基于PLC的鎖螺絲自動化控制系統設計
2014-12-19 01:46:30王月芹周保廷朱偉博
制造業自動化 2014年17期
關鍵詞:系統
王月芹,周保廷,朱偉博
WANG Yue-qin1, ZHOU Bao-ting2, ZHU Wei-bo3
(1.蘇州工業職業技術學院,蘇州 215104;2.蘇州匯川技術有限公司,蘇州 215100;3.蘇州自動化設備有限公司,蘇州 215100)
0 引言
在現代化生產流水線中,自動控制技術起著越來越重要的作用,所謂自動控制,是指在沒有人直接參與的情況,利用外加的設備或裝置,使生產過程(統稱被控對象)的某個工作狀態或參數(即被控量)自動地按照預定的規律運行[1]。單相國網表生產流水線中,表電壓接線端子上需8個鎖螺絲,傳統方式是依靠人工進行手動鎖螺絲,一方面嚴重影響了企業的產能,另一方面造成了不良產品的漏檢。企業要降低成本提高生產效率,急需研制出一臺機械自動鎖螺絲機。本文設計了基于可編程控制器(PLC)的自動鎖螺絲控制系統。該系統融合了視覺定位、伺服驅動和人機交互等技術,實現了表電壓接線端子自動鎖螺絲的控制功能。解決了現有生產線自動化程度低的問題,提高了產品生產效率。
1 自動鎖螺絲機概述
自動鎖螺絲機是單相國網表自動化生產流水線中表電壓接線端子鎖螺絲自動化裝置。本系統具有單表自動上料,通過CCD對螺絲孔的視覺定位,找準相應螺絲孔中心位置,驅動鎖螺絲單元,按設定的扭力鎖螺絲,自動安裝入表中所有螺絲,安裝完畢,自動出料流至下道工序。
