龍門吊驅(qū)動裝置聯(lián)接銷軸的修理
2014-12-18 09:03:02辛黎明
中國修船 2014年4期
關(guān)鍵詞:測量
辛黎明,郭 瑞,王 帥
(上海華潤大東船務(wù)工程有限公司, 上海 202155)
1 問題的提出
某集裝箱自卸船龍門式裝卸橋是由驅(qū)動馬達(dá)通過減速箱減速后由驅(qū)動齒輪在齒條上嚙合運(yùn)動,并經(jīng)驅(qū)動架由聯(lián)接銷軸帶動龍門吊底座,從而使龍門吊進(jìn)行運(yùn)動,如圖1。當(dāng)檢查中發(fā)現(xiàn)有一側(cè)的龍門吊行走驅(qū)動裝置的聯(lián)接銷軸在運(yùn)行過程中竄動很大。經(jīng)拆卸后發(fā)現(xiàn)銷軸和滑動軸承磨損均很大,其間隙達(dá)3 mm,為此,決定更換銷軸和滑動軸承,在進(jìn)一步檢查和測量軸承座孔后,發(fā)現(xiàn)上軸承座孔腐蝕嚴(yán)重,且存在偏磨現(xiàn)象,下軸承座孔狀態(tài)良好。
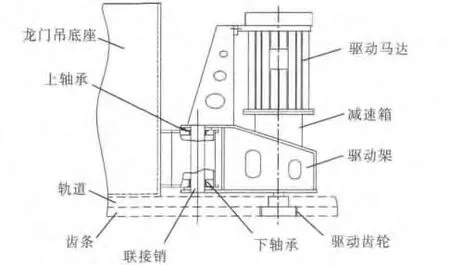
圖1 龍門吊驅(qū)動機(jī)構(gòu)示意圖
2 修理方案的提出與選擇
根據(jù)檢查結(jié)果,該聯(lián)接銷軸竄動問題主要是由于撞擊、磨損和長期海水的腐蝕所致。若要解決此問題,需對該部件進(jìn)行重新修配。在考慮了船舶的修理周期、修理費(fèi)用后,提出以下幾種修理方案。
2.1 堆焊后機(jī)械加工[1]
采用電弧焊堆焊,再用鏜孔機(jī)進(jìn)行現(xiàn)場鏜孔是一種較理想的修理方案,它能使該聯(lián)接銷軸承座孔的尺寸恢復(fù)到設(shè)計(jì)狀態(tài),以后修理時(shí)可選用標(biāo)準(zhǔn)尺寸的配件,為采購加工和日常管理帶來極大便利,同時(shí)該方案存在如下不足之處:對該部位的堆焊只能采用手工電弧焊,堆焊質(zhì)量完全取決于操作人員的技術(shù)水平,質(zhì)量得不到保證;由于存在不均勻腐蝕磨損,且腐蝕較嚴(yán)重,所以堆焊工作量大,焊接變形的可能性較大;堆焊后必須采用專用的鏜孔設(shè)備進(jìn)行現(xiàn)場鏜孔加工,同時(shí)需根據(jù)現(xiàn)場狀況制造專用支架、夾具等設(shè)備和工裝,需要較長的準(zhǔn)備時(shí)間和加工周期,且修理費(fèi)用大。
2.2 采用專用的鏜孔設(shè)備進(jìn)行現(xiàn)場鏜孔
根據(jù)現(xiàn)有軸承座孔的情況,采用鏜孔機(jī)進(jìn)行現(xiàn)場鏜孔的修理工藝,該方案能保證上下軸承座孔的同心度要求,且加工頂部軸承座孔時(shí)能控制加工尺寸及表面粗糙度,加工質(zhì)量好。但此方案需專用的鏜孔設(shè)備進(jìn)行現(xiàn)場鏜孔加工,制作專用工裝,加工時(shí)間較長,修理費(fèi)用也較大,而且需根據(jù)鏜孔后的尺寸來修配相應(yīng)的滑動軸承,增加了備件的采購和管理難度,同時(shí)修理費(fèi)用也比較大。
2.3 假軸檢查及拂磨修正
