T68鏜床調頭鏜削滾筒類同軸孔的優質高效定位方案
2014-12-25 05:04:14趙忠剛閆玉紅
科技視界 2014年26期
趙忠剛 閆玉紅
(1.山東能源機械集團,山東 寧陽271411;2.泰安航天特種車有限公司,山東 泰安271000)
0 引言
在利用坐標鏜床滾筒類的同軸孔系時,往往采取“加長鏜桿配合支座進行鏜削法”或采取“回轉工作臺180度調頭鏜削法”。在鏜削遠距離同軸孔系時,采取回轉工作臺180度調頭鏜削法的效率遠遠高于使用加長鏜桿配合支座進行鏜削法。但是,該法在工件第一個孔鏜削完成再回轉工作臺180度后,需要依據工件的已加工孔為基準校正定位后才能加工第二個孔。批量生產時,工件隨工作臺調頭后校正的工作量非常大。本人經過多年的研究,在實際工作中摸索出了一套在批量鏜削同軸孔系時的優質高效定位方案。現以T68鏜床鏜削滾筒兩端軸承座為例說明該方案的具體實施細節,滾筒結構如圖1所示,其滾筒外皮外徑及長度已車削完成,這里只鏜削滾筒軸承座端面、裝軸承孔和裝棉氈孔槽。
1 首件滾筒的裝卡
首先,將T68鏜床工作臺、V型鐵擦凈,在工作臺兩端分別寫上A、B字樣,并把兩個V型鐵分別安裝在工作臺中心槽處的兩端,如圖2所示。其次,測量圖2中滾筒兩端壓在V型鐵位置的直徑,并求出其半徑差。然后,在一個V型鐵的V形面上墊厚度相當于其半徑差的銅皮或鐵皮。最后,將滾筒對應地吊裝在工作臺的V型鐵上(外徑小處壓在有墊子的V型鐵上),并做好A、B標記,按圖2方式裝卡牢固。注意:壓板必須做到水平放置,防止滾筒受傾斜壓板的壓力而產生橫向偏移,影響定位精度。
2 粗鏜首件滾筒兩端軸承座
首先,用表校正靠近主軸箱端的滾筒外皮的外圓,確保鏜床主軸箱平旋盤回轉中心和主軸回轉中心與滾筒外皮同軸,并鎖緊工作臺X軸和主軸箱,鎖緊后再校正一下滾筒外皮(有時主軸箱在鎖緊后會發生上移現象,這時要松開主軸箱鎖緊手柄,根據主軸箱的鎖緊上移量將主軸箱先落下相當于其鎖緊上移量的數值,然后再鎖緊主軸箱,并再次校正,直至主軸箱回轉中心和滾筒外皮同軸為止)。注意:通過觀察窗看清此時鏜床橫向導軌的X軸標尺尺寸AX,并寫在滾筒對應端外皮上。同時,也把此時主軸箱高度標尺數值Y值寫在滾筒外皮上。
其次,鏜削圖2中工作臺A端滾筒軸承座,依次加工裝棉氈孔槽、裝軸承孔、軸承座端面。注意:裝軸承孔留3mm余量(由于滾筒余量較大,致使加工溫度偏高,且滾筒裝卡變形,必須待冷卻后重新裝卡,精鏜其兩端的裝軸承孔)。
然后,將工作臺旋轉180度,使滾筒B端靠近鏜床主軸箱處,先大約校正一下滾筒外皮,再用水平劃針在A端滾筒軸承座粗加工孔的孔壁上大約中心高度劃拉兩條軸向的水平對稱線(圖2方式下,要使用較大的水平劃針,且水平劃針的底座需要放在橫跨鏜床縱向導軌的平鐵上。如果滾筒長度小于鏜床工作臺長度,可以用小型的水平劃針,使水平劃針的底座放在鏜床工作臺面上進行劃拉軸承座孔內的水平對稱線即可),作為校正滾筒軸承座同軸度時,回轉主軸使表針對正的的參考位置線。