不銹鋼制藥設備制造時應遵循的幾項金屬材料連接準則——ASME BPE MJ“材料連接”的介紹與解讀
2014-12-21 02:20:18曹燕秋周立法
機電信息 2014年32期
尚 毅 曹燕秋 周立法
(森松集團(中國),上海201323)
0 引言
在生物制藥工程領域使用的衛生級設備及潔凈流體系統均用不銹鋼材料制作。在材料的選用上,目前醫藥界多采用不銹鋼材料,對與藥物直接接觸的多采用超低碳奧氏體316L不銹鋼,不與藥物接觸的選用304材質[1]。GMP也要求:“生產設備不得對藥品質量產生任何不利影響,與藥品直接接觸的設備表面應當平整、光潔,易清洗或消毒,耐腐蝕,不得與藥品發生化學反應,不吸附或向藥品中釋放物質[2]。”即制藥設備在選材制造時做到“一耐三不”的要求[3]。這樣才可以在設備使用的生命周期全過程均處于有效控制中,進而保障了藥品的內在質量。然而,即使我們選擇了不銹鋼材料來制造設備,若加工制造時不注意規范制作,也會使設備在使用時產生腐蝕、脫屑等現象,給藥物的生產帶來不利的影響。本文結合ASME BPE MJ章“材料連接”的描述,節譯選編了在金屬材料連接時應該遵循的幾條準則,供制藥設備制作和工程施工的業內同仁參考使用。
1 材料連接的適用范圍
本章節規定了金屬材料(尤其是不銹鋼材料)連接的要求,包括連接方法、焊接工藝和技能評定、檢測、檢驗、試驗以及驗收標準。
2 母材為不銹鋼的材料連接
2.1 奧氏體不銹鋼
奧氏體不銹鋼可以用作焊接元件。所有用以自熔焊(無填充金屬或可熔化嵌條)的奧氏體不銹鋼制管材、管件和焊接端部,其化學成分應符合ASME BPE MM-5.1.1表中的要求[4]。
(1)工藝元件或管材滿足最大含硫0.030%的限制。
(2)工藝元件或管材上的所有焊縫都經過內部檢驗并滿足本文8.4節的要求。
(3)超級奧氏體不銹鋼和雙相不銹鋼:
超級奧氏體不銹鋼可以用作焊接元件,但超級奧氏體不銹鋼易于析出不期望的金屬間相,如σ相和χ相。在焊接超級奧氏體不銹鋼時,必須考慮ASME BPE MM-5.2.2規定的注意事項。
雙相奧氏體不銹鋼可以用作焊接元件。在焊接雙相奧氏體不銹鋼時必須考慮ASME BPE MM-5.2.4中規定的注意事項。
2.2 鎳合金和其他金屬材料
鎳合金可以用作焊接元件。其他金屬,如鈦、坦、鈀等,也可以用作焊接元件。
2.3 填充金屬的使用
(1)焊接奧氏體不銹鋼可以使用或不用填充金屬。
(2)焊接超級奧氏體不銹鋼可以使用或不用填充金屬或可熔化嵌條。當自熔焊時(不用填充金屬或可熔化嵌條),要求按制造商推薦進行焊后固溶處理以減少偏析。
