一種深腔異形底面高精度復雜沉窩電火花加工技術研究
2014-12-18 08:05:16羅郁雯李建原
制造業自動化 2014年21期
江 暉,羅郁雯,李建原
(中國工程物理研究院 機械制造工藝研究所,綿陽 621900)
0 引言
電火花加工是一種電熱能加工方法,利用電極和工件兩極間脈沖放電加工。在加工過程中,電極和工件不接觸,當脈沖電流擊穿兩極之間絕緣介質,瞬間放電產生高熱量,將需加工的工件表面材料熔化。通過連續不斷的放電就能準確的加工出所需的形狀和精度的工件。所以電火花加工技術具有非接觸加工、無切削作用力、不受工件硬度限制等優點,在特殊及復雜形狀的零件以及難加工材料的加工上具有明顯的優勢[1]。
本文通過設計制備高精度電極,在電火花加工正交試驗基礎上,通過分析電極損耗、工件材料去除速度、加工表面質量、放電間隙等各電參數之間的關系,優選出粗、精加工工藝參數,有效降低電極損耗,提高生產率及加工精度,實現了一種復雜沉窩的電火花精密加工。
1 沉窩結構及工藝分析
1.1 結構分析
如圖1所示,在口部直徑約Φ250mm,內深約292mm的殼體底部加工三處沉窩結構。沉窩底部為球面外輪廓為兩段圓弧及兩端夾角30°直線段組成,深度約2mm,殼體材料為硬鋁2A12。
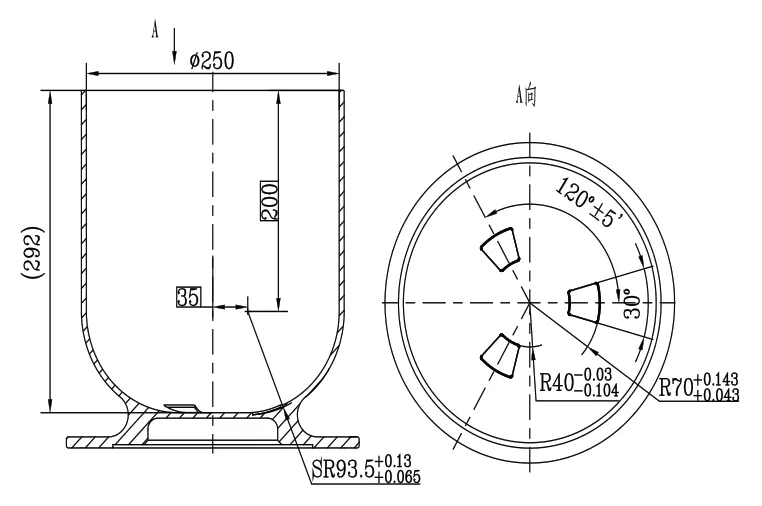
圖1 沉窩結構圖
1.2 工藝分析
根據沉窩結構特點,提出兩種加工工藝方案,一是銑削成型,二是電火花加工。對兩種工藝方案進行分析對比,認為前者在加工過程中存在以下三點困難:
1)在深約292mm殼體底部加工沉窩過程中,刀具懸伸過長,容易發顫,加工精度低;
2)精加工時,刀具刃部直徑小于1mm,走刀路線長,加工效率低;
