連鑄機扇形段框架漏水修復工藝及實踐
2014-12-22 06:20:26王運方
河南冶金 2014年4期
關鍵詞:工藝
王運方
(安陽鋼鐵股份有限公司)
0 前言
連鑄機是煉鋼生產的關鍵設備,作為連鑄機核心的扇形段,由于工況條件惡劣,其結構設計以及使用性能直接影響著連鑄生產的穩定和產品的質量[1]。扇形段故障率較高時,尤其是扇形段框架漏水導致扇形段在線使用壽命縮短,會嚴重制約煉鋼生產的正常運行,不僅降低作業率,而且由于連鑄機備件的燒損、軟水的大量消耗等造成生產成本提高。為此,結合安鋼2#、3#連鑄機扇形段框架的原設計特點,經過摸索和實踐,找出一種解決框架漏水的簡便、實用的修復工藝,該修復工藝優化了原設計結構,可操作性強、穩定性高,實施成本低,經濟效益顯著。
1 概況
安鋼2#、3#連鑄機為直弧形連鑄機,連鑄機的扇形段——即鑄坯導向段由彎曲段、弧形段、矯直段、水平段組成[2]。鑄坯導向段沿拉坯方向,自上而下分布著不同輥徑的夾送輥,夾送輥對鑄坯起著夾送和依托作用。彎曲段位于連鑄機的最上部,依次向下是弧形段,矯直段和水平段;這些夾送輥的軸承冷卻和輥子冷卻采用閉路水冷系統實現,其中一部分水冷通道是在扇形段框架本體結構中,這部分水道(又叫水箱)為碳鋼Q235 焊接結構。
對于連鑄機扇形段的工藝特性來說,扇形段框架結構設計不合理,修復工藝不成熟,就會導致漏水等設備故障,這些故障直接或者間接影響連鑄機生產,設備表現為扇形段事故下線。2011年下線故障原因進行統計分析見表1。
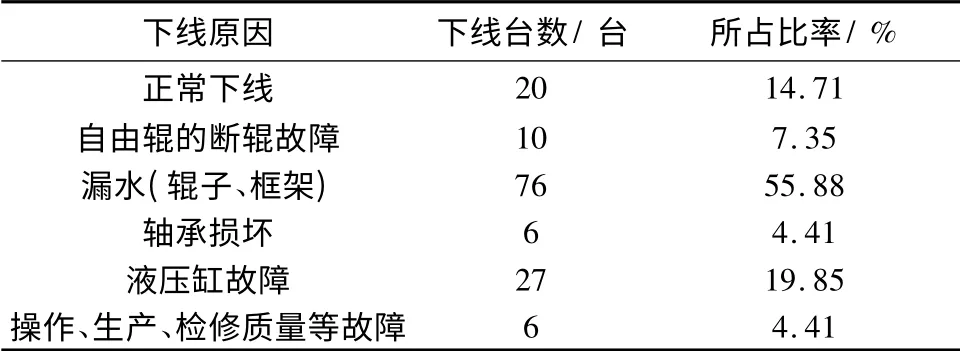
表1 2011年2#、3#連鑄機扇形段下線統計
由表1 可以看出,由于扇形段框架漏水損壞導致的扇形段故障的比例高達55.882%,超過了其它所有故障的比率,是影響扇形段在線使用壽命的首要原因。扇形段框架的設計壽命一般為5 ~6年,因為框架上水道的銹蝕漏水,2#、3#連鑄機實際使用壽命不足兩年,嚴重影響了連鑄機的正常生產。
2 扇形段框架漏水原因和修復難點分析
2.1 結構設計和材質選型不合理
1)原設計水道位于扇形段框架支撐梁的側面,是支撐梁的一部分,不僅傳輸冷卻水,在結構上還承載者輥子軸承座的一部分支撐力以及拉坯力,軸承座必然存在微量的彈性變形;這種彈性變形又直接作用于水道與軸承座的連接部位,又由于原設計中沒有適應熱膨脹的環節,造成水道的焊接部位,特別是軸承座與水道連接部位,受到較大的復合交變應力集中產生應變,如此反復作用就導致了扇形段框架的水道撕裂性損壞,造成漏水。
2)焊接質量達不到要求。輥子軸承座底座與扇形段框架水道的結合方式設計為:疊加并肩焊接的Q235B 的扁鋼彎制水道,這種水道的結構特點(即水封性能)要求框架與水道焊接量大,且焊接件間材質的差異,造成了水道生產的焊接工藝技術性要求較高。而實際的焊接質量多數達不到設計要求。