利用下軸承座孔完好的孔徑 (未磨損、腐蝕)制作假軸,再用假軸檢查、測量出上軸承座孔的腐蝕磨損量,然后用假軸對上軸承座孔進(jìn)行拂磨修正,最后根據(jù)中心的偏差來重新配制加工滑動軸承。該方案具有準(zhǔn)備周期短,加工方式靈活,維修成本低,不需專用設(shè)備,修理時(shí)間短等優(yōu)點(diǎn)。但對操作人員的技術(shù)要求高,后期維修所需備件有一定的特殊性,相關(guān)的現(xiàn)場修磨難度大,機(jī)械加工的難度也增大,且必須有狀態(tài)良好的軸承座孔以便作為測量和檢查的基準(zhǔn)。
3 工藝方案的實(shí)施
鑒于該船為集裝箱班輪,修理周期控制得極其嚴(yán)格,為此,決定采用第三種方案 (2.3節(jié)所述)進(jìn)行修理,其工藝方法如下。
1)檢查測量上、下軸承座孔的原始數(shù)據(jù)。首先檢查發(fā)現(xiàn)上軸承座孔的局部腐蝕嚴(yán)重,腐蝕麻點(diǎn)多且較深,然后測量出上、下軸承座孔的直徑。由于上、下軸承座孔所處的位置不同,其所受到的海水影響的程度也不一樣,原始狀態(tài)有很大的差異,原始數(shù)據(jù)的檢查可以為后續(xù)工序的制定提供依據(jù)。經(jīng)利用內(nèi)徑千分尺檢查、測量,數(shù)據(jù)如圖2所示,下軸承座孔的狀態(tài)良好,圓度、圓柱度均小于0.03 mm。而上軸承座孔內(nèi)表面腐蝕嚴(yán)重,其內(nèi)徑圓度偏差很大,達(dá)0.70 mm,而且測得的直徑數(shù)據(jù)為腐蝕處的凹坑處 (部分測量數(shù)據(jù)值的取點(diǎn)位置為有較深腐蝕處,如D157.60 mm)。
2)初步測量上、下軸承座孔的中心偏移量。因下軸承座孔的原始狀態(tài)較好,這就為后續(xù)修理工序提供了測量和加工基準(zhǔn)。根據(jù)下軸承座孔的內(nèi)徑制作1根長假軸 (見圖3),為保證長假軸能放入孔中,其加工直徑為154.92 mm,其長度大于上、下軸承座孔的總高度。將長假軸放入上、下軸承座孔中,用塞尺測量出長假軸與上軸承座孔之間的間隙值 (見圖4)。利用該基準(zhǔn)還可以檢查出上軸承座孔的腐蝕狀態(tài)及腐蝕量的大小。
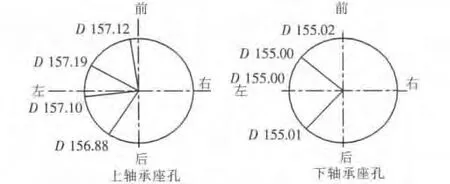
圖2 軸承座孔原始數(shù)據(jù)圖
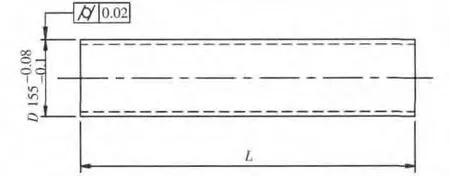
圖3 長假軸示意圖
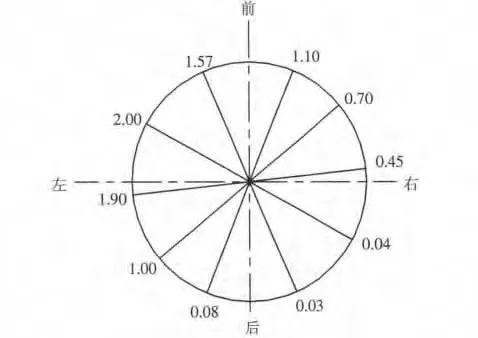
圖4 假軸與軸承座的間隙圖
3)測量數(shù)據(jù)分析。從利用長假軸和塞尺檢查測量的數(shù)據(jù)可以發(fā)現(xiàn),該上軸承座孔在后偏左20°~后偏右60°之間 (80°范圍)的腐蝕量很少,而其余部分 (約280°范圍)的腐蝕量很大,尤其是在左側(cè)的方向上以及左偏前30°的方向上為最多,分別為1.90 mm和2.00 mm,如圖4。而從圖2的直徑測量數(shù)據(jù)也證實(shí)了在左偏前30°的方向上有最大直徑157.19 mm,因此可根據(jù)此最大直徑制作拂磨假軸。