3)在銑削沉窩底部結構時,刀具容易與工件發生干涉,不易保證產品質量。
因此除電火花加工方法外,其他加工方法基于效率、成本、精度等方面考慮幾乎不可能實現。即使是采用電加工方法,需解決以下技術難點:
1)沉窩形狀復雜且精度要求較高,電極設計和制造困難;
2)加工區域面積大,電極損耗快,表面質量及加工精度難以保證。這一難點可以通過電火花加工正交試驗,優選出粗、精加工工藝參數得到解決。
2 電火花加工試驗
2.1 影響電火花加工的主要因素
影響電火花加工主要因素有非電參數和電參數,其中非電參數主要有電極材料、沖液方式等,電參數主要有峰值電流ie、脈沖寬度ti、脈沖間隔to、加工電壓U、加工極性等。
2.2 試驗方案
加工機床為漢川機床廠制造的HCD800X高精度電火花成型機,工作液為電火花加工專用油,沖油方式為側向持續循環沖油,沖油壓力為約1bar。加工材料為16mm厚2A12板材,加工方式為負極性標準切入加工,即電極連接正極,工件連接負極。
電極材料采用紫銅,因其尺寸精度容易控制、導熱性好、損耗少、加工穩定性好等優點,適用于加工形狀復雜、精度要求較高的型腔。試驗用電極結構根據沉窩底部表面積設計成直徑Φ30mm圓柱。
為了研究峰值電流ie、脈沖寬度ti、脈沖間隔to、加工電壓U等電參數對工件材料去除率vm和電極損耗率ve的影響規律,采取正交試驗方法,試驗因素表頭設計如表1所示[2]。
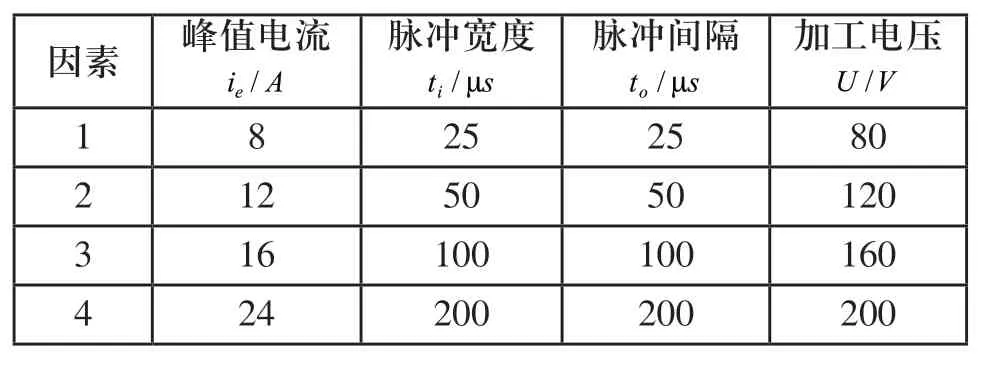
表1 紫銅電極正交試驗表頭設計
2.3 試驗結果與分析
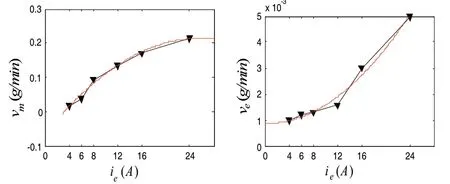
圖2 ie與vm、ve的關系
圖2在U=80V、ti=100μs、to=25μs下,vm、ve與ie之間變化關系(紅線為擬合曲線),可以看出vm、ve隨著ie增大而增大。
