P1000蒸汽發生器開頂法吊裝方式與M310堆型吊裝方式的分析
2014-12-25 05:55:28黃新東甕松峰
科技視界 2014年22期
關鍵詞:核電廠
黃新東 任 荷 洪 龍 甕松峰
(中國核動力研究設計院 核反應堆系統設計技術重點實驗室,四川 成都 610041)
0 引言
AP1000 在傳統壓水堆的基礎上采用了非能動的技術,其設計思路和建造理念與常規的核電機組存在著很大的區別。AP1000 核電廠采用△125、立式、倒U 形管型蒸汽發生器,質量較重、尺寸龐大,其吊裝方式與M310 堆型蒸汽發生器吊裝方式有所不同。本文對AP1000核電廠蒸汽發生器吊裝方式與M310 堆型蒸汽發生器吊裝方式的吊裝工藝及吊裝工具進行了詳細的說明,從主設備安裝的角度闡述了兩種吊裝方式的優缺點,為后續核電廠主設備吊裝方式的選擇提供理論分析和現場經驗。
1 蒸汽發生器吊裝方式概述
蒸汽發生器吊裝工藝主要由廠房土建結構與空間布置、自身結構重量、起吊設備等因素決定。目前針對壓水堆核電廠,蒸汽發生器的吊裝方式主要有兩種,一種是以M310 堆型為代表采用的吊裝方式,蒸汽發生器通過廠房外龍門吊吊運至廠房+20m 操作平臺上,經廠房設備閘門口引入,再通過環吊將其在廠房內翻轉豎立并吊裝就位。另一種是AP1000 核電廠采用的開頂法吊裝方式,蒸汽發生器由大型吊機在廠房外翻轉豎立,再從廠房頂部吊入并安裝就位。
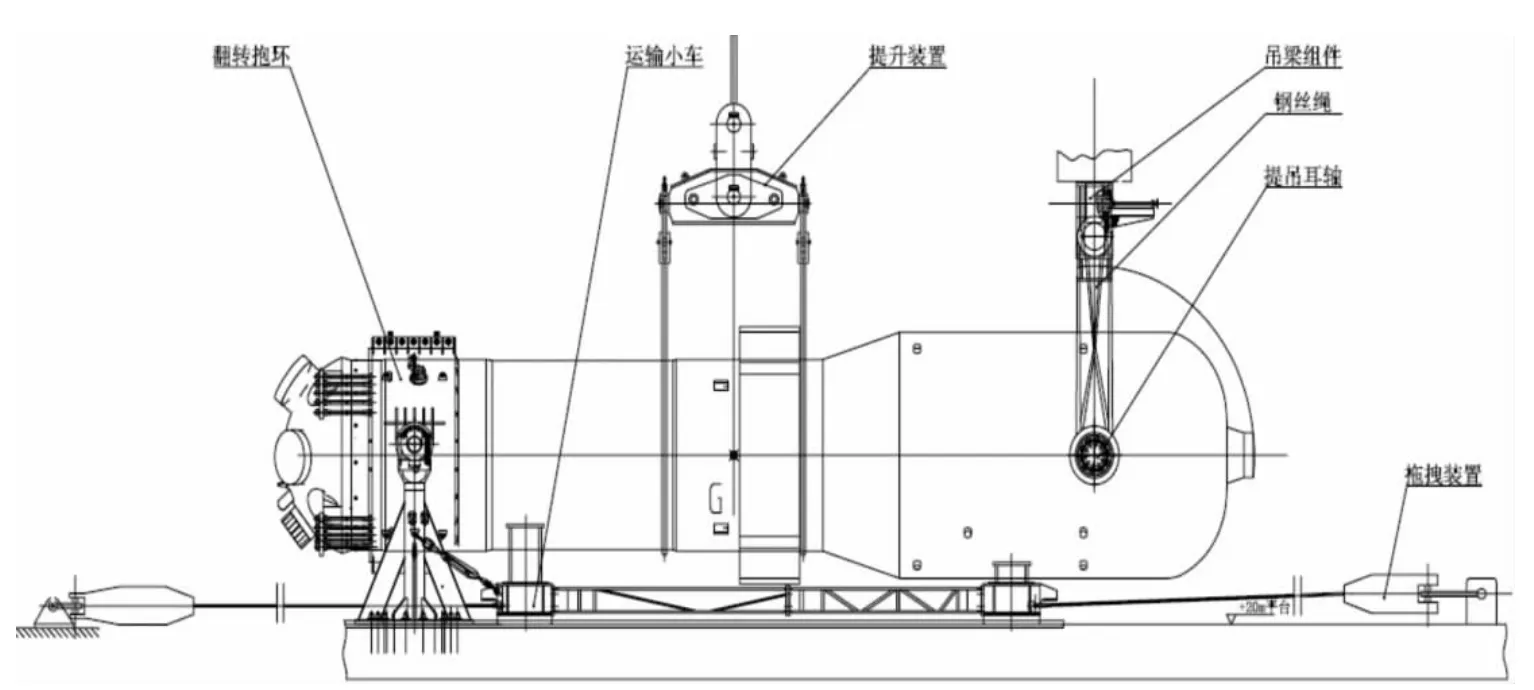
圖1 M310 堆型蒸汽發生器吊裝工具結構示意圖
2 吊裝工具與吊裝工藝介紹
2.1 M310 堆型蒸汽發生器吊裝方式
M310 堆型蒸汽發生器的吊裝工藝基本相同,吊裝工具的結構也大致相似,本文以福清核電廠1、2# 機組蒸汽發生器吊裝為例介紹,蒸汽發生器重約345t,總高21115mm,直徑Φ4484/3440mm。
蒸汽發生器吊裝工具主要由提升裝置、運輸小車、翻轉抱環、吊梁、提吊耳軸、翻轉支架、翻轉抱環拆除平臺、鋼絲繩等組成,結構見圖1。首先在廠房+20m 平臺上安裝并固定運輸小車,使用提升裝置將蒸汽發生器從0m 提升至+20m 平臺并放置到運輸小車上,然后分三次牽引至廠房內翻轉位置,最后水平移動環吊小車和提升吊鉤交替動作將其翻轉豎立并安裝就位,吊裝工藝見圖2。
