液化天然氣管道工程中所用低溫鋼的焊接性
2014-12-11 01:07:11杜豐泰
海洋工程裝備與技術 2014年2期
杜豐泰
(海洋石油工程股份有限公司,天津 300452)
液化天然氣管道工程中所用低溫鋼的焊接性
杜豐泰
(海洋石油工程股份有限公司,天津 300452)
對液化天然氣(LNG)管道工程中所使用的各種低溫鋼及其焊接工藝做了簡要說明。針對國產Ni9鋼,在多種焊接熱輸入條件下,討論了二次焊接熱循環對Ni9鋼焊接熱影響區組織性能的影響規律,分析了不同焊接熱過程中的組織特征和脆化傾向。研究結果表明,Ni9鋼并不適合采用單道焊。在多道焊熱過程中,后續焊道的回火作用可以較好地改善其低溫韌性。粗大晶粒組織的重結晶是提高低溫韌性的主要因素。
液化天然氣管道; 低溫鋼; 低溫不銹鋼焊接; Ni9鋼焊接
0 引 言
將開采出來的天然氣經過深度凈化處理,在常壓-162 ℃的低溫條件下轉化為液體,體積縮小至氣態時的1/625,得到的就是液化天然氣(LNG)。LNG便于進行長距離的安全運輸。近年來全球LNG的生產和貿易日趨活躍,正在成為世界油氣工業新的熱點。
LNG通常由專用運輸船從生產地輸出終端運到接收終端,經再氣化后外輸至用戶。LNG接收終端主要包括LNG運輸、接收、再氣化、外輸工藝鏈。要建造大型的LNG設備和儲運設施,甚至于輸運LNG的槽船,利用LNG船、槽車或短距離管道進行運送。這一切設施少不了使用低溫鋼。
海洋石油工程股份有限公司自從進入LNG工程項目以來,已經陸續參與了上海LNG輸氣管道工程、廣東深圳LNG工程項目、福建LNG工程項目、廣東珠海LNG項目和浙江LNG項目等工程。在多個工程項目的進行中,我們發現,研究LNG管道工程中所使用的低溫鋼的焊接性,并指導實際生產中焊接工藝的選用,對以后LNG管道相關的工程的順利展開,具有重要的意義。
1 低溫鋼簡介
1.1 低溫鋼的定義
低溫鋼主要用于制作儲存和運輸各類液化氣體的設備,因此這類鋼必須具備的最重要的性能是抗低溫脆化。
通常在各種液化石油氣、液氨、液氧、液氮等的生產和儲存時使用的容器和輸送管道以及在寒冷地區服役的相關設備稱為低溫容器;制造這些容器所用的鋼,統稱為低溫鋼。我國通常將設計溫度低于或等于-20 ℃稱為低溫,GB 150—1998《鋼制壓力容器》附錄C對低溫壓力容器的規定是溫度低于或等于-20 ℃;而GB 50235—2010《工業金屬管道工程施工規范》中規定低溫管道設計溫度為-29 ℃;美國機械工程師學會(ASME)規范對低溫沒有明確的定義,但它將-29 ℃作為一個控制指標。這樣國內低溫的定義出現了-29 ℃和-20 ℃兩個溫度,至今還沒有一個統一的界定。表1給出了部分氣體的液態常壓沸點[1],從中可見常壓下液化溫度最高的氨氣其沸點也在-33.5 ℃。
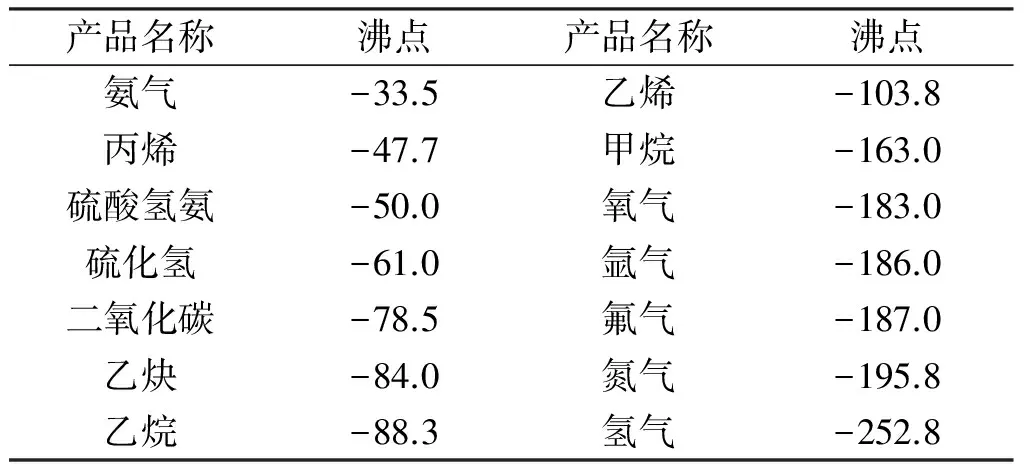
表1 部分氣體的液態常壓沸點