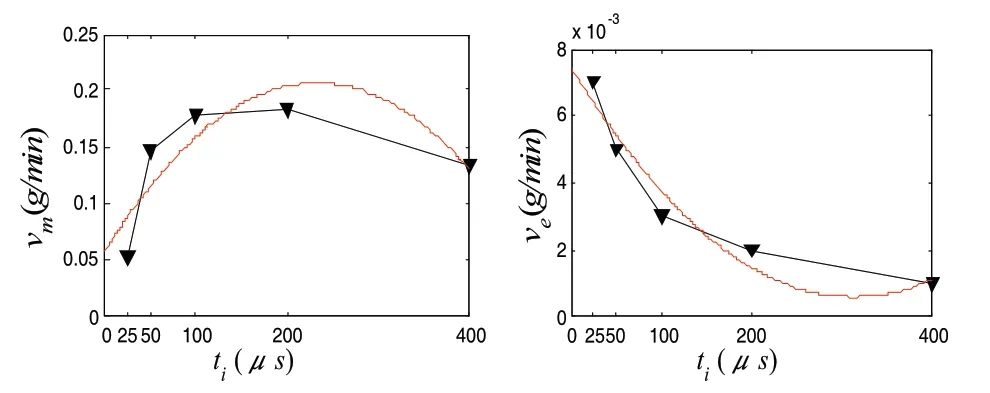
圖3 ti與vm、ve的關系
圖3在U=120V、ie=12A、to=50μs下, vm、ve與ti之間變化關系,可以看出ve隨著ti增大而逐漸減小,當ti≈240μs時vm達到最大值。
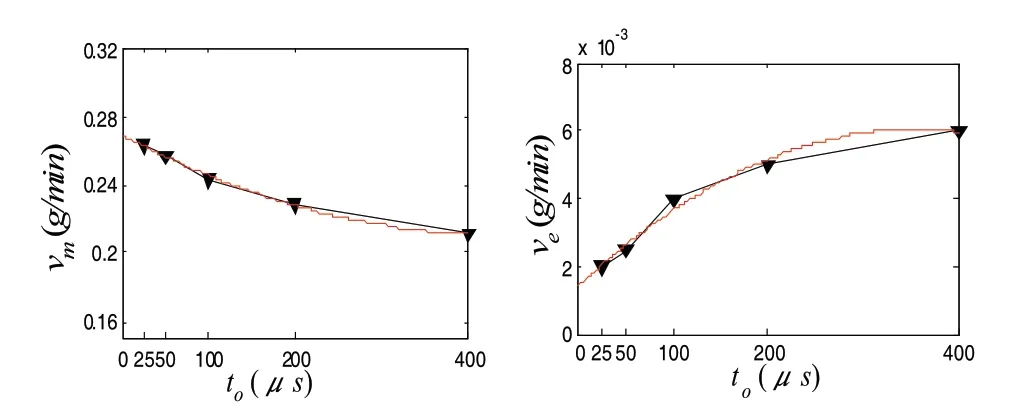
圖4 to與vm、ve的關系
圖4在U=160V、ti=200μs、ie=8A下,vm、ve與to之間變化關系,可以看出vm隨著to增大而減小,ve隨著to增大而增大,因此粗加工宜選用較短的to有利于提高加工效率,精加工宜選擇較長的to使加工變得穩定,表面質量得到改善。
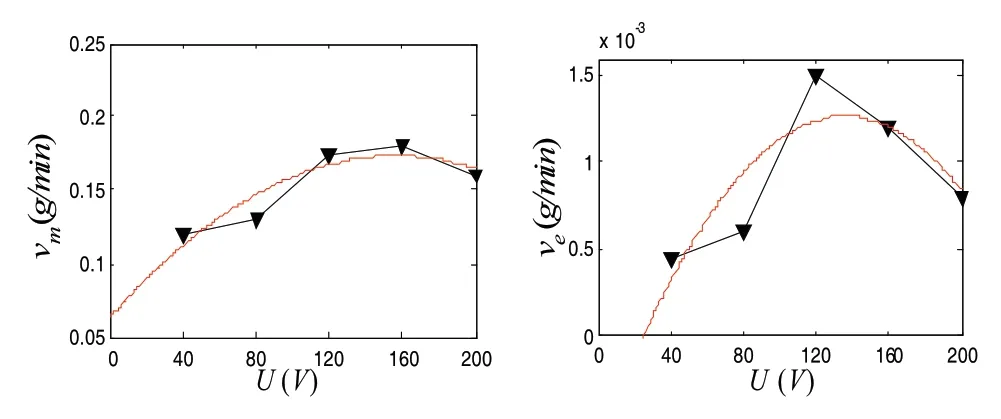
圖5 U與vm、ve的關系
圖5在ie=4A、ti=150μs、to=100μs下,vm、ve與U之間變化關系,可以看出隨著U增大vm、ve變化不明顯。建議在電火花加工過程中電壓U選用40V~120V之間。
3 復雜沉窩加工
3.1 電極設計與加工過程
電極在設計上采用成型拷貝法[3],即采用與沉窩型面完全貼合的成型電極進行拷貝加工,是加工沉窩等類型復雜型腔有效的方法。其主要設計原則是:
1)充分考慮放電間隙的影響,對電極型面進行相應的偏移處理;
2)充分考慮安裝和找正的方便;
3)能夠無過切的由加工初始位置運動到加工終止位置;
4)有利于提高加工效率。