4)制作假軸。通過對原始數(shù)據(jù)的分析可知,該軸承座孔的圓度偏差較大,所以制作2根短假軸(長度與上軸承座相等),1根直徑為156.90 mm,另1根直徑為157.15 mm,利用假軸對上軸承座孔進(jìn)行藍(lán)油著色檢查,根據(jù)接觸點(diǎn)的分布狀況重點(diǎn)對左-后和右-前的90°范圍2個方向進(jìn)行拂磨。先用直徑為156.90 mm的進(jìn)行初步的著色檢查、拂磨,使得座孔的圓度和圓柱度得到修正,然后用直徑157.15 mm的假軸進(jìn)行進(jìn)一步的著色檢查、修磨,從而保證孔的圓度和圓柱度偏差小于0.05 mm(對于局部的過度腐蝕點(diǎn)則予以忽略不計(jì))。
5)拂磨及測量檢查。在拂磨的過程中,首先以長假軸為基準(zhǔn)用塞尺檢查測量某一方向上下2個截面的間隙,要求測量4個方向的間隙值,然后用拂磨假軸進(jìn)行藍(lán)油著色檢查和修刮,從而保證上座孔的圓柱度和上下軸承座孔軸線的平行度,拂磨后的座孔要求接觸率為每25 mm×25 mm的平面內(nèi)著色點(diǎn)不少于2~3個[2],且不得有大面積的脫空現(xiàn)象。
6)測量上軸承座孔的直徑,再利用長假軸測量拂磨后軸承座孔與假軸之間的間隙,然后確定上軸承座孔的中心偏移量,并在軸承座孔上標(biāo)記出中心偏移的方位。
7)滑動軸承的加工。在得到了拂磨后軸承座孔的直徑和中心偏移量,加工1個具有內(nèi)孔和外徑的中心有偏移的滑動軸承,同時(shí)在偏移的方向上做好永久性標(biāo)記。
8)滑動軸承的安裝。將軸承的偏移方向與軸承座孔上標(biāo)記出中心偏移的方位對準(zhǔn),同時(shí)軸承的外圓與上座孔的內(nèi)徑采用過盈配合,保證滑動軸承安裝的可靠性。
9)將銷軸裝入,根據(jù)實(shí)際狀況對內(nèi)孔可作適當(dāng)?shù)姆髂バ薰危⑦M(jìn)行接觸面的著色檢查,使其接觸率不少于70%,且在25 mm×25 mm的平面內(nèi)著色點(diǎn)不少于2~3個,且不得有大面積的脫空現(xiàn)象。
4 安裝檢查及試驗(yàn)結(jié)果
經(jīng)將偏心的滑動軸承裝入座孔后,并將配合間隙為0.05 mm的銷軸順利裝入軸承中,說明了上下2個滑動軸承的同軸度和平行度均在控制范圍內(nèi),用藍(lán)油檢查其接觸率,達(dá)到了70%。最后經(jīng)總裝試車檢驗(yàn)該軸狀況,解決吊車行走的竄動及振動,沒有異常的響聲,設(shè)備運(yùn)轉(zhuǎn)平穩(wěn),完全符合設(shè)備制造商的要求,同時(shí)也證明了該修理工藝的可行性和實(shí)用性。
[1]中國機(jī)械工程學(xué)會設(shè)備維修專業(yè)學(xué)會.機(jī)修手冊[M].北京:機(jī)械工業(yè)出版社,1993.
[2]任曉善.化工機(jī)械維修手冊[M].北京:化學(xué)工業(yè)出版社,2004.
猜你喜歡
小學(xué)科學(xué)(學(xué)生版)(2021年5期)2021-07-22 02:40:06
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學(xué)少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學(xué)少年(2017年2期)2017-04-26 21:58:43
中學(xué)生數(shù)理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學(xué)低年級版)(2015年4期)2015-04-29 00:00:00