1.2 低溫鋼的分類
(1) 按使用溫度等級分類,分為-10~-40 ℃、-50~-90 ℃、-100~-120 ℃和-196~-273 ℃等級低溫鋼。
(2) 按合金含量和組織分類,分為低合金鐵素體型低溫鋼、中合金低碳馬氏體型低溫鋼和高合金奧氏體型低溫鋼。
(3) 按有無鎳、鉻元素分類,分為無鎳、鉻低溫鋼和含鎳鉻低溫鋼。含鎳低溫鋼主要包括0.5% Ni、1.5% Ni、2.5% Ni、3.5% Ni、5% Ni和9% Ni鋼(均為質量分數)。不含鎳的有09Mn2V、09MnTiCuRe、06MnNb、06AlCu、06AlNbCuN等。
(4) 按熱處理方法分類,分為非調質低溫鋼和調質低溫鋼。
(5) 按晶體點陣類型分類,分為體心立方的鐵素體低溫鋼和面心立方的奧氏體低溫鋼兩大類。
鐵素體低溫鋼一般存在明顯的韌性-脆性轉變溫度,當溫度降低至某個臨界值(或區間)時會出現韌性的突然下降。因此,鐵素體鋼不宜在其轉變溫度以下使用,一般需加入Mn、Ni等合金元素,降低間隙雜質,細化晶粒,控制鋼中第二相的大小、形態和分布等,使鐵素體鋼的韌性-脆性轉變溫度降低。鐵素體低溫鋼按成分分為三類:
① 低碳錳鋼[C含量(質量分數,下同)0.05%~0.28%,Mn含量0.6%~2%]。使Mn、C元素含量之比約等于10,降低氧、氮、硫、磷等有害雜質,有時還加入少量Al、Nb、Ti、V等元素以細化晶粒。這類鋼最低使用溫度為-60 ℃左右。
② 低合金鋼。主要有低鎳鋼(Ni含量2%~4%)、錳鎳鉬鋼(Mn含量0.6%~1.5%,Ni含量0.2%~1.0%,Mo含量0.4%~0.6%,C含量小于等于0.25%)、鎳鉻鉬鋼 (Ni含量0.7%~3.0%,Cr含量0.4%~2.0%,Mo含量0.2%~0.6%,C含量小于等于0.25%)。這些鋼種的強度高于低碳鋼,最低使用溫度可達-110 ℃左右。我國研制了幾種節鎳的低溫用低合金鋼,如09Mn2V等。
③ 中(高)合金鋼。主要有6% Ni鋼、9% Ni鋼、36% Ni鋼。其中9% Ni鋼也稱Ni9鋼是應用較廣的LNG用鋼。這類高鎳鋼的使用溫度可低至-196 ℃。
奧氏體低溫鋼具有較高的低溫韌性,一般沒有韌性-脆性轉變溫度。按合金成分不同,可分為三個系列:
① Fe-Cr-Ni系。主要為18-8型鉻鎳不銹耐酸鋼。這種鋼低溫韌性、耐蝕性和工藝性均較好,已不同程度地應用于各種深冷(-150~-269 ℃)技術中。
② Fe-Cr-Ni-Mn和Fe-Cr-Ni-Mn-N系。這類鋼種以Mn、N代替部分Ni來穩定奧氏體。N還有強化作用,使鋼具有較高的韌性、極低的磁導率和穩定的奧氏體組織,適于用作超低溫無磁鋼(即材料的磁導率很小)。如0Cr21Ni6Mn9N和0Cr16Ni22Mn9Mo2等在-269 ℃可用作無磁結構部件。
③ Fe-Mn-Al系奧氏體低溫無磁鋼。這是中國研制的節約鉻、鎳的新鋼種,如15Mn26Al4等可部分代替鉻鎳奧氏體鋼,用于-196 ℃以下的極低溫區。如能改善這種鋼的抗化學腐蝕能力,還可擴大其應用范圍。