(3)焊接雙相不銹鋼可以使用或不用填充金屬或可熔化嵌條。當自熔焊時(不用填充金屬或可熔化嵌條),要求按制造商推薦進行焊后固溶處理。焊接雙相不銹鋼通常會導致微觀組織中鐵素體量增加。因此,應選擇合適的焊接工藝,應保持焊接金屬中奧氏體和鐵素體的平衡,以便較少的相不少于30%。
2.4 非金屬材料
聚合物(熱塑性塑料)的連接應當符合ASME BPE PM篇的規定操作。
3 金屬材料連接時焊接接頭的設計與準備
3.1 概述
焊縫的1個面或2個面與物料接觸的所有對接接頭應為全熔透的連續焊,這一要求既適用于單面焊也適用于雙面焊接頭。所有焊接接頭與物料接觸表面必須進行適當地凈化或保護,以防止變色或污染。外部附件(例如吊耳、蜂窩夾套、梯子連接板等)的焊接接頭,必須去除與物料接觸表面的任何變色。
任何連接貫穿罐或容器器壁的焊縫或管道(注:含Pipe和Tube,具體差異見GR篇術語和定義,下文仍然采用Pipe和Tube進行區分)系統上的支管連接的焊縫,無論焊接接頭單面還是兩面是物料接觸面的,應采用具有補強角焊縫的全熔透的坡口焊縫連接,采用至少有一個泄漏信號孔的雙面角焊縫。有1條或2條焊縫作為產品接觸面的,并且未采用全熔透連接的所有搭接、T型接頭、角接頭或端接接頭上應設置一個信號泄漏孔。如果內部焊縫泄漏,信號泄漏孔會為物料或試驗介質提供一個泄漏通道。當所有焊縫都在產品接觸面時,不要求設置泄漏信號孔。泄漏信號孔應不大于6.35 mm,且在為驗證內部焊縫的密封性預壓縮空氣和肥皂泡試驗時打開。當容器使用時,這些泄漏信號孔可以堵上,使用的堵塞材料應不能維持兩重疊表面之間的壓力。
在工藝流體系統或有CIP和SIP要求的地方,不允許采用承插焊。
在本文中出現的Pipe和Tube 2個詞,按ASME BPE GR篇中的敘述對其定義如下:(1)Pipe指的是標有直徑尺寸和壁厚確定的管道;(2)Tube指的是僅僅標注公稱外徑尺寸確定的管道。二者在ASME BPE中是不能通用的。
3.2 壓力容器和儲罐
壓力容器和儲罐的接頭設計應是ASME鍋爐壓力容器規范(第Ⅷ卷)所容許的,并且符合本文3.1要求。
3.3 Piping
Piping的接頭設計應是ASME B31.3所容許的,并且符合本文3.1要求。
3.4 Tubing
3.4.1 衛生級管和管件接頭必須是平坡口對接接頭