將加長校正桿錐柄部插入鏜床主軸孔,并鑲實,將表安裝、緊固在A端的校正桿上,并使表的測頭抵住孔壁的劃線處,調整表的讀數為零,使表測頭由孔壁上側旋轉至孔壁的另一側劃線處,觀察表的讀數,并對工作臺進行橫向(X向)調整,調整量為:表在孔壁左、右側時讀數差的1/2,然后再回轉主軸,使表測頭由孔內上方轉到孔壁的另一側劃線處,觀察表的讀數,若有差距,繼續調整工作臺橫向移動,直至表在孔壁左右劃線處讀數一致為止,鎖緊工作臺,在滾筒外皮上記下此時鏜床橫向導軌X軸標尺尺寸BX。
切記:回轉主軸校正已加工孔時,必須使表由內孔上方來回轉動,防止加長校正桿下垂使表測頭受孔下壁撐力而導致表的讀數發生變化;必須牢固緊實鏜床工作臺X軸向的標尺,直至本批次滾筒加工完成后方可松開。
3 粗鏜后續滾筒兩端軸承座
按照首件滾筒裝卡方式裝卡后續滾筒,并校正靠近鏜床主軸箱端的滾筒外圓,此時不再移動鏜床橫向導軌X軸,只是根據滾筒外皮半徑差距值適當調整主軸箱微量地上或下移動,使鏜床主軸箱平旋盤回轉中心和主軸回轉中心與該滾筒軸心線同軸即可,并鎖緊工作臺X軸方向,粗鏜該端軸承座。
當滾筒一端粗鏜完成后掉頭鏜削另一端時,根據工作臺的A、B端橫向標尺對應數值AX或BX,適當開動工作臺至其對應X軸尺寸,鎖緊工作臺后,即可粗鏜該端軸承座。該端粗鏜完成后,卸下該滾筒,繼續按同樣的方式裝卡、粗鏜后續滾筒,直至本批次滾筒軸承座全部粗鏜完成。
4 精鏜滾筒的裝軸承孔
精鏜滾筒軸承座的裝軸承孔時,按上述同樣的方式裝卡滾筒即可,并以各個滾筒上的AX或BX和Y值調整鏜床工作臺對應的橫向坐標X值和主軸箱中心高度,然后適當壓緊工件,進行對滾筒的裝軸承孔精鏜。精鏜完成滾筒一端的裝軸承孔后,再將滾筒調頭,并移動工作臺致其AX或BX讀數位置,精鏜滾筒另一端的裝軸承孔。直至逐件精鏜完成方可拆解、移動工作臺的橫向標尺。
注意:鏜床工作臺回轉精度必須精準、可靠,用前校好;兩V型鐵的V形對稱線必須平行于工作臺Z軸或鏜床主軸的進給方向;對于滾筒外皮兩端直徑不相等的情況,必須加墊,盡量減小滾筒外皮中心線與其軸承孔中心線的重合度偏差,防止滾筒在使用過程中發生大的跳動;對于鏜削特大批量滾筒軸承座時,可以將標尺連同鏜床工作臺橫向導軌鉆孔,用穩銷鉚在鏜床工作臺橫向導軌上。
5 結語
該裝卡、校正、鏜削滾筒同軸孔系的定位方案具有較強的創新性,省略了后續滾筒的校正時間,杜絕了以往由于校正失誤引起的廢品率,創造性地提升了鏜床鏜削滾筒系列件同軸孔的效率,該方案很值得在調頭鏜削同軸孔系方面推廣應用。
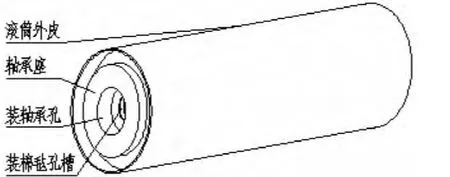
圖1 滾筒結構
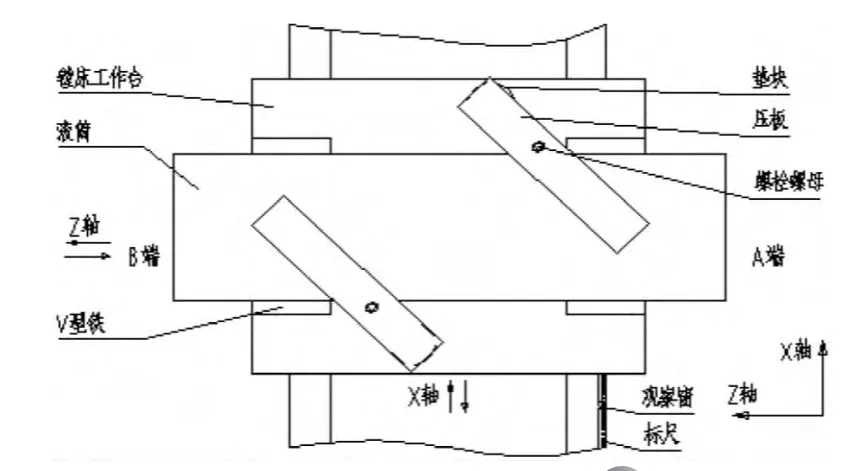
圖2 滾筒裝卡指示
[1]吳國梁,主編.鏜工實用技術手冊[M].南京:江蘇科學技術出版社,2007.
[2]鄭惠萍,主編.鏜工[職業技能鑒定培訓讀本(高級工)][M].北京:化學工業出版社,2005.