1.3 低溫鋼的性能要求
低溫鋼主要應具有如下的性能:
(1) 韌性-脆性轉變溫度低于使用溫度;
(2) 滿足設計要求的強度;
(3) 在使用溫度下組織結構穩定;
(4) 良好的焊接性和加工成型性;
(5) 某些特殊用途還要求極低的磁導率、冷收縮率等。
作為低溫鋼,很重要的一個技術指標就是低溫沖擊韌性。一般體心立方晶格的金屬材料均有低溫轉脆的現象,但可以通過細化晶粒、合金化和提高純凈度等措施來改善鐵素體鋼的低溫韌性。凡能促使晶粒細化的合金元素,當加入適量時,都能改善材料的韌性。合金元素Ni加入鋼中,固溶于鐵素體,使基體的低溫韌性得到顯著的改善。因此,Ni是發展低溫鋼中的一個重要元素。
對低溫鋼性能的要求,首先要保證其在使用溫度下具有足夠的沖擊韌性值,從斷裂力學的觀點出發,要求材料在使用溫度下具有足夠的抗脆性開裂的能力。在特殊的重要結構上,為防止意外事故的發生,還必須要求材料具有抗脆性裂紋擴展的止裂性能。此外,從安全角度考慮,希望低溫鋼的屈強比不要太高。屈強比越大,表明塑性變形能力的儲備越小,在應力集中部位的應力再分配能力越低,從而易于促使脆性斷裂。
2 LNG用低溫不銹鋼的焊接
2.1 不銹鋼的分類和用途
不銹鋼是一個范圍很大的特殊鋼系列。我國生產的不銹鋼鋼號就有100個以上。但就其主要合金成分、金相組織和工業上的主要用途,大體可作如下分類。
首先不銹鋼根據其主要合金成分,通常可分以下三類:
(1) 鉻不銹鋼類。 這類不銹鋼除鐵基外,主要合金元素是Cr。有的還分別含有Si、Al、W、Mo、Ni、Ti、V等一種或幾種元素。這些元素在鋼中的含量分別在1%~3%之間。
(2) 鉻鎳不銹鋼類。 這類不銹鋼除鐵基外,主要合金元素是Cr和Ni。有的還分別含有Ti、Si、Mo、W、V、B等一種或幾種元素。這些元素在鋼中的含量在4%以下至微量。
(3) 鉻錳氮不銹鋼類。 這類不銹鋼除鐵基外,主要合金元素是Cr和Mn,大多數鋼中還含有0.5%以下的N。有的還分別含有Ni、Si、Cu等一種或幾種元素。這些元素在鋼中的含量都在5%以下。
不銹鋼根據其結構(金相組織),通常分以下三類:
(1) 鐵素體,即含Cr不含Ni的不銹鋼。這類鋼冷加工能使之硬化到某種程度,熱處理則不能。這類鋼總是有磁性的。
(2) 馬氏體。這類不銹鋼除個別的鋼號含有少量的Ni外,大多數鋼號只含有Cr,優點是熱處理能使之硬化。這類鋼總是帶有磁性的。
(3) 奧氏體,即含有Cr、Ni或Cr、Ni、Mn或Cr、Mn、N等元素的不銹鋼。這類鋼只能通過冷加工使之硬化;熱處理只能使之軟化。在退火狀態中無磁性;在冷加工后,有的會帶有磁性。
不銹鋼根據工業上的主要用途可分為:
(1) 普通不銹鋼:在空氣及弱腐蝕介質中能抵抗腐蝕。
(2) 耐酸鋼:在各種腐蝕性強的介質(如酸、堿、鹽溶液等)中能抵抗腐蝕作用。