衛生級管和管件應采用機加工準備端面,或滿足規范中要求的平端面進行組對。焊接前,對接接頭應適當地清理接頭區域1/2 in(13 mm)范圍內的內、外表面。管材焊接應使用自動(或機械)焊接技術(例如軌道管焊或機械焊)來完成,除非在尺寸或空間不允許的情況下。在那種情況下,可以使用手工焊,但必須經業主/用戶和承包商的同意。
3.4.2 Tube附件的焊縫
本標準所述的Tube附件焊縫包括:
(1)制作支管接頭,在本標準DT篇描述的用于制造管件的接頭除外。
(2)連接Tube與其他產品形式。
(3)接管連接到轉換板(切換板)。
(4)連接管子Tube到潔凈系統的任一部分。
本節監管的Tube附件焊縫包括:
(1)本文8.4監管的焊縫。
(2)被ASME鍋爐壓力容器規范(第Ⅷ卷第1冊)監管的管子管板焊縫,除了ASME BPE SF篇和本文8.1的目視檢查的要求外,這些焊縫可以采用手工的、機械的或自動焊工藝,接頭設計應符合本文3.1要求。全熔透的焊接接頭應采用與潔凈工況相適應的方法準備。不管采用角焊縫、坡口焊縫,還是2種的組合,焊接前,應徹底清理焊接接頭1/2 in(13 mm)范圍內的內、外表面。
4 連接方法和工藝
4.1 經焊后拋光的焊縫
對于壓力容器、罐、管道系統(含Piping和Tubing),工藝介質接觸焊縫表面的區域進行焊后拋光,使用的焊接方法應限于在AWS A3.0中定義的電弧焊或高能束焊(電子束和激光束)方法。所有焊接工藝必須按本標準評定,若選用的焊接方法可以提供期望的結果,則業主/用戶和承包商應同意所選用的方法。
4.2 焊態條件下使用的焊縫
對于壓力容器、罐、Piping和Tubing系統,工藝介質接觸焊縫表面的區域在焊態下使用,焊接方法應限于在AWS A3.0中定義的惰性氣體電弧焊方法(例如鎢極氣體電弧焊和等離子弧焊)或高能束焊方法(例如電子束或激光束焊接),所有焊接工藝必須按本標準評定,應盡最大努力使用自動或機械焊方法。假如自熔焊縫、有填充金屬或可熔化嵌條的焊縫可以滿足所有適用規范的要求,對于本標準來說,這些方法都是可以接受的。若選用的焊接方法可以提供期望的結果,則業主/用戶和承包商應同意所選用的方法。
5 焊接工藝評定
5.1 壓力容器和罐
用在壓力容器和罐上的焊接工藝應按照ASME鍋爐壓力容器規范(第Ⅸ卷)評定,按特定設計規范中有修正的除外。
5.2 Piping
用于Piping系統的焊接工藝應按照ASME鍋爐壓力容器規范(第Ⅸ卷)評定,在ASMEB31.3中有修正的除外。
5.3 Tubing
用于潔凈管道系統的焊接工藝應按照ASME鍋爐壓力容器規范(第Ⅸ卷)評定,在ASME B31.3中有修正的除外,且應滿足以下附加要求:
