金屬和聚合物材料表面處理的驗收準則——ASME BPE SF篇及附錄H的介紹和解讀
2014-12-21 02:20:16高賢申曹燕秋周立法
機電信息 2014年26期
高賢申 曹燕秋 周立法
(森松集團(中國),上海201323)
0 引言
“藥廠的生產設備不得對藥品質量產生任何不利影響,與藥品直接接觸的生產設備表面應當平整、光潔、易清洗或消毒、耐腐蝕,并防止這類設備成為污染源”,上述是GMP對制藥設備,尤其是與物料直接接觸的設備表面提出的基本要求。為了達到設備表面“平整、光滑、易清洗或易消毒滅菌”的目的,就要對設備表面進行“表面處理”,即拋光處理。
由于拋光方式、操作人員的人為因素、材料性質、環境以及檢查方法的不同,對表面處理的最終質量判斷也會出現差異,為了有一個公認的表面處理準則,參閱ASME BPE SF章節編譯了本文,供藥廠和設備制造廠技術人員參考選用。
1 表面處理驗收準則適用范圍
本文是為凡與產品及工藝物料接觸的金屬或聚合物材料表面處理結果提供的驗收準則。
2 對金屬材料的適用范圍
2.1 適用于直接或間接與產品/工藝物料接觸的系統
直接或間接與產品/工藝物料接觸的系統包括但不限于每次一個或多個系統,例如,美國藥典(USP)注射用水系統;美國藥典(USP)純化水系統;美國藥典(USP)純蒸汽系統;其他與產品/工藝物料接觸的表面系統。
2.2 表面處理的驗收準則
鍛制的不銹鋼化學成分如表1所示,對設備和工程中常用的奧氏體不銹鋼表面驗收的準則如表2、表3所示,與產品接觸金屬材料表面的電解拋光驗收準則在滿足表2的基礎上,還要滿足表3規定。其他合金材料的表面驗收準則可能有所不同,必須經業主/用戶和供應商雙方在材料訂貨前一致同意。可采用目視比對表或樣品作為產品接觸表面合格驗收和/或不合格拒收依據。
2.3 與產品接觸表面檢測方法的分類
產品接觸表面檢測宜采用以下一種或幾種方法:(1)目視檢測:直接目視檢測、間接目視檢測,如內窺鏡、反射鏡等;(2)液體滲透檢測;(3)表面粗糙度檢測設備,如粗糙度檢測儀;(4)電子顯微鏡掃描儀;(5)電子光譜化學分析儀;(6)螺旋式電子光譜分析儀;(7)復制品:ASTM E1351。

表1 鍛制不銹鋼化學成分 單位:wt%
目視檢測應根據ASME BPV鍋爐壓力容器規范第5卷第9章的檢查要求進行。
值得注意的是,當采用如LED燈等某種光源觀察電解拋光表面時,表面光澤可能會出現輕微的變化,這不應作為拒收的原因。
2.4 表面處理呈現的狀態