(3) 不起皮鋼鐵(又叫抗氧化鋼):在高溫下有足夠的熱穩定性,能夠抵抗氣體腐蝕而不剝落氧化鐵皮。
(4) 耐熱鋼(又叫熱強鋼):在高溫下能抵抗氣體腐蝕(不起皮)并有足夠的強度。
(5) 低溫鋼:通常使用在較低的溫度下,具有較好的低溫韌性,最低使用溫度可達-269 ℃。
以上分類是根據冶金工業部YB 10-59和11-59標準分類的,而在國家標準GB 1220—1975和GB 1221—1975中,把不銹鋼和耐酸鋼統稱為不銹耐酸鋼;不起皮鋼和耐熱鋼統稱為耐熱鋼。習慣上我們把此類材料都叫做不銹鋼,或將能被磁石吸引的稱為“不銹鐵”。
根據以上分類可知,實際生產中使用的LNG低溫不銹鋼,屬于鉻鎳奧氏體低溫用鋼類。中國和美國對于奧氏體不銹鋼的牌號劃分有些不同,具體如表2所示[2]。

表2 部分奧氏體型不銹鋼的中美牌號對照
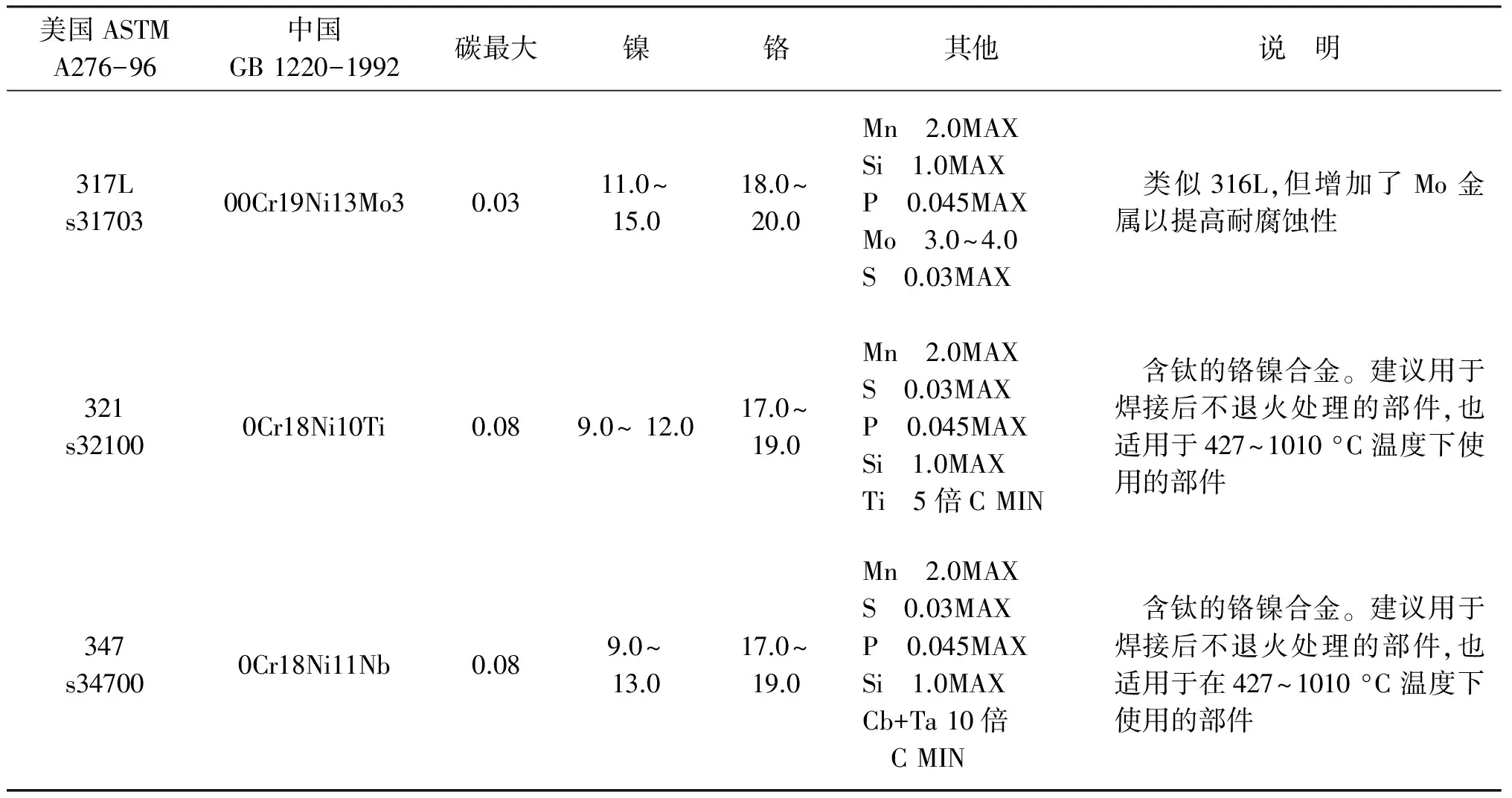
續表2
注:MAX和MIN分別表示最大值和最小值。
2.2 奧氏體不銹鋼的焊接方法及材料
奧氏體不銹鋼被認為是可焊性最好的高合金鋼,在任何溫度下都不會發生相變,對氫脆不敏感,在焊接后焊縫也具有很高的韌性。奧氏體不銹鋼具有成熟的焊接方法,目前焊條電弧焊(SMAW)、鎢極氬弧焊(GTAW)、熔化極惰性氣體保護電弧焊(GMAW)和埋弧焊(SAW)等均可制作出性能達到要求的焊縫。
焊接奧氏體不銹鋼時,常選用與母材化學成分相當的不銹鋼焊絲或焊條。國家標準GB 983—1985《不銹鋼焊條》的附錄A對焊條用途及熔敷金屬的性能作了詳細說明,可供工程焊接中選用焊條時參考。
2.3 奧氏體不銹鋼的焊接工藝
奧氏體不銹鋼焊接時出現的問題主要有焊接熱裂紋傾向和接頭耐腐蝕性能降低,包括晶間腐蝕傾向和應力腐蝕傾向;在接頭的鐵素體含量較高的情況下,還可能出現475 ℃脆性和σ相脆化等現象。
奧氏體不銹鋼具有較高的焊接熱裂紋敏感性。熱裂紋主要發生在焊接高溫狀態下。奧氏體不銹鋼產生熱裂紋的主要原因是:
(1) 奧氏體不銹鋼導熱系數小,線膨脹系數大,因而焊縫金屬在高溫時經受的拉伸應變也較大。
(2) 由于奧氏體枝晶的方向性強,容易形成造成低熔點雜質在凝固時的偏析聚集及晶格缺陷的團聚。
(3) 含δ-Fe的奧氏體不銹鋼具有凝固裂紋敏感性。
為了防止奧氏體不銹鋼產生焊接熱裂紋,應該嚴格限制焊縫中S、P等雜質元素的含量。適當增加焊縫中的Mn、C、N含量也有利于防止熱裂紋,例如采用Cr19Ni13Mn5焊條焊接奧氏體不銹鋼,使焊縫金屬中的Mn含量在4%~6%的范圍內,能有效地防止焊接熱裂紋的產生。
為了提高焊縫抗熱裂紋的能力,常選用堿性低氫焊條,直流反接施焊。為了減少母材的加熱量,奧氏體不銹鋼焊接時應在保證焊透的情況下,盡量采用較小的焊接線能量,減少橫向擺動;要嚴格控制焊縫的返修次數,以免影響接頭的性能。
