無冒口中心頂注鑄造工藝在電動(dòng)機(jī)端蓋上的應(yīng)用
2014-12-14 12:20:36何強(qiáng)
金屬加工(熱加工) 2014年17期
關(guān)鍵詞:工藝
何強(qiáng)
端蓋是防爆電動(dòng)機(jī)上的一個(gè)重要球墨鑄鐵件,在防爆功能中起著重要作用,其質(zhì)量的好壞直接關(guān)系到防爆作用能否正常發(fā)揮,要求非常嚴(yán)格,不允許有任何的縮松、縮孔、裂紋等鑄造缺陷。我公司在球墨鑄鐵件的鑄造工藝設(shè)計(jì)上做了深入研究,積極創(chuàng)新各種工藝方法,通過實(shí)踐取得了很好的效果。現(xiàn)結(jié)合我公司生產(chǎn)的電動(dòng)機(jī)端蓋對(duì)無冒口中心頂注工藝進(jìn)行探討。
1.鑄件結(jié)構(gòu)特點(diǎn)與技術(shù)要求
端蓋的結(jié)構(gòu)如圖1所示。鑄件的輪廓尺寸為φ482mm×73mm,主要壁厚為8mm,鑄件毛坯重21.5kg,壁厚比較均勻,放加工尺寸后,只有內(nèi)圈壁厚最厚為31mm,外部凸臺(tái)壁厚為23mm。材質(zhì)為QT450-10,要求鑄件強(qiáng)度≥420MPa,符合GB/T1348—2009,伸長率≥10%,質(zhì)量特性重要度分級(jí)按Q/NF669規(guī)定。此鑄件為端蓋類鑄件常見結(jié)構(gòu),輪盤部分壁厚較薄且均勻,而內(nèi)圈和外部6個(gè)凸臺(tái)壁厚較厚,是該鑄件的最大結(jié)構(gòu)熱節(jié)。
2.原鑄造工藝及缺陷分析
(1)原鑄造工藝 原鑄造工藝如圖2所示,分型面在鑄件最大截面處,鑄件大部分放在下箱,采用下注工藝澆注,將內(nèi)澆道安放在φ20mm筋條處,打開補(bǔ)縮通道,采用短薄寬冒口頸,同時(shí)使用φ100×120mm熱飛邊冒口對(duì)鑄件進(jìn)行強(qiáng)補(bǔ)縮,并在對(duì)面設(shè)置φ110×130mm的短薄寬冒口頸的溢流冒口進(jìn)行有效補(bǔ)縮。在批量生產(chǎn)過程中發(fā)現(xiàn)鑄件縮孔、縮松缺陷嚴(yán)重,廢品率高達(dá)70%。縮孔、縮松缺陷主要集中在內(nèi)澆道左右兩邊凸臺(tái)和內(nèi)圈壁厚較厚的結(jié)構(gòu)熱節(jié)處。
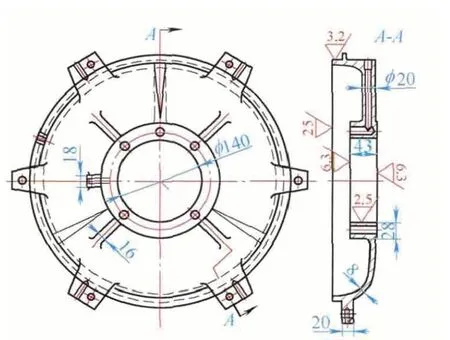
圖1 電動(dòng)機(jī)端蓋結(jié)構(gòu)
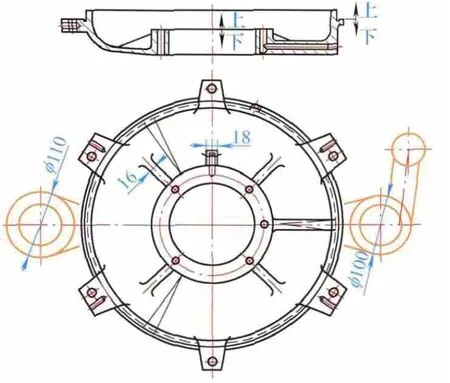
圖2 原鑄造工藝
(2)缺陷分析 鑄件出現(xiàn)廢品后,從鑄件結(jié)構(gòu)特點(diǎn)和工藝方案進(jìn)行具體分析,發(fā)現(xiàn)上述工藝在澆注時(shí)形成的流動(dòng)熱節(jié)與結(jié)構(gòu)熱節(jié)重合,且熱節(jié)部位沒有冷鐵激冷鐵液,致使熱節(jié)部位最后凝固,形成縮松。另外,鑄件的補(bǔ)縮通道有限,補(bǔ)縮距離較長,而鑄件輪盤部分的凝固先于冒口凝固,冒口不能實(shí)施有效補(bǔ)縮,也是鑄件出現(xiàn)縮孔、縮松的直接重要原因。
3.工藝改進(jìn)