3)水道材質影響。對漏水水道的材質進行化驗,發現部分框架使用的材質含雜質,特別是S 的含量較高,使得水道使用過程中的熱脆性增加,這就加劇了水道的銹蝕和損壞。
2.2 修復框架工藝不能滿足使用要求
1)傳統的修復工藝為直接在原位置更換為新的碳鋼管路,扇形段框架軸承座支座的水路,原設計為材質為Q235B,使用中經高溫、高壓的水蒸氣環境,易發生氧化銹蝕、磨損、精度下降,易出現滲漏現象[2]。直接更換存在焊接應力集中,在使用后,水道外部高溫輻射的環境影響,扇形段框架的壽命仍然不能大幅度提高。水路結構通常主要有兩種:一種是在扇形段框架軸承座正下方采用多段、多管制作水箱方式,焊接安裝合為一體且均在框架上一體完成,缺點是:焊接接口多、工作量大,因設備空間狹小,焊接質量不易保證,一旦局部出現滲漏質量問題,則需扇形段框架水道整體拆解,重新制作水道,導致扇形段設備壽命較短;另一種是在扇形段框架軸承座正下方采用單段、分體水箱、側方軸承座鉆孔通水制作方式,采用焊接、安裝分體完成,避免了因設備空間狹小、不銹鋼焊接質量不易保證的缺點,但堵焊的軸承座正下方原水孔一但出現滲漏質量問題,需重新整體拆解后修補。而目前影響和制約生產順行和長壽的主要因素是由于扇形段框架設備的修復工藝(主要指更換水道)不盡相同,一旦局部出現的質量問題即會因設備空間狹小給在線生產和維保帶來了極大的困難,如果整套更換成本極高。改造前傳統的扇形段框架水道結構如圖1 所示。
2)直接更換原來的水道為不銹鋼方管或者矩形管路,但是存在不銹鋼鋼管路和碳鋼扇形段框架之間的焊接工藝局限性,60 mm ~70 mm 厚的碳鋼鋼板對于不銹鋼管路的焊接應力更難釋放,水道壽命提高依然受到限制。
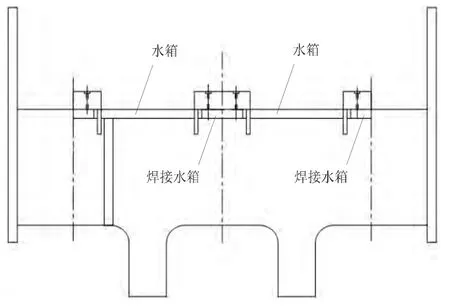
圖1 連鑄機扇形段框架上的輥子冷卻水道示意圖
3)扇形段弧框架軸承座支座的水路水孔位置不合理,通常采用材質為Q235B,Φ19.5 mm 的臺階孔,這些水孔、油孔經高溫、高壓和水蒸氣環境,已發生氧化銹蝕、磨損、精度下降,漏水頻發,密封失效,制造、修復成本增高。并且普通的修復工藝不能對于孔內的光潔度和尺寸精度很難恢復。
4)原扇形段框架水路水箱設計因設備維修空間狹小,無法保證原通道的焊接質量,即使更換為不銹鋼方管水道,仍存在焊接質量不能保證和在線維修的困難。
3 扇形段框架漏水的改進措施
3.1 優化水路、油路設計結構