系統技術要求:正常情況下,鎖螺絲速度控制每5~6秒完成一個螺絲的鎖定。并且鎖螺絲的不成功率小于0.5%;系統具有視覺定位異常報警、浮鎖報警、螺絲滑鎖報警、搬運不到位報警,螺絲缺料報警,螺絲長度不合格報警。系統設置八個工位:一個上料區、一個視覺定位區、四個鎖螺絲區、一個下料區和預留一個工位。八工位定位采用八工位分割器構成的分度轉盤結構,在所有工位都完成后給出一個工位切換信號,八工位分割器切換一個工位,結構圖如圖1所示。
自動鎖螺絲機動作流程分析如下:
1)上料工位
傳送帶將電表帶入上料區,導正氣缸將電表導正,上料傳感器檢測到電表到位,啟動上料機械手,伺服驅動運行到位,升降氣缸下降到位,夾爪氣缸抓取電表,升降氣缸上升到位,伺服驅動運行到上料工位,升降氣缸升降氣缸下降到位,準確放入到上料工位。完成上料功能。如果有異常要發出搬運不到位報警。
2)視覺定位工位
視覺定位區采用日本松下CCD視覺定位圖像識別,負責對工位上電表所需鎖螺絲位置進行定位,并判斷8個鎖螺絲位和有無鎖螺絲,并將信號數據保存,供后續的四個自動鎖螺絲定位。如發現信號異常,要發出視覺定位異常報警。
3)自動鎖螺絲1號工位
自動鎖螺絲區根據上工位的視覺定位信號,由鎖螺絲機械手自動鎖螺絲。每個電表上需要鎖8個螺絲,四個自動鎖螺絲工位各負責自動鎖兩螺絲。自動鎖螺絲1號工位負責鎖1、2號螺絲。得到打螺絲驅動信號后,先驅動鎖1號螺絲,再驅動鎖2號螺絲。自動鎖螺絲狀態下,鎖螺絲機械手的伺服被驅動,運行到1號打螺絲位,氣缸下降,下降到位,補充螺絲到位,驅動電批,電批低速反轉定心,然后快速正轉,確保上緊到位,扭力達標,保證鎖螺絲質量。如果發現鎖螺絲到位信號或扭力信號有異常,說明沒有鎖到位或出現滑絲,則要保存信號,告知下料時,將此產品放入到次品區。同時要發出浮鎖報警和螺絲滑鎖報警。如果螺絲不匹配,要發出螺絲長度不合格報警。
4)自動鎖螺絲2號工位
動作流程同上。負責鎖3、4號螺絲。
5)自動鎖螺絲3號工位