采用能使焊縫組織成為奧氏體加鐵素體雙相組織的焊接材料,可以有效地防止熱裂紋。一般鐵素體含量控制在3%~8%為宜。焊接含鎳量較高的奧氏體不銹鋼時,由于鐵素體相會降低接頭的耐腐蝕性能和引起脆化現象,可采用γ+碳化物或硼化物的雙相組織焊縫,或提高焊縫金屬中的Mn含量,以代替Ni形成奧氏體焊縫,保證焊接接頭的性能。
工藝上采取相應的措施,以提高熔池的冷卻速度,也可降低奧氏體不銹鋼的熱裂紋傾向,如采用小線能量、短弧焊接、減小橫向擺動、多層多道窄焊道焊接等。
在鐵素體含量較高的焊縫內,可能會出現475 ℃脆性,嚴重降低焊縫金屬的沖擊韌性。因此要嚴格控制奧氏體不銹鋼雙相組織中的鐵素體含量,鐵素體含量一般應控制在3%~8%的范圍內。
奧氏體不銹鋼焊接時一般不需要預熱和后熱,且應將層間溫度控制在較低的水平,以防止熱影響區晶粒長大及碳化物的析出。
總的來說,奧氏體不銹鋼的焊接性能良好。手工電弧焊、埋弧焊、鎢極氬弧焊和熔化極氬弧焊等焊接方法都能用于奧氏體不銹鋼的焊接,并獲得良好的接頭性能。
3 Ni9鋼的焊接
3.1 Ni9鋼概述
Ni9鋼是Ni含量為8.5%~9.5%的超低溫鋼,在-196 ℃時有較強的韌性。與具有優良性能的奧氏體不銹鋼相比,有合金含量少、價格便宜等優點;與低溫用鋁合金(如LF5)相比,有許用應力大、熱膨脹率小等優點。因此,Ni9鋼成為-196 ℃低溫設備和容器的最重要結構材料。1965年法國用Ni9鋼建造了第一艘LNG油輪“Jules Verne”號,艙容2.584萬立方米。日本大規模使用Ni9鋼開始于1969年橫濱港建成的3.5萬立方米和4.5萬立方米平底球面二重式LNG儲罐。1982年后,Ni9鋼已經成為低溫儲罐主材,逐漸取代了Ni-Cr奧氏體不銹鋼。目前世界上已建的最大Ni9鋼儲罐容積為14萬立方米。我國Ni9鋼的應用最早見于1999年上海天然氣管網公司2萬立方米LNG低溫儲罐。
3.2 Ni9鋼的焊接方法
目前焊接Ni9鋼的主要方法是SMAW、GTAW、GMAW和SAW。
GTAW的焊接效率太低,在工程中選擇此焊接方法不太經濟,但能得到具有窄坡口的高質量焊接接頭,特別是采用低鎳型焊接材料焊接Ni9鋼時,GTAW將成為非常好的焊接方法。所以只是在特定的場合下才選擇使用GTAW。手工GMAW的熔敷速率大,但對焊工的焊接技術要求較高。該焊接方法的主要缺點是容易產生熔合不良和氣孔,該問題至今沒有得到很好的解決。SMAW是Ni9鋼現場焊接的一種適合各種焊接位置非常靈活且可行的焊接方法。該焊接方法可達到很高的合金過渡系數,甚至高達170%。
SAW是熔敷速率最高的一種焊接方法,特別是在環焊縫焊接時,由于使用了環縫焊接機械系統,其優點表現得更加突出,且幾乎適于焊接所有橫焊縫和水平位置焊縫。對于Ni9鋼立式儲罐的縱焊縫,雖然現在已經開發出氣電立焊設備,且自動化程度很高,但由于氣電立焊的線能量偏大且不易控制,所以不適合用來焊接Ni9鋼。立焊縫仍然用SMAW焊接。生產實踐證明,SMAW和SAW是Ni9鋼儲罐現場焊接效率最高的焊接方法。