(1)改變背部(凈化)氣體的種類或名義成分,應重新評定。
(2)如果使用填充金屬,從填充金屬的一個AWS級別改變為另一個級別,或改變為一種專用的填充金屬,應重新評定。
5.4 雙相不銹鋼
除ASME鍋爐壓力容器規范(第Ⅸ卷)的焊接工藝試驗要求外,雙相不銹鋼工藝評定試件的焊縫金屬和熱影響區應能滿足ASTM A923 A法和/或C法的要求。
6 焊接人員的技能評定
6.1 壓力容器和罐
壓力容器和罐的焊工、焊接操作工技能評定應按ASME鍋爐壓力容器規范(第Ⅸ卷)進行,在容器和儲罐設計特定的規范中有修正的除外。
6.2 Piping
Piping系統的焊工和焊接操作工技能評定應按ASME鍋爐壓力容器規范(第Ⅸ卷)評定,在ASME B31.3中有修正的除外。當Piping用于潔凈系統時,本文6.4中的附加條款應用于補充第Ⅸ卷的要求。評定范圍應滿足表1和表2的要求。

表1 軌道鎢極氣體保護焊技能評定Tube/Pipe直徑限制

表2 軌道鎢極氣體保護焊技能評定焊縫厚度限制
6.3 Tubing
潔凈管道系統的焊工和焊接操作工技能評定應按ASME鍋爐壓力容器規范(第Ⅸ卷)進行,在ASME B31.3中有修改的除外。
6.4 其他
對于焊接操作工技能評定,下列重要因素應用于補充第Ⅸ卷的要求:
(1)焊接的接頭采用平坡口以外的形式。
(2)增加或取消固體襯墊。
(3)與評定要求相比,改變裝配間隙。
(4)改變Tube/Pipe外徑,如表1所示。
(5)增加或取消填充金屬。
(6)增加或取消可熔化嵌條。
(7)改變熔敷焊縫金屬厚度,如表2所示。
(8)增加或取消背部氣體。
(9)改變電流類型或極性。
(10)改變焊接機頭類型,把開放式機頭換成封閉式機頭,反之亦然。
(11)當采用填充金屬時,單道焊改為多道焊,反之亦然。
7 焊接的檢查、檢驗和試驗
除非適用規范有其他規定,業主/用戶、檢驗承包商和/或工程師應確定檢查、檢驗和試驗的類型。
7.1 檢查程序
7.1.1 壓力容器和罐
壓力容器和罐的檢驗程序應按照ASME鍋爐和壓力容器規范(第Ⅷ卷第1冊)進行。
7.1.2 Piping、Tubing、Tube附件
Piping、Tubing及Tube附件系統的檢查程序應按照ASME B31.3進行。
7.2 焊接工作人員的要求
7.2.1 壓力容器和罐
檢查按ASME鍋爐和壓力容器規范(第Ⅷ卷第1冊)設計的壓力容器和罐的人員應滿足該規范相應章節的要求。