動作流程同上。負責鎖5、6號螺絲。
6)自動鎖螺絲4號工位
動作流程同上。負責鎖7、8號螺絲。
7)下料工位
下料信號驅動后,伺服驅動運行到下料區,準確定位,機械手上的升降氣缸下降到位,夾爪氣缸抓取電表,升降氣缸上升到位,伺服驅動運行到位,升降氣缸下降到位,準確放入傳送帶。下料機械手根據正品和次品的判斷分別放入不同的位置,如果是正品將放入傳送帶,出料流至下一個工位,如果是次品將放入次品托盤中。
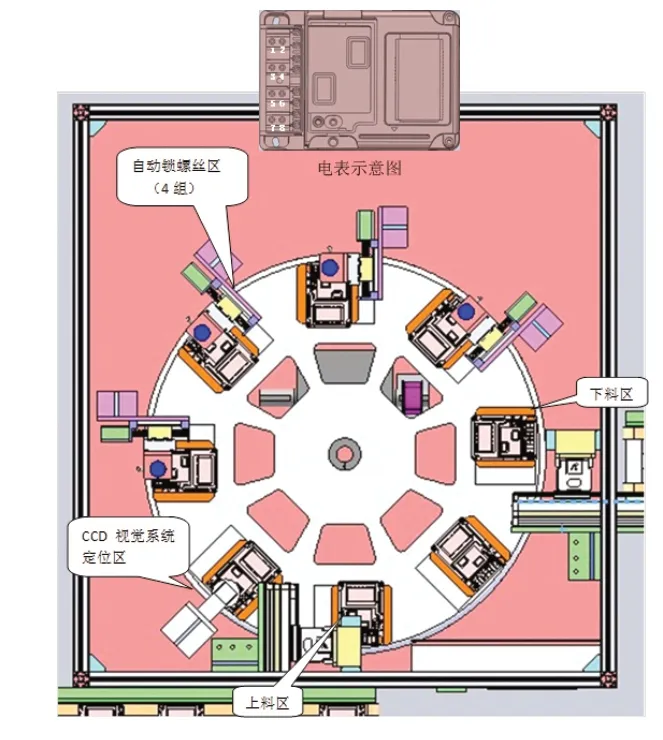
圖1 自動鎖螺絲機的結構圖
2 硬件設計
自動鎖螺絲機控制系統主要由 PLC、CCD視覺定位、六個伺服、十個氣缸、傳感器、觸摸屏等組成。其硬件組成,如圖2所示。
1)通過分析自動鎖螺絲機的工藝流程,可以歸納出,系統對信號的處理集中為數字量的處理和伺服控制,估算系統需要處理的輸入輸出120多個點,PLC要驅動10個氣缸和6個伺服,根據系統的功能需求和系統控制信號的數量,選擇匯川H2U4040MTXP型,采用兩個PLC作為控制主機,每個PLC各有3個高速脈沖輸出點,通過輸出高速脈沖對伺服驅動器進行控制可以控制六個伺服,脈沖的頻率、脈沖數及加減速時間可以改變伺服電機的速度和位置[2]。兩個PLC上配上CANlink通訊擴展卡H2UCAN-BDCAN,這樣兩個PLC直接通過CANLINK進行通信。PLC與伺服之間通過RS485連接,進行MODBUS通信配置[3],可快速讀寫與伺服的通信數據。系統中上料機械手上升降氣缸和夾爪氣缸、下料機械手上升降氣缸和夾爪氣缸、四個自動鎖螺絲機械手升降氣缸、上料處產品導正氣缸和下料處次品區NG托盤氣缸組成了氣動控制系統。PLC通過控制電磁閥的通斷控制氣缸的正反向運動,實現氣動系統的順序控制動作。兩個PLC的O/I表分別如表1和表2所示。