3.3 Ni9的焊接材料
選擇焊材時要考慮如下幾個問題:
(1) 低溫韌性問題。Ni9鋼主要用來建造低溫設備,焊縫要在低溫下工作,在選擇焊接材料時一定要考慮焊縫的低溫韌性問題。
(2) 熱膨脹問題。Ni9鋼的線膨脹系數較大,在+20~-196 ℃之間線膨脹系數為8.05×10-6K-1。為了減少接頭的焊接應力,在選擇焊接材料時,必須使焊縫金屬與母材的膨脹系數相接近,不能產生過大的差異。用Ni9鋼所建造的低溫設備在服役過程中要發生熱脹冷縮,母材和焊接接頭要經歷嚴峻的溫度變化的考驗,如果焊縫金屬的熱膨脹系數和Ni9鋼的熱膨脹系數相差太大,高的熱應力集中將增大儲罐的熱疲勞和失效的風險。因此,焊縫金屬的熱膨脹系數應該盡可能接近Ni9鋼的熱膨脹系數。
(3) 電弧磁偏吹問題。Ni9鋼是一種強磁性材料,采用直流電源時,易產生磁偏吹現象,影響焊接工藝的穩定性,直接影響到接頭的質量。應盡量選用適應交流電源施焊的焊條或焊絲焊劑。
Ni9鋼的電弧焊中,常用的焊接材料有四種,即含Ni 11%的鐵素體型,含Ni 13%、Cr 16%的奧氏體不銹鋼型,含Ni達60%以上的Ni基型(Ni-Cr-Mo系合金)和含Ni約40%的Fe-Ni基型(Fe-Ni-Cr系合金)。
鐵素體型焊接材料成本低,但是并不適于用來焊接大尺寸的容器。當采用與Ni9鋼成分相近的該型焊接材料時,如焊后不經熱處理,焊縫的低溫韌性要低于母材。這主要是因為焊縫金屬中的含氧量太高,有時可達600 μL/L。雖然在實驗室條件下,手工鎢極氬弧焊用該焊絲成功地焊成了一臺直徑2 m的Ni9鋼球罐模型,但該工藝還不能廣泛應用于像壁厚27.5 mm、直徑7.5 m這樣的大型儲罐的焊接。鐵素體型焊接材料可成功地應用于Ni9鋼管的SAW生產中,但為了使焊縫的力學性能符合要求,需要進行焊后熱處理。焊后熱處理在車間很容易實現,但在大型儲罐施工現場環境下很難實現,甚至是不可能實現的。所以,鐵素體型焊接材料僅限于GTAW與GMAW焊接方法,生產效率較低。
含Ni 13%、Cr 16%的奧氏體不銹鋼型焊接材料的強度稍高,但低溫韌性較差,線脹系數與Ni9鋼相差較大,而且易在熔合區出現脆性組織。采用它焊接Ni9鋼時,熔合區的化學成分既非奧氏體鋼也非Ni9鋼的成分,而且Cr、Mn、W的含量比Ni9鋼高,C元素在熔合區偏聚。熔合區的硬度(363~380 HV)明顯地比焊縫金屬的硬度(207 HV)和熱影響區的硬度(308~332 HV)高,而且熔合區內的硬度又隨所處位置的不同而不同,熔合區焊縫側的硬度最高,用0K69.45焊條焊接的試樣達480 HV,用TH17/15TTW焊條焊接的試樣達576 HV,說明熔合區焊縫側存在一個硬脆層。電鏡分析確認該硬脆層的組織是由板條馬氏體和孿晶馬氏體組成的富合金馬氏體。熔合區生成的高硬度馬氏體帶,在擴散氫作用下,就會產生冷裂紋。