與產品接觸表面應該按照本章相關章節要求采用機械拋光、冷加工、機械加工、鈍化或電解拋光工藝。當業主/用戶有要求時,電解拋光和鈍化承包商應按照本章相關附錄規定對程序進行評定。所有表面應該清潔,表面粗糙度值應滿足與產品/工藝物料接觸金屬材料表面Ra讀數值允許范圍(表4)。對制造商制作和包裝的完工元件/設備也應有清潔度要求。后續的運輸、貯存、裝卸和/或安裝可能影響清潔度,這應作為業主/用戶和制造商/服務商之間的合同事項予以規定。
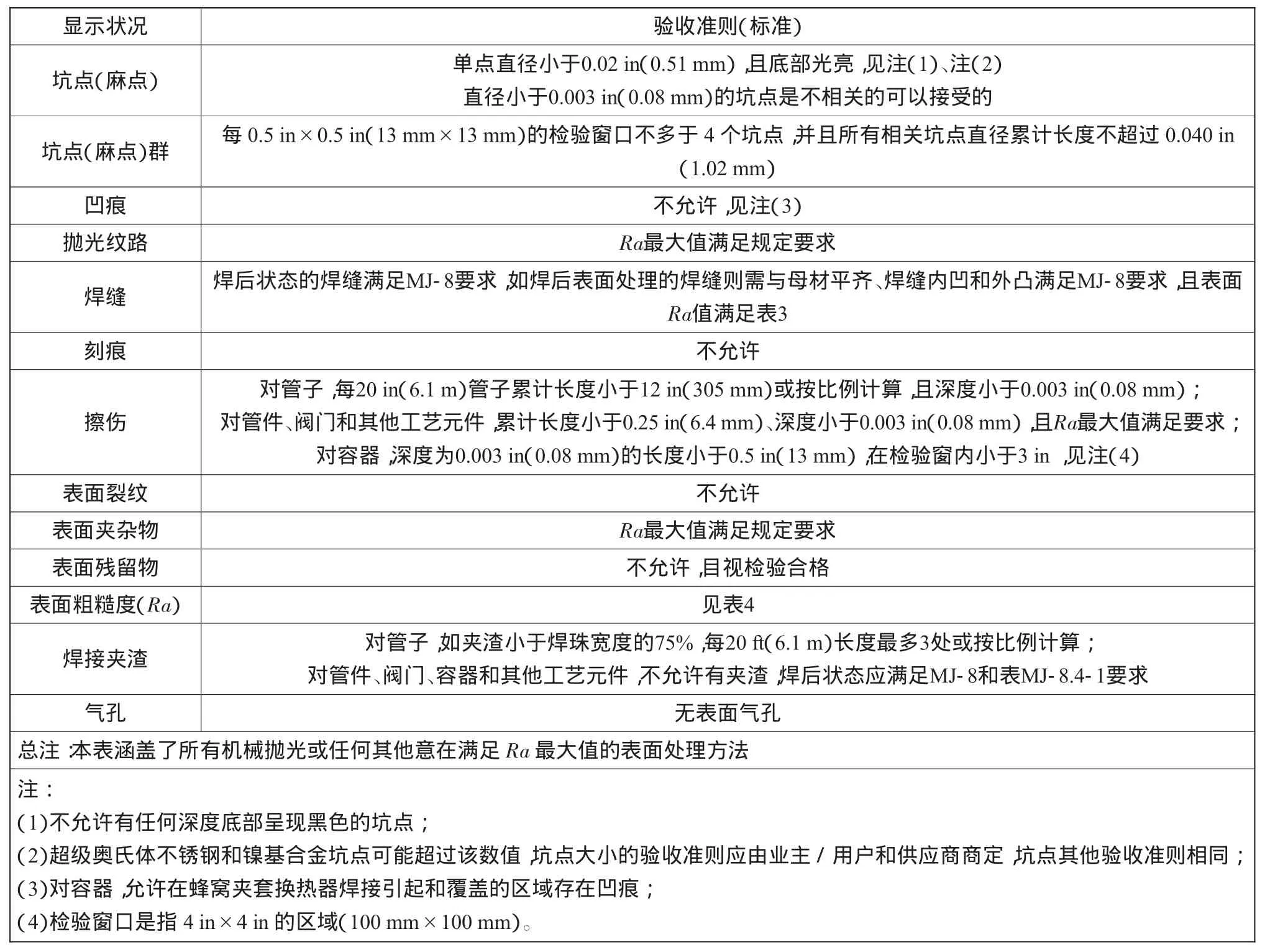
表2 與產品/工藝物料接觸金屬材料表面質量驗收準則

表3 與產品/工藝物料接觸且經電解拋光后金屬材料表面質量附加驗收準則
2.5 電解拋光程序的評定
本章節的評定是用于對生物工程、制藥、保健品等系統以及附屬設備中凡與產品/工藝物料接觸的元部件表面的電解拋光工藝進行評定的一種方法。
2.5.1 電解拋光的目的
(1)必須無表面氧化物及非預期的金相組織;(2)利用材料表面化學特性消除元件制造過程中產生的損傷或性能降低;(3)確保去除機械加工和成型過程中產生的不規則表面;(4)提高耐腐蝕性能。
2.5.2 電解拋光程序評定方法
電解拋光程序評定方法是為改善元部件表面質量所采用的電解拋光工藝評定提供的通用指南。
電解拋光服務商應對每一種電解拋光方法,如浸泡法、現場電解法進行試樣和試板,以證明這些方法能達到所要求的表面效果。
電解拋光服務商也應證明有能力重復采用這些評定試樣或試板合格的方法可同樣用于產品元件和/或設備上。

表4 與產品/工藝物料接觸金屬材料表面Ra讀數值允許范圍
電解拋光服務商應制定書面的質量控制文件,文件至少應描述下述內容:(1)預拋光檢查工藝;(2)預清洗工藝;(3)電解液池(最小和最大)操作溫度下的具體重力。
2.5.3 電解拋光基本參數
電解拋光服務商應編制電解拋光程序,編制的程序應確保用于評定試樣的基本參數可以重復使用,電解拋光程序至少應包括下述基本參數:(1)電流、時間(最小和最大);(2)電解池溫度范圍(最小和最大);(3)電解拋光工藝;(4)最終沖洗、清洗工藝;(5)最終檢查要求。
2.5.4 電解拋光應提供的文件
電解拋光服務商至少必須編制并保存下述附加文件:(1)每一個工藝過程評定試樣的SEM記錄;(2)每一個工藝過程評定試樣的XPS(ESCA)記錄,結果需滿足電解拋光評定試樣表面最低要求(表5);(3)用于評定工藝過程的實際試樣;(4)電解工藝過程控制記錄;(5)所采用電解拋光程序;(6)最終Ra值(有要求時);(7)每一項工作的合格證明復印件。