根據圖1沉窩結構及電火花脈沖參數要求,設計的電極如圖6所示。其中SR球面為繞X軸的旋轉面,其球面圓心在基準面B上。C直邊用于確定分度起始位置,球面盤B面及圓柱A用于確定工件坐標系。分別制作粗、精加工用電極,粗加工用電極的球面SR、兩段圓弧R1及R2根據放電間隙0.4mm進行向內偏移,精加工用電極向內偏移0.1mm。為保證加工精度,精加工用電極的SR球面輪廓度應≤0.015mm,表面粗糙度Ra≤1.6μm。
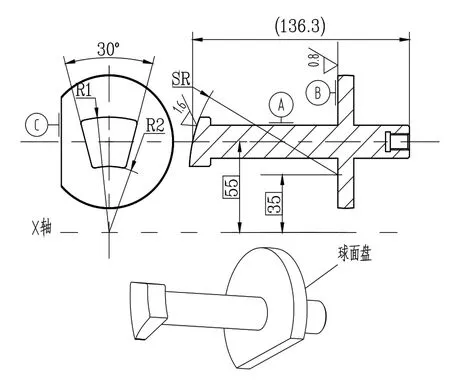
圖6 電極設計圖
加工過程如圖7所示。首先拉直定位盤與電極頭C直邊,確定分度起始位置。將電極頭B面與口部端面接觸,確定工件坐標系Z原點位置。將電極頭球面盤與工件內腔四周分別接觸、找正,確定回轉中心位置。再將電極頭移至55mm處,并與殼體底部接觸。最后將電極頭抬高約1mm安全距離進行電火花加工,當Z=-200mm時完成加工。
3.2 粗加工參數優選
從提高加工效率及降低電極損耗方面,粗加工宜采用較寬的脈沖寬度,然后選擇合適的峰值電流,并注意加工面積和加工電流之間的配合關系。將表1數據進行正交、優選,粗加工電參數為:ie=20A、U=100V、ti=240μs、to=30μs,加工結果證明:vm=0.14g/min、ve=0.0012g/min,完成粗加工一個沉窩耗時約35min。
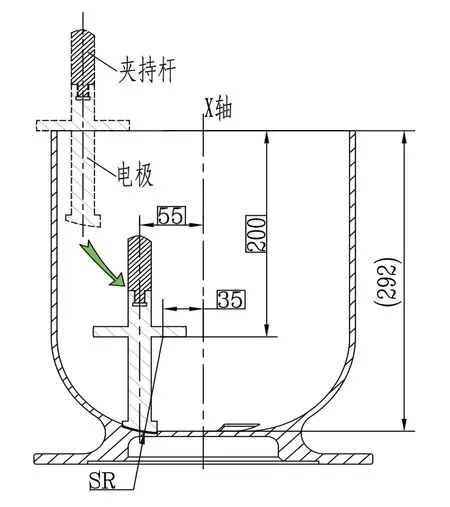
圖7 沉窩加工過程
在粗加工過程中可以通過建立炭黑保護層,可對電極起保護和補償作用,實現低損耗乃至無損耗加工。形成炭黑保護層主要有三個條件:
1)在工作液(如專用油)中采用負極性加工;
2)盡量增加ti,減少ie;
3)在保證加工穩定性前提下減少to。
加工試驗證明,在粗加工中選用ie/ti≤0.06~0.12A/μs,采用紫銅電極相對損耗率θ<1%,其中相對損耗率
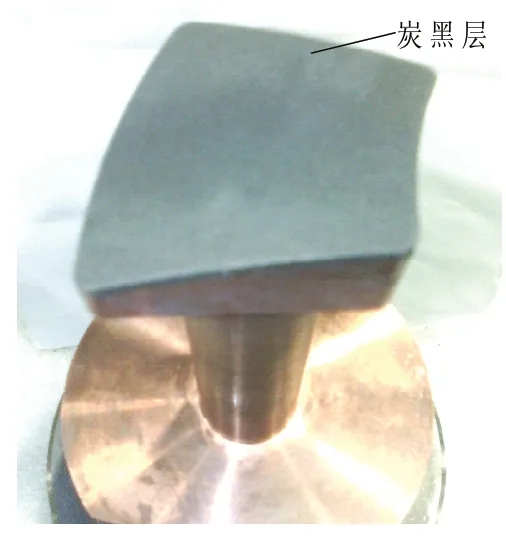