Ni基和Fe-Ni基焊接材料的低溫韌性良好,線脹系數與Ni9鋼相近。但使用這類高鎳焊接材料成本高,并且所得焊縫金屬均為奧氏體,焊縫強度略低于母材。Ni基合金焊接材料由于Ni含量較高,加上奧氏體焊縫結晶特點,焊接過程中熱裂敏感性很強,更易出現弧坑裂紋。Ni基合金焊縫金屬的熔點一般要比母材低100~150 K,焊接時熔深較淺,流動較差,往往會形成未焊透缺陷。但通過調整焊接工藝,可以解決這些問題。
綜上所述,從韌塑性和熱膨脹兩方面考慮,Ni基和Fe-Ni基合金都是焊接Ni9鋼最合適的焊材。雖然選用高鎳合金焊材將增加成本,但是是解決性能和結構完整性等首要問題的最佳選擇。
3.4 Ni9的焊接工藝
用Ni9鋼建造的設備要在-100 ℃低溫甚至-196 ℃的超低溫下工作,為此其焊接接頭必須有良好的低溫韌性。為達到此目的,必須避免接頭過熱和晶粒長大,所以從焊接工藝上考慮,必須采取如下措施:
(1) 焊前不預熱且須嚴格控制層間溫度。因為預熱溫度和層間溫度直接影響焊后的冷卻速度,冷卻速度越慢,越有助于晶粒長大,所以Ni9鋼焊前一般不預熱,層間溫度不宜超過100 ℃。
(2) 選擇合適的線能量。焊接熱循環的正確與否直接關系到接頭組織、晶粒大小和性能。線能量越大,焊接熱循環中的高溫停留時間越長,冷卻速度越慢,接頭組織的晶粒就越粗大,所以不能采用過大的焊接線能量,而且要控制和調節焊后冷卻速度。焊接線能量應控制在45 kJ/cm以下,一般為7~35 kJ/cm。
(3) 進行多層多道焊,避免單道焊。對Ni9鋼試樣進行了熱影響區粗晶區的焊接熱模擬試驗,結果顯示:即使采用15 kJ/cm的小線能量,單道熱循環后熱影響區粗晶區的低溫(-196 ℃)沖擊功也非常低,經過800 ℃或900 ℃二次熱循環后,低溫沖擊功明顯提高;三次熱循環能進一步改善其低溫韌性。所以焊接Ni9鋼時要進行多層多道焊。
(4) 盡量選用交流極性的電流。這是因為Ni9鋼是一種強磁性材料,極易被磁化,采用直流電源時易產生磁偏吹現象,影響焊接工藝的穩定性,直接影響到接頭的質量。
表3給出了Ni9鋼焊接熱影響區粗晶區熱模擬試驗數據。

表3 Ni9鋼焊接熱影響區粗晶區熱模擬試驗數據
4 結 論
(1) 單道焊時,試驗Ni9鋼粗晶熱影響區的低溫韌性急劇惡化,低溫韌性與母材相比降低了80%~90%。引起韌性惡化的主要組織原因是板條馬氏體的組織粗大和組織中回轉奧氏體的減少以及部分晶界上有Fe3C析出。因此,Ni9鋼不適合單道焊。
(2) 在多道焊熱過程中,二次熱循環對一次熱循環焊接粗晶區的低溫韌性有明顯的改善作用。當二次熱循環峰值溫度在過臨界區時,韌性得到了最大的提高。粗大晶粒組織的重結晶是提高低溫韌性的主要因素。
(3) Ni9鋼適合多道焊,后續焊道的回火作用可以較好地改善其低溫韌性。粗大晶粒組織的重結晶是提高低溫韌性的主要因素。
[1] 廖志敏,杜曉春,陳剛,等. LNG的研究和應用[J]. 天然氣與石油, 2005, 23(3): 28.