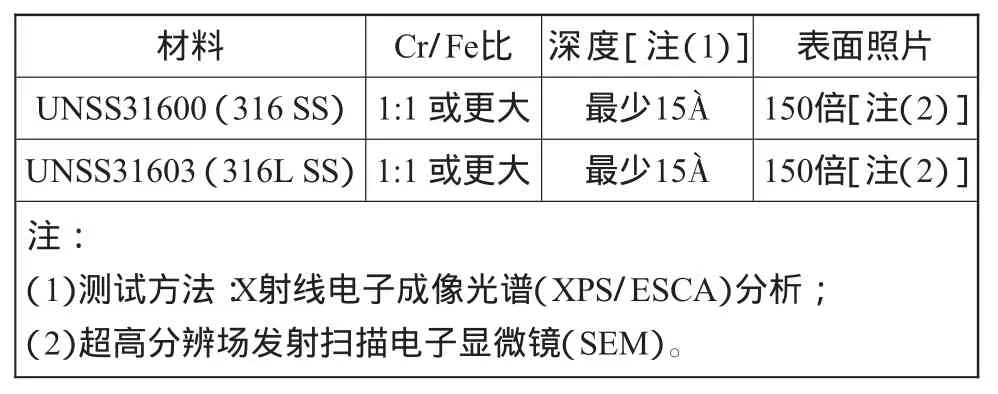
表5 電解拋光評定試樣表面最低要求
2.5.5 電解拋光合格證明
如客戶有要求時,電解拋光服務商應提供合格證明,并包含每一種類型的元部件,合格證明包括但不限于:(1)服務商名稱;(2)顧客名稱;(3)元、部件描述;(4)電解拋光程序標識號;(5)最終表面處理報告(注明Ra值)。
2.6 金屬材料表面鈍化程序
本章所述鈍化程序僅限于系統和元件中新安裝或新改造的部分。鈍化應按照經批準的質量保證/控制計劃執行。鈍化的方法包括規定首次水沖洗、化學清洗和脫脂、鈍化和最終沖洗的程序,其應按照書面程序和文件規定進行評定。該程序應規定鈍化基本參數的可接受范圍。非強制性附錄E《鈍化程序的評定要求》提供了對鈍化實踐方法和被鈍化表面質量評定指南。金屬材料禁止局部鈍化。酸洗工藝不能作為鈍化的替換方法。
在滿足上述表2和/或表3的基礎上,與產品/工藝物料接觸的鈍化表面的驗收準則還需滿足表6的規定,用于保證鈍化層質量的測試方法由業主/用戶與承包商商定。
2.7 關于不銹鋼與紅銹
紅銹是在與不銹鋼高純工藝系統(包括水或純蒸汽)中自然產生的現象。其出現程度根據下述情況而異:(1)系統內每一個元件的不銹鋼材質情況;(2)該系統的制作工藝如何,如焊接、表面處理、鈍化處理;(3)該系統暴露于哪種工況條件,如水的純度、工藝化學物、溫度、壓力、機械應力、流速和氧環境;(4)該系統的維護情況。
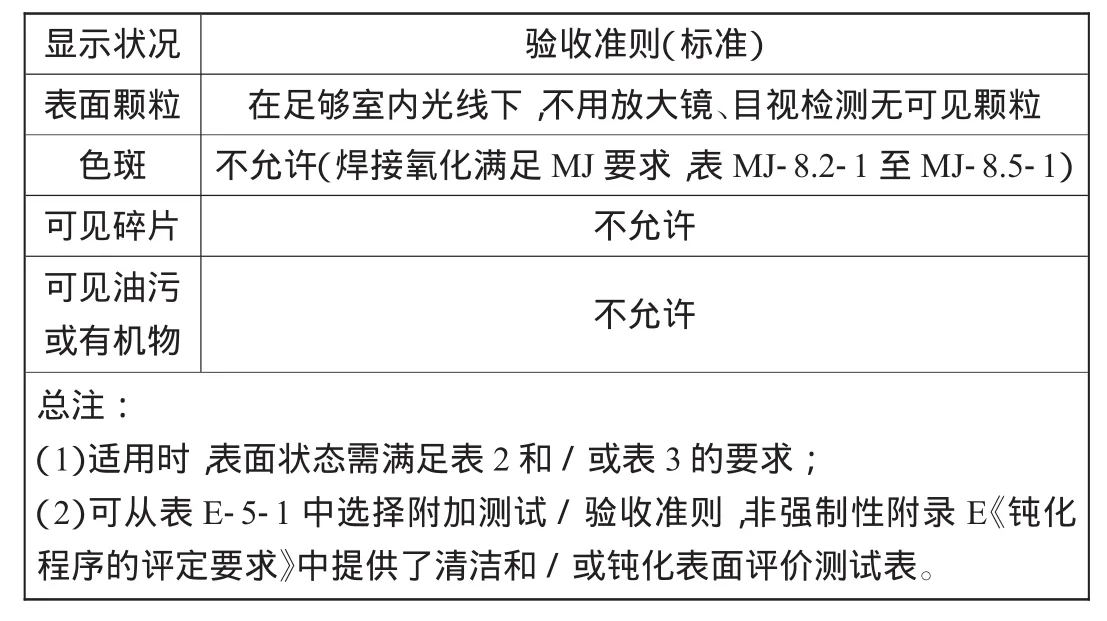
表6 與產品接觸鈍化金屬材料表面質量驗收準則
若系統中出現紅銹,則需要評價它對產品、工藝和/或系統長期運行的潛在影響。非強制性附錄D《紅銹和不銹鋼》提供了在工藝方案中和實際產品接觸表面檢測紅銹的方法,也提供了在各種制作和運行實踐中減少紅銹形成的方法及補救方法/技術。
3 適用聚合材料的幾項規定
3.1 適用系統
本章節適用于業主/用戶所有使用聚合物材料的系統。
與產品接觸表面的要求適用于直接或間接與指定產品接觸的系統所有的可人為接近或不可接近的區域。
這些系統應包括工藝系統和潔凈公用工程。
3.2 聚合物材料
這些系統中首選的施工材料應符合PM-2材料的要求。
3.3 與產品接觸表面檢測方法分類
與產品接觸表面檢測宜采用以下一種或幾種方法:
(1)目視檢測:直接目視檢測,如通過管壁照明;間接目視檢測,如內窺鏡、鏡子等。
(2)表面粗糙度檢測設備,如粗糙度檢測儀。
與產品接觸聚合材料表面的驗收準則如表7所示。