所有檢驗員應按照ASME BPE GR 4.2進行評定。
所有的檢驗員代表應滿足ASME BPE GR 4的要求。
7.2.2 Piping、Tubing、Tube附件
所有檢查員、檢驗員和檢驗員代表應按ASME BPE GR 4進行評定。
7.2.3 檢查人員的眼睛檢查要求
焊縫的目視檢查人員應每3年檢查1次眼睛,檢查應按照ASNT SNT-TC-1A的視力檢查要求(作為最低要求)進行,包括近視力和色差區分檢查。眼睛檢查應由眼科醫師、驗光師、注冊護士、實習護士、醫生助理或其他眼科醫務人員實施,并且有州或省(或適用的管轄地的)醫師執照。
7.3 檢查、檢驗和試驗要求
7.3.1 壓力容器和罐
(1)檢查:應按照ASME鍋爐和壓力容器規范(第Ⅷ卷第1冊)的規定執行,另外,所有焊縫接觸物料的表面應有制造者目視檢查。
(2)檢驗:除ASME鍋爐和壓力容器規范(第Ⅷ卷第1冊)要求的檢驗外,業主/用戶或檢驗承包商應進行必要的檢驗以確保符合本規范,也符合業主/用戶規范的任何額外要求。
(3)試驗:除ASME鍋爐和壓力容器規范(第Ⅷ卷第1冊)要求的試驗外,業主/用戶或檢驗承包商應進行必要的試驗以確保符合本規范,也符合業主/用戶規范的任何額外要求。
7.3.2 Piping
(1)檢查:應按ASME B31.3中定義的管內具體流體的工況進行。
(2)檢驗:業主/用戶、檢驗承包商和/或工程師應商定物料接觸焊縫進行內窺鏡抽查或直接目視檢查的最小比例,并且應通知安裝承包商。檢驗承包商應提交一份檢驗計劃以確保焊縫滿足本篇的驗收標準。這一計劃應包括內窺鏡或直接目視檢查物料接觸面焊縫,每一安裝的系統至少檢查20%的焊縫。每一個焊工和焊接操作工的代表樣品必須包括在內。
ASME B31.3要求的檢查可以包括在最小檢驗比例中,假如這些檢查是直接目視或內窺鏡檢查物料接觸面的。
(3)試驗:Piping系統的泄漏應按ASME B31.3中定義的管內具體流體的工況進行。
7.3.3 Tubing
(1)檢查:應按ASME B31.3中定義的管內具體流體的工況進行,所有焊縫的外表面應目視檢查。若是ASME B31.3規定的具體高純流體(第Ⅹ章),除業主/用戶另有規定,不要求做射線、超聲波或在線檢查。
(2)檢驗:業主/用戶、檢驗承包商和/或工程師應商定物料接觸焊縫進行內窺鏡抽查或直接目視檢查的最小比例,并且應通知安裝承包商。檢驗承包商應提交一份檢驗計劃以確保焊縫滿足本篇的驗收標準。這一計劃應包括內窺鏡或直接目視檢查物料接觸面焊縫,每一安裝的系統至少檢查20%的焊縫。每一個焊工和焊接操作工的代表樣品必須包括在內。另應有一個計劃來檢查每個操作工的第1次焊接產品的代表樣品,不可見焊縫的檢查程序也應提交。隨機抽查待檢的焊縫應達到業主/用戶的檢驗的標準。