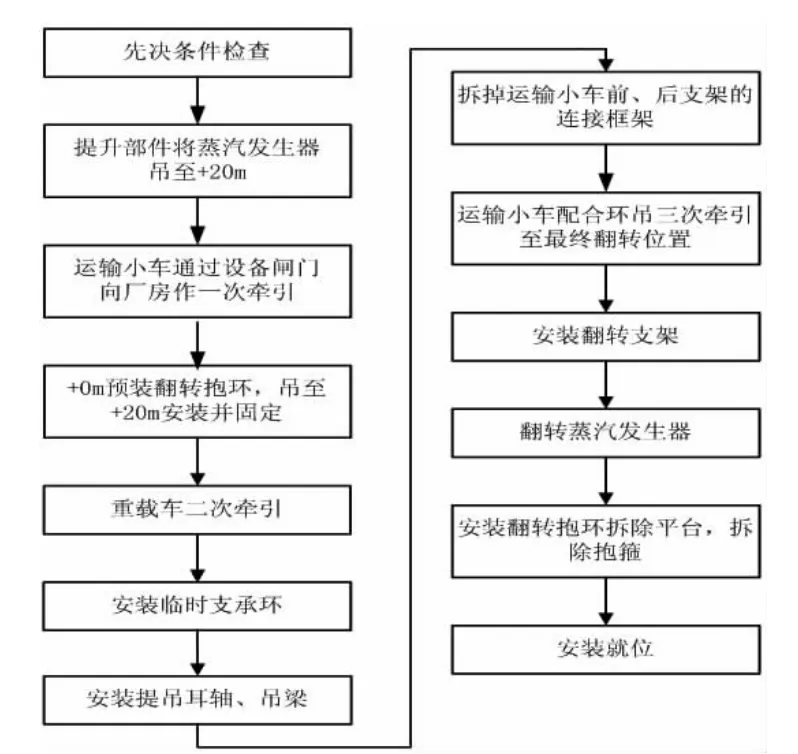
圖2 M310 堆型蒸汽發生器吊裝方式流程圖
2.2 開頂法吊裝方式
AP1000 核電廠蒸汽發生器重約591t,總高22461mm,直徑Φ5576/4382mm。由于蒸汽發生器在運輸過程中二次側人孔軸線與水平面呈45°,吊裝之前應將其旋轉至水平狀態,因此吊裝分為水平吊裝、(沿蒸汽發生器軸線)旋轉和翻轉豎立吊裝三個階段,工藝如圖3。整個吊裝過程都在廠房外進行,首先使用2600t 吊機和400t 吊機將蒸汽發生器從存儲位置吊運至旋轉裝置上,然后操作旋轉裝置將蒸汽發生器二次側人孔旋轉至水平狀態,最后由2600t 吊機將其翻轉豎立并從廠房頂部吊入、安裝就位。吊裝工具由旋轉裝置、吊叉、翻轉支架、主吊耳及專用吊具等組成,結構見圖4,其中,兩個主吊耳對稱安裝在二次側人孔凸臺上,通過專用吊具與2600t 吊車剛性連接,翻轉支架與吊叉固定在蒸汽發生器尾部,為翻轉提供支承。
3 M310 堆型蒸汽發生器吊裝方式優缺點分析
3.1 安全性高

圖3 開頂法吊裝方式流程圖
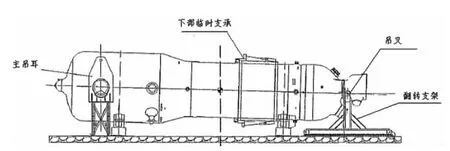
圖4 開頂法吊裝吊裝工具結構示意圖
蒸汽發生器是安全一級設備,其上有管座、接管嘴、密封面等突出結構和易損結構,因此其吊裝工藝及吊裝工具的設計首先應保證設備的安全性。在嶺澳二期、福清、方家山等M310 堆型核電項目中,我院已成功完成了蒸汽發生器吊裝工具的設計和供貨工作,積累了豐富的現場經驗和技術基礎。吊裝工藝已基本成熟、規范,即從0m~+20m 的起吊、+20m 運輸和翻轉、吊裝就位。吊裝工具也在逐步完善,從材料選擇、結構設計到試驗、文件方面都進行了優化和改進。實踐證明,M310堆型蒸汽發生器吊裝方式行之有效、工藝成熟、安全可靠。
3.2 進度不易受影響
吊裝蒸汽發生器的施工場地分為0m,+20m 平臺和廠房內三處,滿足III 級工作區要求,施工條件要求無大雨大霧、最大風速不超過10.7m/s。而AP1000 核電廠開頂法吊裝的整個施工場地都在廠房外,對天氣的要求更苛刻,遇雨、霧、風(風速大于8.9m/s)天氣時將無法進行吊裝作業。因此M310 堆型蒸汽發生器吊裝方式不易受氣候條件的制約。
