偏心套的加工工藝
2014-12-25 05:55:32門翠波郭少軍
科技視界 2014年22期
關鍵詞:效率
門翠波 郭少軍
(包鋼〈集團〉公司 白云鄂博鐵礦,內蒙古 包頭 014080)
0 前言
偏心套是鉆機上的夾緊機構,尺寸精度要求高(圖1),由于大型礦山機械中需要的數量較多,使用常規裝夾定位方法很難保證其精度,且耗時較長,生產效率低,因此采用偏心套為定位元件的方法加工,既縮短了裝卡定位時間,又提高了生產效率。
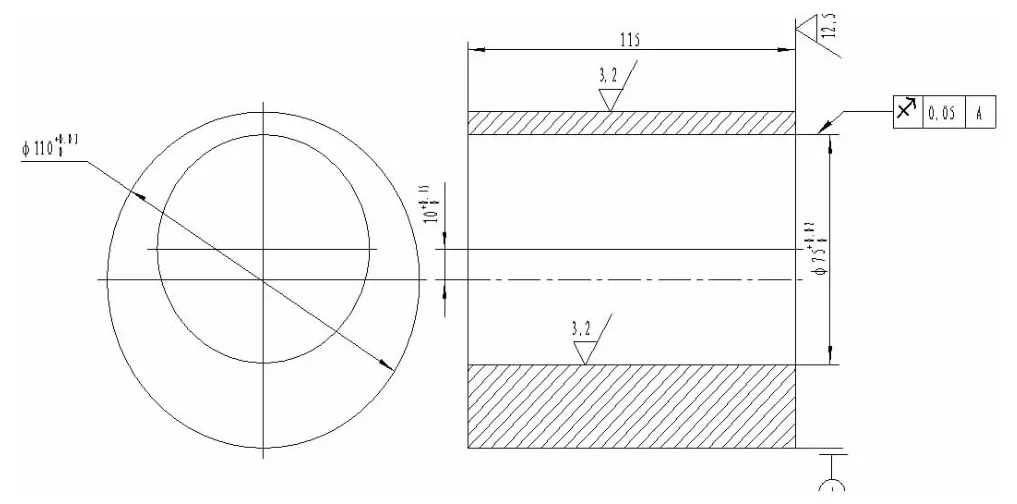
圖1
1 工件的結構特點
從零件圖可以看出,偏心套的精度要求比較嚴格。關鍵要求φ75+0.02 +0mm的孔對的軸平行度公差值為0.05mm,中心距公差在0.05mm 內,長度為115mm 尺寸精度要求較為嚴格,顯然按偏心件的劃線找正方法加工,雖然能在一定程度上保證加工精度,但定位費時費力,生產效率很低。
2 偏心套工藝分析
根據技術要求和工件的加工要求,由原來的劃線找正法改為用偏心套做定位元件的加工方法。
1)利用偏心套夾具的內孔作為定位基準找正其外圓與工件外圓?110+0.03 +0mm 相互配合,使工件處于裝配狀態,同時在加工過程中處于平衡狀態,加工?75+0.02 +0mm 以提高生產效率。
2)偏心夾具結構介紹
按劃線找正法加工一個偏心距精確的內孔與工件外徑?110+0.03+0mm 基本尺寸相同的配合偏心套,然后將偏心工件裝入夾具中[1],車內孔?75+0.02+0mm。(如圖2 所示)
3 偏心套的加工工藝
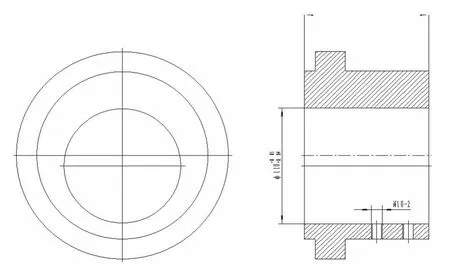
圖2
1)使用四爪卡盤車端面,將外徑車到尺寸?110+0.03 +0mm 并倒角。
2)將工件偏心10mm 夾緊,取長短至尺寸,車內孔至?70mm。
3)將工件裝入偏心夾具的孔內,并用軸向螺釘固定,車內孔?75+0.02+0mm 至尺寸并倒角。
4 注意事項
1)必須確保偏心夾具內孔的尺寸精度以及表面粗糙度,保證與偏心套的裝配精度。
2)偏心套夾具靠近卡盤處必須車長10mm 的臺階保證軸向定位。
3)偏心夾具的外徑表面粗糙度加工要比較低,以便找正。
5 技術效果
1)確保了偏心工件兩軸線的平行度。
2)提高了生產效率,縮短了裝卡時間。
3)保證了加工工件在加工時的平衡。
[1]陳宏鈞.實用金屬切削手冊[M].機械工業出版社,2004.
[2]國家職業資格培訓教材編審委員會,編.車工(高級)[M].機械工業出版社,2006.
[3]甘永立,主編.幾何量公差與檢測[M].上海科學技術出版社,2006.
[4]胡農,等,主編.車工技師手冊:第四章 車削加工[M].機械工業出版社,1997.
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32