ASME B31.3要求的檢查可以包括在最小檢驗比例中,假如這些檢查是直接目視或內窺鏡檢查物料接觸面的。
(3)試驗:Tubing系統的泄漏應按ASME B31.3中定義的管內具體流體的工況進行。
7.3.4 Tube附件
(1)檢查:應按ASME B31.3中定義的管內具體流體的工況進行,所有焊縫的外表面應目視檢查。
(2)檢驗:所有被附件焊接影響的與物料接觸面均應進行目視檢驗。
(3)試驗:應與系統試驗一起進行。
8 不銹鋼連接時焊縫驗收標準
8.1 概述
無菌環境焊接的焊縫要求不能導致表面滋生微生物和污染物料,不得有會促使物料被污染的任何焊接缺陷,如裂紋、孔穴、氣孔或接頭錯邊等。所有焊接工藝應按本文評定。焊縫合格和不合格焊縫輪廓如圖1所示。
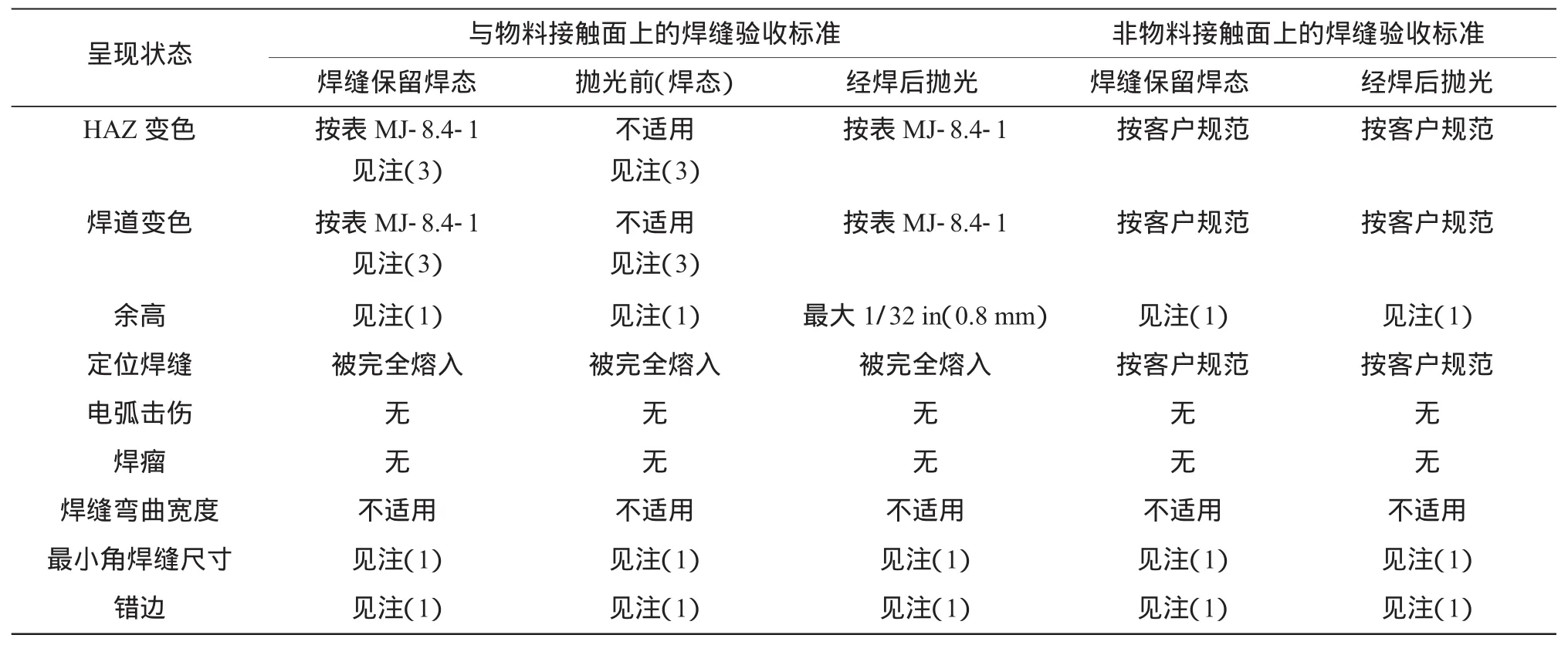
8.2 壓力容器和罐
壓力容器和罐的焊縫驗收標準(表3)應按ASME鍋爐和壓力容器規范(第Ⅷ卷第1冊)和表3的附加要求進行。ASME鍋爐和壓力容器規范(第Ⅷ卷第1冊)的限制也使用于表3中標“無”的地方。
8.3 Piping
Piping焊縫驗收標準(表4)應按照ASME B31.3中定義的管內具體流體的工況和表4的附加要求進行。
8.4 Tubing
Tubing和附件焊縫的驗收標準(含內窺鏡驗收標準)如表5所示。
當需要時,承包商應向業主/用戶提交預制的焊縫試樣以確認焊接質量,業主/用戶、承包商和檢驗承包商應商定焊縫試樣的種類和數量。
在建造期間,應有規律地制作焊縫試樣,以證明設備操作適當,以及保護設施可適當預防變色超過業主/用戶和承包商商定的標準。業主/用戶和承包商應商定制作焊縫試樣的頻次。強烈推薦在每一次換班開始時制作這些焊縫試樣,或者在更換保護氣瓶,以及當自動焊或機械焊焊接設備變化時(例如當軌道管焊機頭改變時)。

圖1 Tube焊縫合格和不合格焊縫輪廓

表3 壓力容器和罐的焊縫的驗收標準

續表
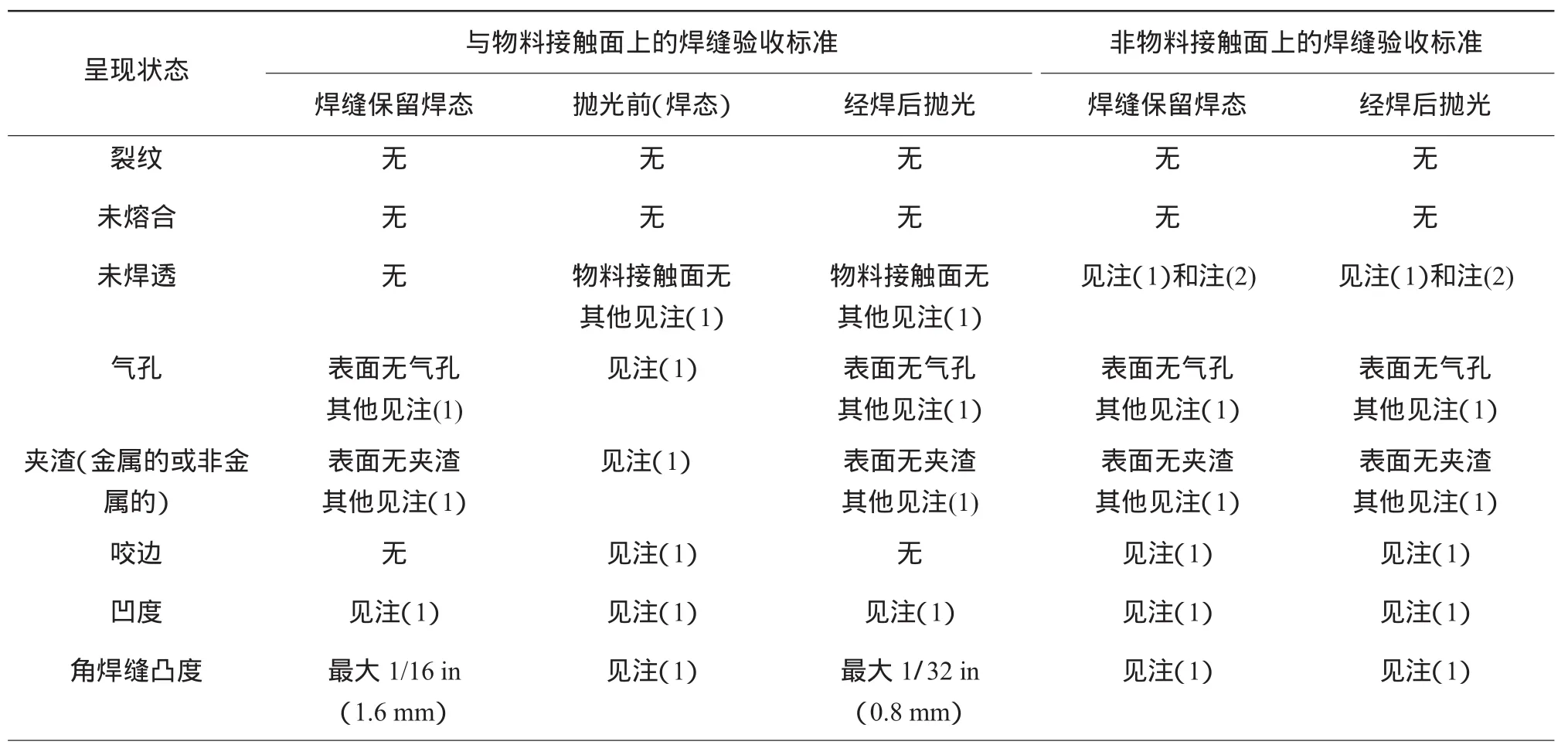
表4 Pipe的焊縫驗收標準
續表
前一段落描述的焊縫試樣和焊接設備打印出的任何關聯的記錄(例如從焊接設備直接打印出的或下載的焊接參數),可以在業主、業主代表或檢驗員書面驗收試樣后銷毀。