在M310 堆型核電廠,主設備的吊裝與其他施工作業可以并行開展、互不影響,即使蒸汽發生器到貨時間拖延,也不影響其他施工作業的進行。而AP1000 核電廠開頂法吊裝方式采取模塊化安裝模式,一旦蒸汽發生器到貨延期,將導致開頂周期延長,影響安全殼內部施工作業的進展。因此M310 堆型蒸汽發生器吊裝方式不易受主設備到貨情況的制約。
3.3 吊裝工具設計、制造復雜
M310 堆型蒸汽發生器涉及的吊裝工具數量多,設計、制造復雜,本文僅從鋼絲繩設計、翻轉支架制造兩個方面進行分析。
3.3.1 鋼絲繩設計
蒸汽發生器翻轉時是通過鋼絲繩與吊梁連接的,因此鋼絲繩的設計載荷必須滿足強度要求。按照額定載荷396t、2 根鋼絲繩分別繞提吊耳軸疊放兩圈的使用工況,應選擇高強度的鋼絲繩。但是鋼絲繩強度越高、直徑越大,則柔韌性差,在翻轉過程中鋼絲繩與提吊耳軸之間接觸面積小,由加速度、沖擊等引起的動載荷可能導致受力不均勻、伸縮量不穩定、翻轉不平穩。同時,蒸汽發生器是反應堆廠房內最重、最長的設備,廠房的高度就由吊裝它的需要而確定,由于蒸汽發生器吊裝就位后垂直空間十分有限,鋼絲繩要足夠柔韌才便于松脫。因此強度高、精度高、柔韌性高的鋼絲繩才能保證吊裝的安全、順利,而高柔韌性和高強度是相互矛盾的,因此鋼絲繩的設計和制造相當苛刻。
3.3.2 翻轉抱環制造
蒸汽發生器吊至+20m 平臺后,需要將翻轉抱環安裝到蒸汽發生器下筒體處為翻轉提供支撐,而下筒體處設有多個二次側排污管、二次側眼孔、二次側手孔、疏水管、銘牌等,為避免干涉,翻轉抱環的兩個翻轉抱箍在其對應位置處均開有多處孔,其開孔方位、中心、尺寸各不相同,且兩個翻轉抱箍安裝后對中精度要求高,制造費時費力。
3.4 吊裝周期長
由于M310 堆型蒸汽發生器吊裝的施工場地大都在+20m 平臺上,因此需要將吊裝工具吊運至+20m 平臺后才能安裝使用,使用后須立即吊出廠房以避免長時間占用關鍵路徑、施工場地。本文僅以翻轉抱環的安裝、裝卸為例分析單個吊裝工具的使用過程。首先在+0m 平臺安裝定距管將兩個翻轉抱箍組裝成一個橢圓環,提升至+20m 平臺后,從蒸汽發生器底部套裝到下筒體處,拆去定距管,通過定位螺栓調節兩個翻轉抱箍的距離,最后擰緊連接兩個翻轉抱箍的螺栓。