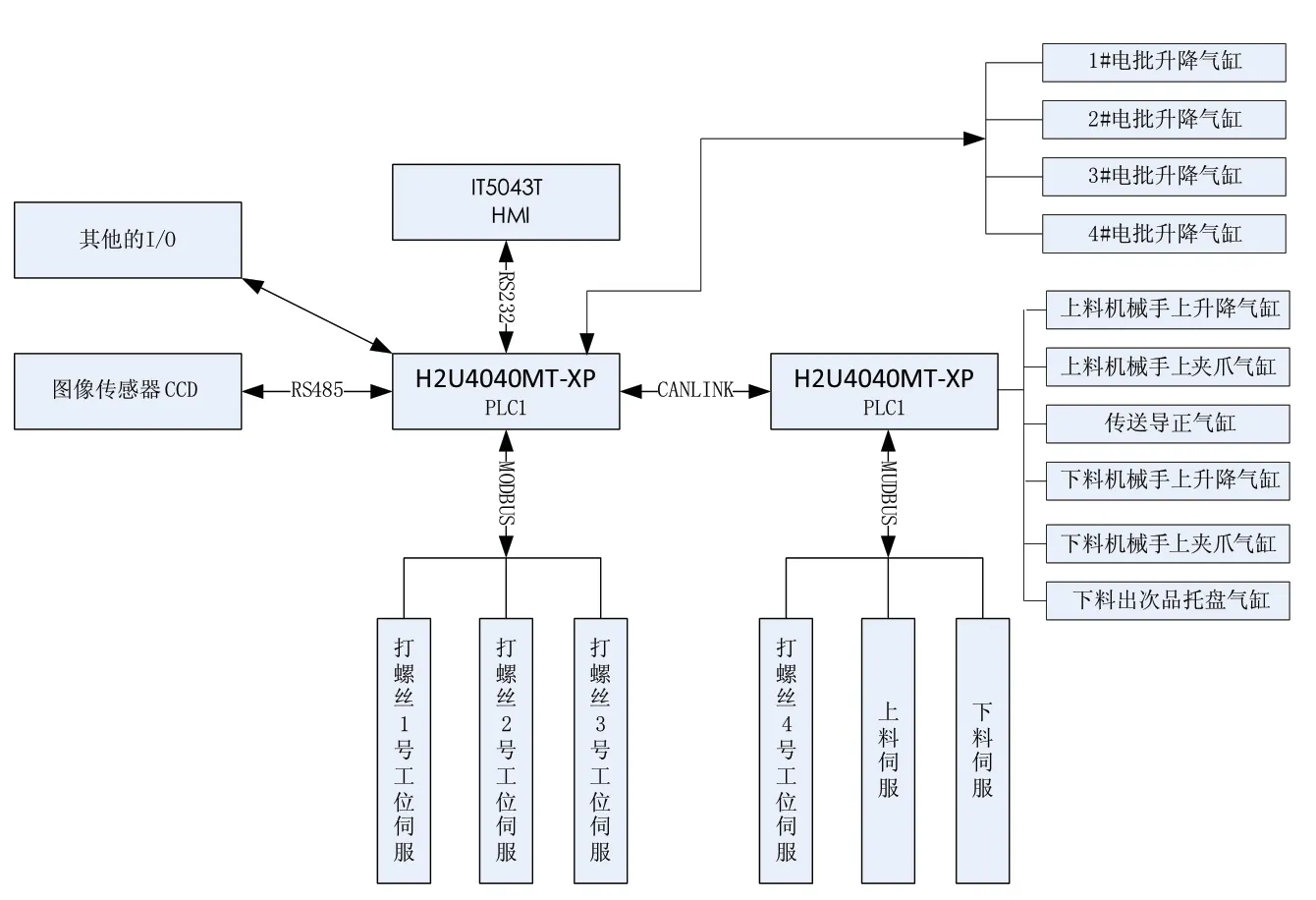
圖2 系統硬件結構圖
2)視覺定位系統。CCD圖像傳感器是一種半導體器件,CCD上有許多排列整齊的電容,能感應光線,并將影像轉變成數字信號。CCD上植入的微小光敏物質稱作像素(Pixel)。一塊CCD上包含的像素數越多,其提供的畫面分辨率也就越高。作為光電轉換式圖像傳感器,以其靈敏度高,動態范圍大,體積小,分辨率高和采樣速度快等特點,成為現代電子學和現代測試技術中最活躍的傳感器[4]。CCD視覺系統選擇松下WVCL934CH視覺定位相機,24小時自動后焦調整功能,確保全天候獲取精確識別所必須的清晰圖像;通過提高監控效率降低操作成本。日夜監控功能的超高靈敏度:F1.4時,彩色模式0.09Lux,黑白模式0.008Lux。紅外剖切濾波器自動開關和根據彩色/黑白模式開關,ABF(自動后焦調節)再調節后焦,以確保彩色和黑白圖像的質量。根據將CCD圖像傳感器固定在視覺定位區,通過RS232與PLC進行數據鏈接。
3)監控系統。根據系統對人機界面的功能要求,選擇匯川觸摸屏,此人機界面能與主控 PLC實時通訊,顯示系統寄存器狀態和數值,具有豐富的功能鍵盤,和報警列表功能,實時顯示當前報警信息,并且具有很高的性價比。
4)伺服控制系統。伺服系統要求采用直線滑塊高精度螺旋絲桿及伺服馬達,確保重復精度0.02毫米。所以選擇多摩川TA8481-N0000伺服驅動器和TS4603-N1680-E200伺服電機。伺服驅動器工作在位置控制模式時,速度和位置取決于接收到的高速脈沖的個數和頻率,脈沖的個數決定伺服電機轉過的角度,脈沖的頻率決定伺服電機的轉速。伺服驅動器采用位置控制模式,通過自帶的CN1端口與PLC連接,接收 PLC輸出使能信號,高速脈沖和方向指令,同時向PLC輸入伺服驅動器狀態,CN2端口與伺服電機光電編碼器相連獲得伺服電機實時位置。滿足系統的精度要求。
