖8 鋸片切割鋼管的過程示意
由圖8~9可知,鋸片在不同位置時,其中心到鋼管中心的距離由以下3個公式計算:

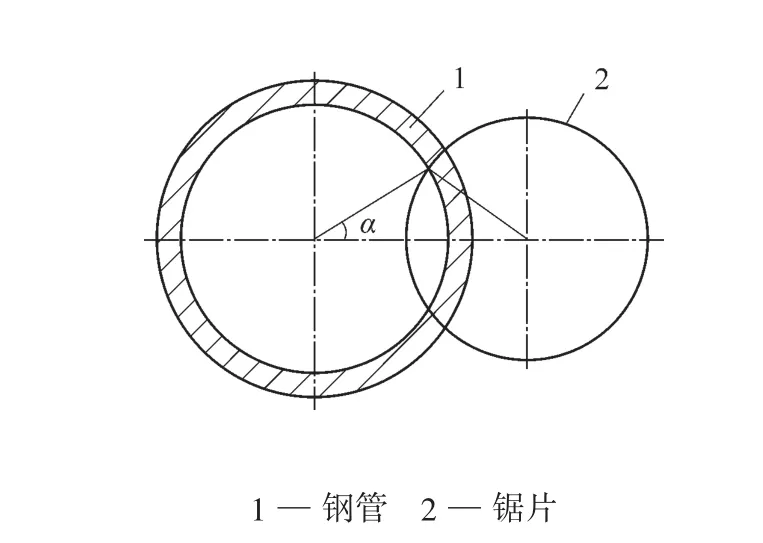
圖9 鋸片位于插入點
式中L1——起始點時,鋸片中心到鋼管中心的距離,mm;
L2——速度快慢轉換時,鋸片中心到鋼管
中心的距離,mm;
L3——插入點時,鋸片中心到鋼管中心的距離,mm;
D——鋼管外徑,mm;
D0——鋸片外徑,mm;
S——鋼管壁厚,mm。
對于不同規格的鋼管,因外徑及壁厚的不同,所以每次計算出來的Cage旋轉設備需要旋轉的角度β也不同,具體計算如下:
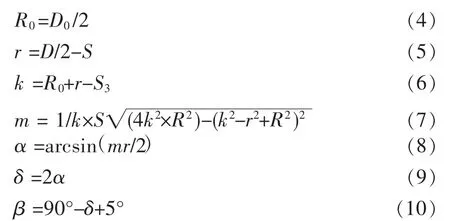
式中R0——鋸片的半徑,mm;
r——鋼管的內半徑,mm;
k——鋸片中心到鋼管中心的距離,mm;
R——鋼管半徑,mm;
m——中間系數;
δ——鋼管剪切角,(°)。
如Φ406 mm×8 mm規格,Cage旋轉設備會從起始位置45°旋轉至117°切斷鋼管,然后鋸片迅速回到起始位置。
4 結 語
經過連續生產測試,該飛鋸控制系統十分穩定,飛鋸小車能在25 s內完成1次切割循環過程。若生產節奏改變,操作人員可以通過HMI修改參數來保證循環切割時間。另外,飛鋸控制系統有完善的報警控制系統,HMI能提示具體的故障點、故障時間等信息,從而及時排除故障并恢復生產。SIMOTION D435主要負責高精度的伺服運動控制,邏輯控制則由PLC控制,兩者相互結合,有效地保證了設備的正常生產運行。
[1]于泳,于師瑤.PLC-DDC-D直縫焊管定尺飛鋸控制系統設計[J].鋼管,2001,30(1):11-14.
[2]王禮,賀剛,朱良波,等.西門子SIMOTION D在高速紙箱包裝機上的應用[J].變頻器世界,2006(12):87-94.
[3]李恩林.數控技術及應用[M].北京:國防工業出版社,1997.
[4]李夢麟.高速切削技術及應用[M].北京:機械工業出版社,2002.
[5]廖曉鐘,劉向東.控制系統分析與設計——運動控制系統[M].北京:清華大學出版社,2010.
[6] 康祖立.飛剪的應用和發展[J].特殊鋼,1983(3):77-81.
[7]童自惠.數控飛鋸電氣系統的柔性控制技術[J].焊管,2004,27(4):26-29.
[8]柴曉艷,張玉華,溫殿英.鋼管飛鋸機同步傳動機構——浮動式齒輪傳動機構的設計[J].鋼管,1998,27(5):44-46.
[9]于泳.全數字調速控制器在鋼管微機定尺飛鋸系統中的應用[J].鋼管,1995,24(6):24-26.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