由于翻轉抱環結構龐大且質量重,使用時兩個翻轉抱箍對中要求高,且安裝時應防止損傷蒸汽發生器下筒體處的接管、孔等,安裝時需要多人配合。蒸汽發生器翻轉到位后,需將翻轉抱環拆除平臺吊至+20m 平臺上,蒸汽發生器就位于翻轉抱環拆除平后由操作人員將翻轉抱環拆掉。可以看出,吊裝工具的使用極其復雜。根據現場經驗反饋,M310 堆型蒸汽發生器的吊裝一般需要5 天時間,周期比較長。
4 開頂法吊裝方式優缺點分析
4.1 工藝簡化、工具簡單
AP1000 核電廠采用開頂法吊裝方式,由2600t 吊車在廠房外將蒸汽發生器翻轉豎立后,直接從廠房頂部吊入安裝就位。相比M310堆型吊裝方式,運輸小車及環吊三次牽引且龍門吊與環吊兩次吊裝,工藝大大簡化。根據現場反饋情況,僅需1 天就可完成整個吊裝工程。
由于開頂法吊裝工藝簡化,涉及的吊裝工具數量較少,且工具的結構相對簡單,材料、制造、安裝成本均顯著降低。僅以材料成本為例,AP1000 核電廠蒸汽發生器吊裝工具總重量約為69.8t,其中包括可用于壓力容器、穩壓器吊裝的通用鋼結構重量約22t。福清核電廠1、2#蒸汽發生器重量約為AP1000 核電廠蒸汽發生器的2/3,尺寸也較小,然而僅提升裝置、翻轉抱環、提升耳軸、運輸小車等主要吊裝工具的總重量已經高達68.7t。可以推斷,對于同一個蒸汽發生器,采用開頂法吊裝方式,其吊裝工具的總重量將遠低于采用M310 堆型吊裝方式的吊裝工具總重量,因此能降低材料成本,具有一定的經濟性。
4.2 建造周期縮短
M310 堆型蒸汽發生器吊裝方式,需等土建封頂以后,才能開始蒸汽發生器及穩壓器、壓力容器等主設備的安裝。對于福清核電廠而言,總工期為57 個月。而采用開頂法吊裝方式,核島土建與主設備安裝平行施工,AP1000 核電廠最快工期為36 個月,可以縮短工程建造工期,提前投入商運。
4.3 吊機操作難度大