5)系統氣動控制系統。上料機械手上升降氣缸和夾爪氣缸、下料機械手上升降氣缸和夾爪氣缸、四個自動鎖螺絲電批升降氣缸、上料處產品導正氣缸和下料處次品區NG托盤氣缸。其中下料處次品區NG托盤氣缸為由一個單電控的電磁閥控制,其他的都是由雙電控電磁閥控制。系統氣動原理圖如圖3所示。
3 軟件設計
控制系統的軟件設計由PLC程序設計和人機界面程序設計兩部分組成。
PLC程序設計:PLC程序設計是核心,系統PLC程序由一個主程序和5個子程序組成。5個子程序分別是子程序1四個自動鎖螺絲定位控制程序,子程序2上料傳送帶自動程序,子程序3上料伺服自動程序,子程序4收料伺服自動程序,子程序5收料傳送帶程序。主程序是核心,負責系統初始化和CCD數據采集,負責系統子程序調用,負責與HIM的數據交換。程序較長,這里略。

圖3 系統電氣原理圖

表1 PLC1的I/O表
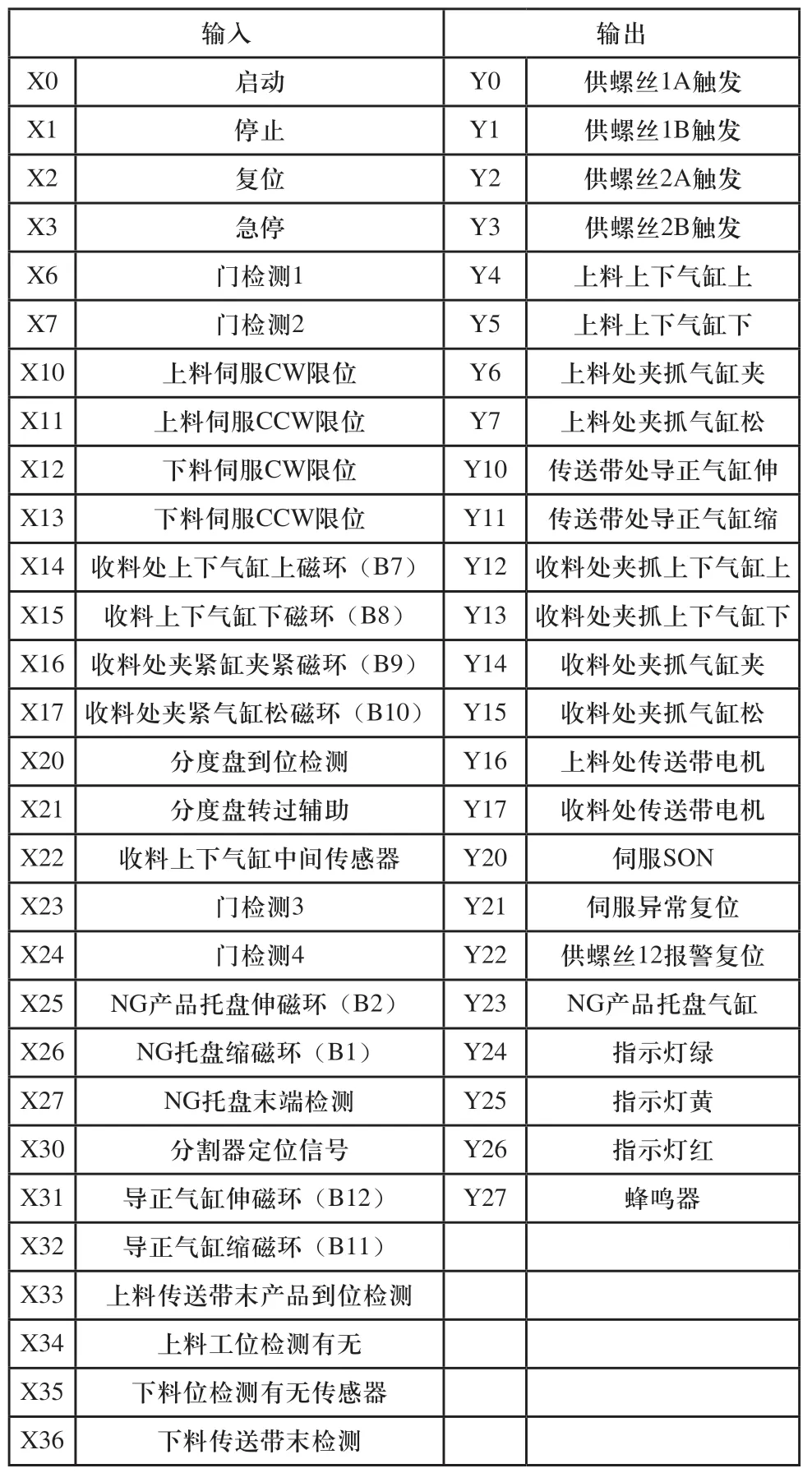
表2 PLC2的I/O表
在自動鎖螺絲程序中,先讀取CCD數據,讀取數據格式(起始符),1,Y1a,Y1b,1,Y2a,Y2b,1,Y3a,Y3b,1,Y4a,Y4b,1,Y5a,Y5b,1,Y6a,Y6b,1,Y7a,Y7b,1,Y8a,Y8b,(結束符)。其中:1代表有無螺絲(1為無螺絲,0為有螺絲),Y1a~Y8a代表無螺絲的Y軸坐標,Y1b~Y8b代表有螺絲的Y軸坐標,數據三個為一組,當無螺絲時坐標取Y1a~Y8a中的數,當有螺絲時坐標取Y1b~Y8b中的數。系統根據CCD圖像傳感器所檢測到的數據進行自動螺絲位的定位控制。先讀取CCD數據依次判斷有無螺絲,如有則進行下一個螺絲的判斷,如果無則啟動自動打螺絲程序,進行自動打1#螺絲程序根據控制流程如圖4所示。