1)根據前面的分析,水道必須進行徹底的優化設計。針對扇形段的惡劣使用工況,為解決水道銹蝕性,延長水道壽命,決定將成套框架的水道更換為不銹鋼矩形管路。通過框架修復,將原來全碳鋼材質的Q235 -A 的扁鋼焊接水道,更換為點焊結構的GB/T3094 的50 mm×30 mm×4 mm 的不銹鋼矩形管路。更換后的水管如圖2 所示。
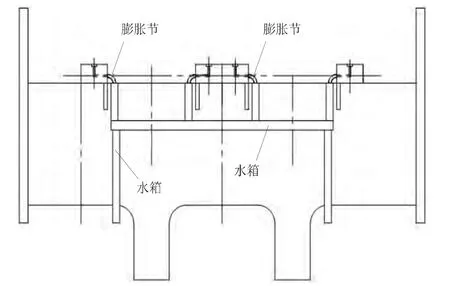
圖2 改造后的水箱橫向單管、縱向多管整體新型結構
2)對于框架上的軸承座底座與水道的連接結構的優化。改變水道走向,并增加熱膨脹適應節。
3)軸承座支座的水孔修復工藝改進。該修復工藝采用鑲嵌、焊接不銹鋼工藝套方法實施。對軸承座支座水孔、油孔鑲嵌、焊接不銹鋼工藝套,并調整油孔位置。
在扇形段弧框架軸承座支座的水路、油路中心孔擴展為Φ28 mm、深度20 mm ~25 mm 的盲孔,然后設計鑲嵌與孔徑相同、材質為2Cr13 的Φ28 mm不銹鋼棒,同時確保不銹鋼棒上平面低于支座上平面5 mm,堆焊2Cr13 不銹鋼層8 mm ~10 mm,利于焊接加工,重新加工上面,最后加工中間Φ19.5 mm臺階孔及Φ10 mm 水孔。加工臺階及水路、油路中心孔,實現水道內孔光潔度配合面的長期防銹蝕特性和軸承座底座基面的防漏。水孔油孔鑲嵌前后結構如圖3 所示。
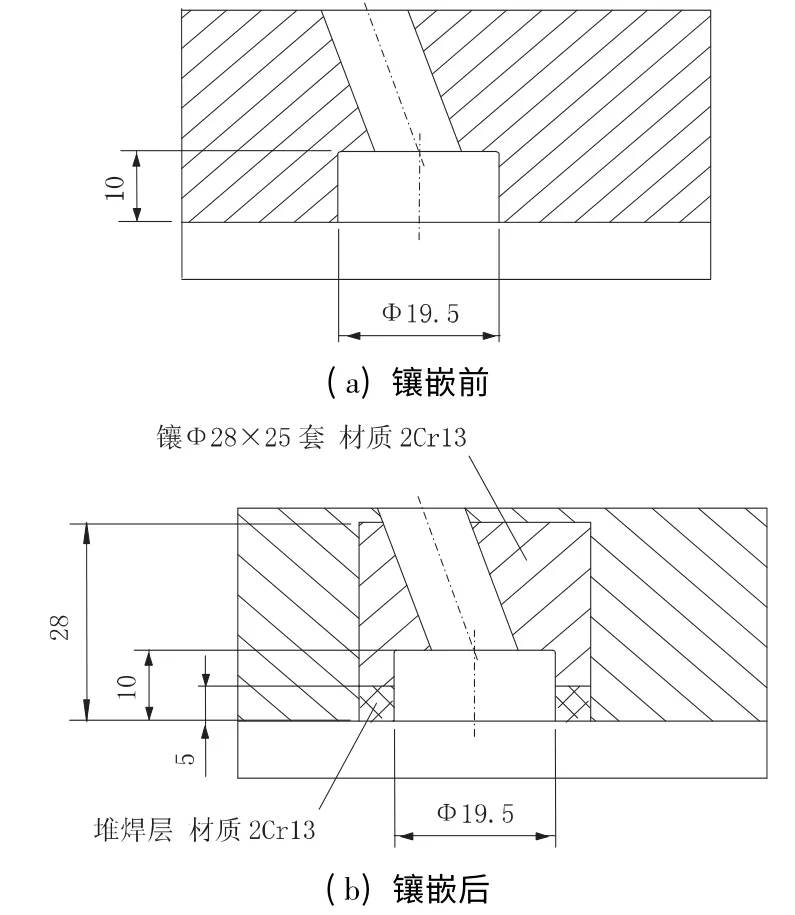
圖3 水孔油孔鑲嵌前后結構示意圖
4)軸承座水路、油孔移位。板坯連鑄機扇形段弧框架軸承座支座上兩個油孔分別向兩側橫向移動18 mm,實現軸承座支座油路上油孔、水孔、螺栓孔在一條中心線上,軸承座結構、備件統一,實現扇形段輥子結構簡單化,對稱性好,軸承座結構統一。優化前后的油孔位置如圖5 所示。
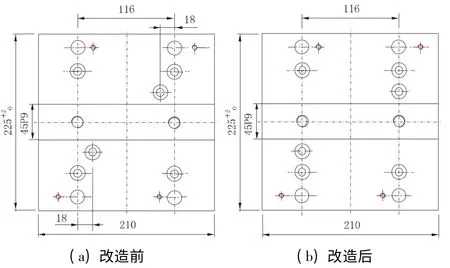
圖4 優化前后的油孔位置
3.2 優化修復工藝
結合近兩年來的修復經驗,為了解決修復后的重復漏水故障,并解決漏水后的在線維修難度,設計了一種橫向單管、縱向多管整體水路結構。
優化后的結構為:水箱橫向單管長度以兩端軸承座支座之間距離為基準,可上下浮動0 ~50 mm,水箱橫向單管位置設在端部軸承座支座支撐板下端和各主梁間連接板之間;縱向多管水箱底部與橫向單管密封焊接,上端以軸承座支座底端為基點,上下浮動0 ~5 mm,位置為軸承座側面所開水孔方向外延80 mm ~100 mm,原軸承座底座側面開Φ23 mm孔,底座與方管水道設計Φ22 mm 膨脹節,長度80 mm ~100 mm,以適應水道的熱膨脹和底座的拉坯力引起的變形,還能適應水道焊接制造的加工誤差。水路水箱橫向單管、縱向多管整體焊接、全部試壓,試壓2.0 MPa,保壓30 min,確認無泄露后整體點焊至上述位置,提高整體焊接質量和水箱安裝的勞動效率。大大降低了生產與設備故障,整體提升了連鑄機的設備性能,發揮了不會因設備空間狹小而無法在線維保的優勢。