[2] 熊光德,毛云龍. LNG的儲存和運輸[J]. 天然氣與石油, 2005, 23(2): 17.
WeldabilityofLow-TemperatureSteelUsedinLNGPipelineProjects
DU Feng-tai
(OffshoreOilEngineeringCo.,Ltd.,Tianjin300452,China)
A brief description of various low-temperature steel used in liquefied natural gas (LNG) pipeline projects and its welding processes is given. For domestic Ni9 steel under different welding heat inputs, the influence of the secondary welding thermal cycle on Ni9 steel heat affected zone is discussed, as well as the structure characteristics and embrittlement tendency during the welding process. The research results show that single-pass welding is not suitable for Ni9 steel. However, in multi-pass welding process, the tempering effect of the subsequent welding can improve the low-temperature toughness well; recrystallization of the coarse grain structures is a key factor to improve the low-temperature toughness of Ni9 steel.
liquefied natural gas pipeline; low-temperature steel; low-temperature stainless steel welding; Ni9 steel welding
TG457.1;TG142.79
A
2095-7297(2014)02-0166-08
2014-04-23
杜豐泰(1968-),男,工程師,主要從事海洋工程項目協調工作。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
制造技術與機床(2015年10期)2015-04-09 07:06:00
設備管理與維修(2015年12期)2015-04-09 06:57:24