(1)改進(jìn)方案一 如圖3所示,根據(jù)原工藝方案的分析結(jié)果,發(fā)現(xiàn)冒口和澆注系統(tǒng)有足夠大的補(bǔ)縮能力,只是凸臺(tái)等部位不能實(shí)現(xiàn)順序凝固,過早地割斷了補(bǔ)縮通道,導(dǎo)致鑄件產(chǎn)生縮孔、縮松等缺陷。為此,我們按照均衡凝固工藝原則,采用冷鐵消除熱節(jié)效應(yīng),在鑄件6個(gè)凸臺(tái)底部設(shè)置38mm×25mm×35mm梯形冷鐵,在鑄件內(nèi)圈底部設(shè)置φ190mm×φ130mm×35mm環(huán)形冷鐵,使鑄件形成上熱下冷的溫度場分布,隨著冷鐵的激冷,凸臺(tái)和內(nèi)圈下面的凝固過程加快,使鑄件實(shí)現(xiàn)順序凝固,充分利用冒口的補(bǔ)縮來消除縮孔、縮松缺陷。經(jīng)小批量生產(chǎn)驗(yàn)證,鑄件的縮孔、縮松明顯改善,但下冷鐵工藝復(fù)雜、繁瑣,冷鐵處理不到位會(huì)造成鑄件產(chǎn)生氣孔缺陷,且澆冒口重達(dá)20.6kg,工藝出品率僅為51.07%,因此該工藝方案仍然需要進(jìn)一步優(yōu)化。
(2)改進(jìn)方案二 如圖4所示,改變原分型方案,將鑄件大部分放在上箱,根據(jù)均衡凝固頂注優(yōu)先工藝原則,鑄件上不設(shè)冒口,澆注系統(tǒng)采用中心頂注式,并且兼作冒口。鐵液可通過中心頂注式澆注系統(tǒng),對(duì)鑄件內(nèi)圈進(jìn)行有效的強(qiáng)補(bǔ)縮。該澆注系統(tǒng)能夠使鐵液的充型流動(dòng)場及溫度場分布盡量均勻一致,并使輪盤內(nèi)部保持較高溫度,從而使輪盤部分的凝固晚于凸臺(tái)凝固,實(shí)現(xiàn)凸臺(tái)凝固時(shí)所需鐵液補(bǔ)縮。該澆注系統(tǒng)中,直澆道較高,可以很好地保證靜壓力。另外,我們采取了在澆口杯下放置纖維過濾網(wǎng),并增高直澆道窩的方法(見圖4A-A剖面),以增強(qiáng)擋渣、浮渣、去氣作用,減少鐵液對(duì)型腔的沖蝕。
用改進(jìn)后的鑄造工藝方案進(jìn)行了小批量生產(chǎn),經(jīng)機(jī)加工驗(yàn)證,鑄件無縮孔、縮松、氣孔缺陷,組織致密,產(chǎn)品質(zhì)量均達(dá)到技術(shù)要求,工藝出品率提高到87.4%,生產(chǎn)效率大幅提升。
4.結(jié)語
應(yīng)用改進(jìn)后的鑄造工藝,通過批量生產(chǎn)驗(yàn)證,生產(chǎn)穩(wěn)定,取得了滿意的效果。其成功應(yīng)用可以得出:對(duì)于端蓋圓盤類球墨鑄鐵件,采用無冒口中心頂注式澆注工藝,能成功生產(chǎn)出質(zhì)量合格和工藝出品率高的鑄件,并取得了顯著的社會(huì)效益和經(jīng)濟(jì)效益,具有廣泛的推廣價(jià)值。
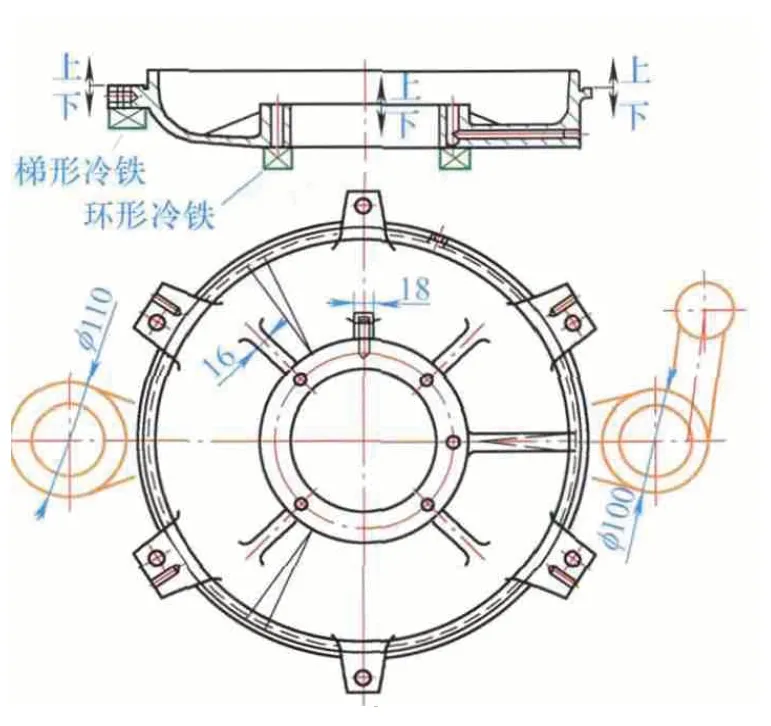
圖3 改進(jìn)方案一
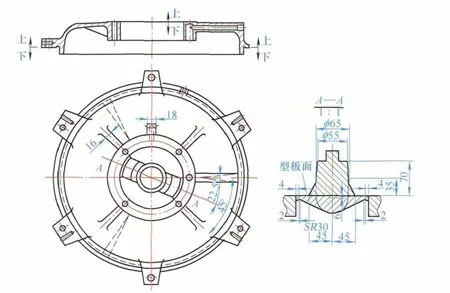
圖4 改進(jìn)方案二
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