蒸汽發生器水平吊裝過程中,應保證2600t 吊機和400t 吊機的協調性,防止過度傾斜。從水平狀態翻轉至豎立狀態過程中,2600t 吊機需要連續進行變幅和起鉤兩個動作,以保證鋼絲繩的垂直度,操作難度相當大。翻轉豎立后,吊機需將蒸汽發生器吊至臨時頂蓋環形衍架上方,吊機起升高度高達81m,吊裝風險大。最后吊機落鉤將蒸汽發生器從廠房頂部吊入,調整位置和方位后放置在上部臨時安裝支撐上安裝就位,此時蒸汽發生器在廠房內而吊機操作人員在廠房外,吊機指揮信號通過對講機專用頻道傳遞,指揮難度和操作難度大。
4.4 成品保護困難
蒸汽發生器安裝就位距土建封頂的時間跨度大,由于現場海邊鹽霧、潮濕的狀況對已安裝的蒸汽發生器會產生影響,同時覆蓋清潔區內的水汽無法散發出去,附結在蒸汽發生器表面形成水滴,導致腐蝕生銹。施工現場灰塵很大,同樣無法做到很好的去污。尤其是外露接管嘴處,其周圍有作業時容易受損傷,成品保護困難。
4.5 更換困難
采用開頂法吊裝方式,設備閘門尺寸不夠蒸汽發生器出入。一旦出現重大問題需要更換時,必須將安全殼頂部打開,使用廠房環吊將蒸汽發生器吊運至開口位置,再使用大型吊機將蒸汽發生器吊出更換,實現起來很困難。
5 總結
本文詳細介紹了M310 堆型蒸汽發生器的吊裝方式與AP1000 核電廠開頂法吊裝方式,從主設備安裝角度分析了兩種方式的優缺點,得出以下結論:
(1)M310 堆型蒸汽發生器吊裝方式工藝成熟,安全可靠性高,進度不易受環境和主設備到貨情況限制,但吊裝工具設計、制造、安裝復雜,吊裝周期長。
(2)開頂法吊裝方式簡化了吊裝工藝及吊裝工具,降低制造成本,縮短建造周期,但吊機操作難度大,安裝后成品保護難,出現問題后更換困難。
猜你喜歡
設備管理與維修(2022年21期)2022-12-28 07:34:58
設備管理與維修(2022年21期)2022-12-28 07:33:36
核安全(2022年2期)2022-05-05 06:55:40
中國特種設備安全(2022年1期)2022-04-26 14:15:58
中國核電(2020年2期)2020-06-24 03:37:36
中國核電(2018年4期)2018-12-28 06:43:48
中國核電(2017年1期)2017-05-17 06:10:18
中國核電(2017年1期)2017-05-17 06:10:11
電站輔機(2016年4期)2016-05-17 03:52:40
焊接(2016年10期)2016-02-27 13:05:36