與產品接觸聚合材料表面的驗收準則在滿足表7的基礎上,還要滿足與產品接觸聚合材料表面Ra讀數值(表8)規定。

表7 與產品接觸聚合材料表面質量驗收準則

表8 與產品接觸聚合材料表面Ra讀數值
目視檢測應在足夠的室內照明下進行。當對照明有盲區或較暗區域以及對有疑問區域進行復查時,可以采用補充照明。
3.4 表面狀態的描述
可得到的聚合材料表面狀態如下:
(1)管道/管子和管件:1)注塑成型后的表面;2)壓制成型后的表面;3)機械加工后的表面;4)注塑件、壓制件或機械加工件經制作后的表面。
(2)板材、棒材和塊材:1)注塑成型后的表面;2)壓制成型后的表面;3)注塑成型、壓制成型再經機械加工后的表面。
4 結語
與藥物直接接觸的設備表面處理后的狀況的優劣會直接影響藥物的內在質量。不合格的表面狀況不僅會造成諸如積液、粘壁、排料不完全、沉積物料等現象,也會給設備的可清洗帶來麻煩,使設備難于清洗干凈。在對表面處理的處理方式上,無論是采用機械拋光,還是電解拋光,嚴格掌握表面處理的驗收準則是保障藥品質量不可缺少的環節。本文依據ASME BPE-SF章節對設備的表面處理后的驗收準則,結合制藥設備使用狀況做了編譯,供藥界同仁參考使用,以期提高我國制藥裝備的制造水平。
[1]國家食品藥品監督管理局藥品認證管理中心.藥品生產質量管理規范[S].中國醫藥科技出版社,2010
[2] ASME BPE-2012 Bioprocessing Equipment[S]
[3]高賢申,曹燕秋,周立法.不銹鋼設備與系統表面鈍化處理的檢查和評定[J].機電信息,2014(14)
[4]高賢申,曹燕秋,周立法.不銹鋼系統“紅銹”形成的因素及消除方法[J].機電信息,2014年(11)
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
人大建設(2019年12期)2019-05-21 02:55:44
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環球時報(2017-03-30)2017-03-30 06:44:45
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年3期)2015-11-19 02:53:32
Coco薇(2015年1期)2015-08-13 02:23:50
石油化工應用(2014年8期)2014-03-11 17:40:03
玩具(2009年10期)2009-11-04 02:33:14