8.4.1 焊縫試樣
Tube的焊縫試樣驗收標準如表5所示,并要求內部焊道寬度應為1.0~2.5倍的名義壁厚。
8.4.2 關于重焊(即二次焊接)
對于下列缺陷,只能嘗試一次重焊(重熔):(1)未焊透(不完全焊透);(2)未熔合(未焊透);(3)在物料接觸面有可見的未熔的定位焊縫。
所有重焊焊縫應徹底熔化原焊縫或部分覆蓋原焊縫。
8.5 Tube附件焊縫
Tube附件焊縫的驗收標準如表6所示。

續表

表6 Tube附件焊縫的驗收標準[見注(1)]

續表
8.5.1 焊縫試樣
對于Tube附件焊縫或密封焊縫不要求制作焊縫試樣。
8.5.2 重焊
除與物料接觸焊縫重焊受限于本文8.4.2外,允許重焊。
9 文件要求
材料和焊縫的文件要求列在ASME BPE GR 5中。
對于有GMP驗證要求的,下列文件必須附上:
(1)材質文件:證書、材質測試及確認報告等。
(2)焊接、檢查、檢驗確認報告:焊接工藝、焊接工證書、焊接圖、酸洗報告書、鈍化報告書、清洗測試、壓力測試等。
(3)焊接日志。
10 結語
品質優良的設備是生產優質藥品的硬件保證。不是所有的用不銹鋼材料制造出來的設備都可以保障藥品的質量,而一個良好的規范的按標準加工制作的過程是建造好設備必須具備的程序。尤其是不銹鋼材料焊接過程是否規范,結果是否按標準檢查、檢驗和驗收,每一個步驟都關系到設備品質的優劣。本文依據ASME BPE MJ篇節選編譯的在不銹鋼設備加工制作時應遵循的準則,是一把可以衡量不銹鋼設備加工制作質量優劣的好尺子。只有按規范化標準化的操作加工制作設備才能消除在加工過程中出現的隱患,真正制造出符合GMP規范要求的制藥裝備。
[1]國家食品藥品監督管理局藥品認證管理中心.藥品GMP指南:廠房設施與設備[M].中國醫藥科技出版社,2011
[2]國家食品藥品監督管理總局.藥品生產質量管理規范[S][3]周立法,鄭丹.設備制造企業貫徹新版GMP規范的幾點建議[J].機電信息,2012(23)
[4]高賢申,曹燕秋,周立法.金屬和聚合物材料表面處理的驗收準則[J].機電信息,2014(9)
猜你喜歡
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
建材發展導向(2021年6期)2021-06-09 05:57:08
北部灣大學學報(2021年4期)2021-04-28 08:01:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13