4 取得效果
4.1 提高了扇形段的整體壽命
通過水道材質的優化,提高了扇形段原設計碳鋼結構的壽命,由原1 ~2年提高到4 ~5年。采用新工藝修復后的扇形段在線壽命平均達到4.8年,間接地降低了維修成本和生產成本。
4.2 降低了修復難度,提高了工作效率
縱向多管整體結構的設計,提高整體焊接質量和水箱安裝的勞動效率。較大的降低了生產與設備故障,整體提升了連鑄機的設備性能,發揮了不會因設備空間狹小而無法在線維保的優勢。通過水道結構改進,實現了扇形段水道修復難度降低,有效地解決了水道對于扇形段結構引起的應力集中問題,使扇形段結構更好的適應了扇形段在拉鋼過程中的拉坯力引起的框架變形,框架適應性更高,解決了原設計的不足和缺陷。有效地提高了連鑄機的生產效率。
4.3 實現了備件的統一,降低了扇形段漏水故障率
軸承座支座的水孔修復工藝改進,實現了軸承座水孔、油孔的內部精度的恢復,實現水道的長期密封效果,解決了扇形段輥子漏水問題。
通過軸承座水路、油孔移位優化,修復工藝實現扇形段輥子結構簡單化,對稱性好,軸承座結構統一,由原設計四種變為兩種,備件可互換,維修方便,不會出現因軸承座品種多產生的裝配質量問題。以安鋼為例:備件統一后僅一年節約水冷軸承座備件量800 余件,大大降低了維修成本,軸承座老化后,一件輥子的四個座子實現中間與端部調配使用,間接效益每年約90 余萬元。
改造過的框架,沒有出現水道漏水現象。扇形段框架漏水故障明顯下降。
經過兩年來的實踐證明,該修復工藝取得了良好的效果,因框架漏水下線的扇形段數量明顯下降。2012年改進后扇形段下線數量對比見表2。
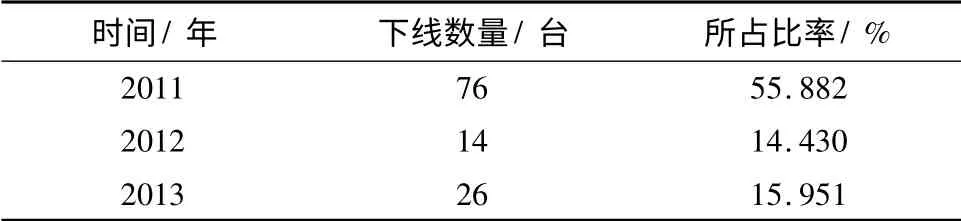
表2 改進修復工藝前后扇形段框架漏水下線情況對比
4.4 提高了連鑄機生產效率,降低了生產成本
通過對扇形段的使用情況進行跟蹤,采用改進后的修復工藝可靠有效,設備故障率大大降低,扇形段的在線使用壽命明顯提高,連鑄機的備件和軟水等生產成本得到有效控制,兩年來共節約各項費用230 多萬元。
5 結語
通過采用優化合理的修復工藝解決了扇形段框架漏水問題,恢復了連鑄機框架的設計強度,實現了密封水孔配合面的長期防銹蝕特性。該修復工藝實用性強,可靠性高,延長了連鑄機扇形段的使用壽命,提高了修復框架的勞動效率和連鑄機的生產效率。
[1]羅振才.煉鋼機械.第二版.北京:冶金工業出版社,1989:78 -81.
[2]熊毅剛.現代鋼鐵工業技術-板坯連鑄. 北京:冶金工業出版社,1994:21.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