圖4 1#螺絲自動控制流程
人機界面系統:主要功能包括系統參數設置界面、伺服參數設置界面、I/O狀態監控界面、系統報警界面、故障記錄查詢界面等。人機界面的編程軟件采用匯川HIM專用軟件InoTouch Editor,HIM與PLC編程口直接相連實現通訊。主菜單和參數界面(其他菜單略)如圖5所示。系統實物圖如圖6所示。
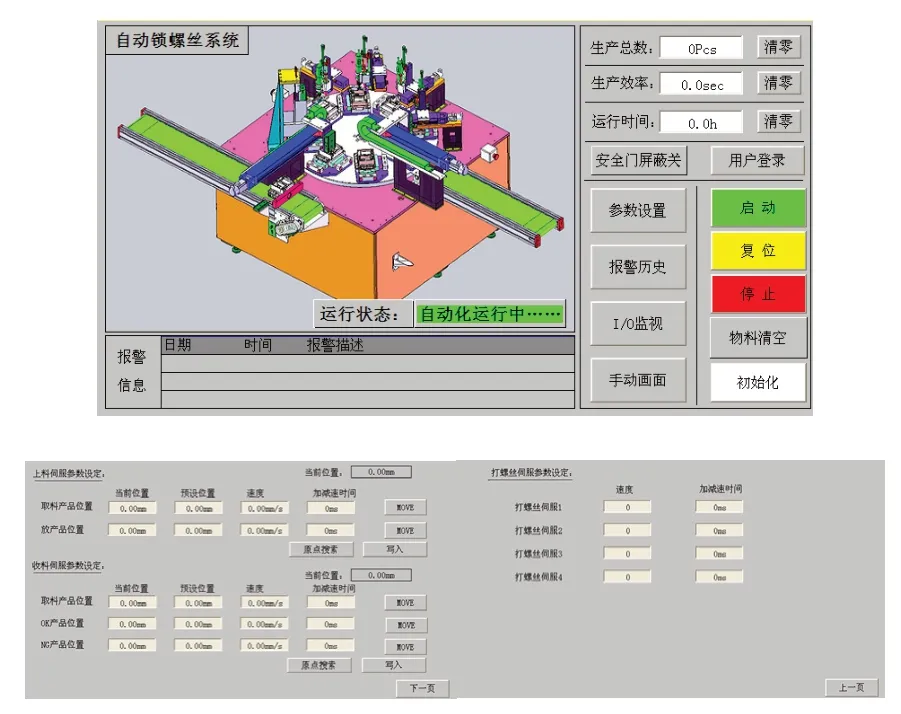
圖5 系統人機界面

圖6 自動鎖螺絲機照片
4 結束語
本設備已成功用于實際生產。經過運行觀察,系統運行穩定,應用PLC實現自動鎖螺絲控制系統的開發,能夠滿足自動鎖螺絲機構和功能的要求,同時具有人機界面友好、維護方便、系統操作簡便,對工人零要求,并方便企業查詢數據,成本投入低的優點。對單相國網表成品的生產產生了較大的社會效益和經濟效益,具有較好的推廣價值。
[1]胡壽松.自動控制原理[M].北京:科學出版社,2001.
[2]匯川公司H2U系列PLC軟、硬件手冊[M].2013.
[3]胡文翔,蔡政,郭偉瑋,等.面向RS-485控制網絡的Modbus協議擴展及應用[J].自動化儀表.2013;4(34):59-62.
[4]王士紳,隋修寶,陳錢,顧國華.高速高清CCD自適應相關雙采樣技術[J].紅外與激光工程.2014;1(34):155-159.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