圖8 產生炭黑保護層的電極
3.3 精加工參數優選
由于沉窩表面粗糙度Ra要求小于3.2μm,加工精度要求為0.065mm以內。加工試驗證明,當ie、ti逐漸增大時,雖然vm得到提高,但加工表面質量逐漸變差,放電間隙逐漸增大,加工精度逐漸降低。因此在精加工時,一般選用窄脈沖寬度、小峰值電流加工,雖然精加工用的電極相對損耗率θ較大,不過加工留量很少,通常單邊不超過0.1mm~0.2mm,因此絕對損耗量甚微。圖9為θ與極性、ti之間的關系,可以看出當ti<20μs時,采用正極性加工,θ比用負極性加工時小。
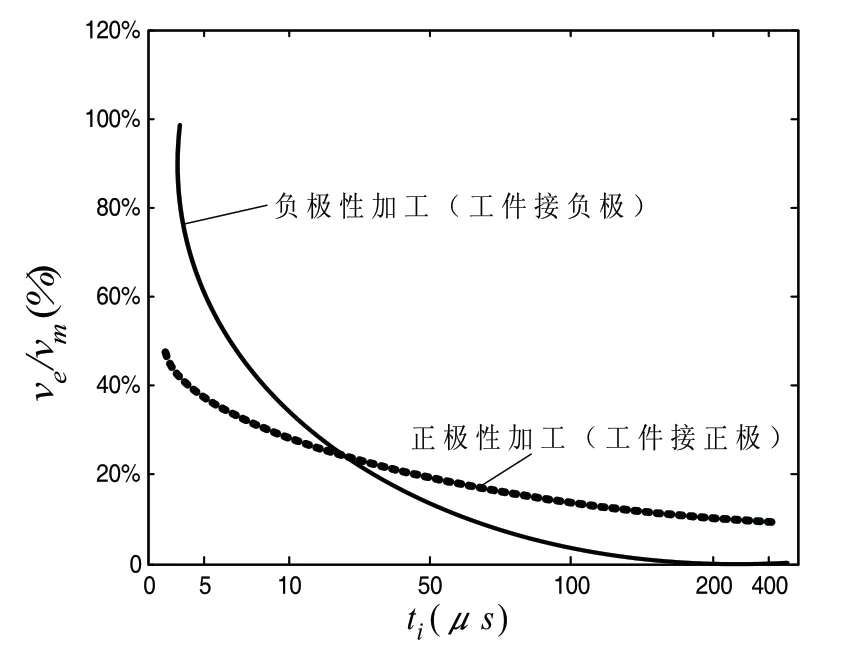
圖9 電極相對損耗率θ與極性、ti之間的關系
因此精加工沉窩采用正極性,優選后的電參數為ie=2A、U=80V、ti=10μs和to=50μs。
4 結束語
1)加工試驗證明:峰值電流ie、脈沖寬度ti是影響工件材料去除率vm和電極損耗率ve最顯著因素,脈沖間隔to、加工電壓U對vm和ve有一定的影響。
2)粗加工時,宜采用寬脈沖、負極性加工。精加工時,宜采用窄脈沖、正極性加工。
3)采取型面拷貝法設計并制備粗、精加工用電極,通過提高電極和工件之間的安裝定位精度,采用優選后的粗、精加工電參數,保證了沉窩的表面質量及加工精度。
[1]趙萬生.電火花加工技術[M].哈爾濱工業大學出版社,2000.
[2]謝云波,等.基于正交試驗的電火花加工實驗分析[J].精密制造與自動化,2009(3),31-32,62.
[3]楊大勇,等.整體葉輪電火花加工技術研究[J].航天制造技術,2012 (15),41-45.
[4]郭永豐,白基成,劉晉春.電火花加工技術[M].哈爾濱工業大學出版社,2005.
