齒面的激光熔覆修復工藝
2014-12-08 06:46:14曾慶生
中國設(shè)備工程 2014年8期
關(guān)鍵詞:工藝
楊 毅 曾慶生
(南華大學工程訓練中心,湖南 衡陽 421001)
傳統(tǒng)齒輪齒面的修復法有電鍍法、熱噴涂法和堆焊法。電鍍法的鍍層結(jié)合強度低且耐磨性差,熱噴涂法變形大,而堆焊法工藝較復雜,都不太適合形狀復雜齒面修復的工業(yè)應(yīng)用。激光熔覆修復是以激光作為熱源,通過在損壞齒面添加粉末材料,利用激光束的高能量密度使之與齒面薄層熔凝并形成冶金結(jié)合,從而恢復齒廓形貌。激光加工可進行局部及有選擇性的修復處理,具有工藝性靈活、修復層與齒面結(jié)合牢固、熱影響小、組織致密、稀釋率低等優(yōu)點,非常適合齒輪的齒面修復應(yīng)用。
一、齒面激光熔覆
1.試驗裝置和材料
試驗設(shè)備:TJ-HL-T5000型恒流電激勵連續(xù)CO2激光器,PMAC五軸聯(lián)動數(shù)控機床,JKF-6型激光寬帶涂敷送粉器。
試驗材料:45鋼斜齒輪軸整體結(jié)構(gòu),齒數(shù)25,螺旋角15°28′34″,法面模數(shù)4mm,法面壓力角20°;粉末材料為Ni60粉末,化學組分為:C0.6%~0.8%,Cr15.0%~16.5%,Si4.4%~5.0%,B2.5%~3.5%,F(xiàn)e≤5.0%。
試驗方案:采用側(cè)向送粉方式,送粉噴嘴的位置在激光束的一側(cè),粉末和激光束相交于一點,單向送粉單向掃描,如圖1所示。齒輪熔覆采用軸向分齒跳齒掃描法,光束不動,齒輪沿軸線方向作直線運動,齒輪同步旋轉(zhuǎn)。
2.試驗過程
本研究采用的齒面激光熔覆修復的工藝過程如下。
(1)采用無損探傷法對損壞齒輪進行檢測,判斷是否具有修復價值。
(2)根據(jù)失效齒輪的幾何參數(shù)與變化規(guī)律,確定最佳掃描方法。
(3)在平面樣塊上實驗,得到激光熔覆最佳工藝參數(shù)組合。
(4)根據(jù)損壞齒面情況設(shè)計激光掃描軌跡,編制相應(yīng)計算機控制程序。
(5)清洗齒面,去除損壞處氧化膜和污垢,以便熔融金屬粉末能潤濕齒輪基體。
(6)在齒輪表面單道熔覆成形,使覆層與基體形成冶金結(jié)合。
(7)對面積較大損壞,在第一道的基礎(chǔ)上熔覆第二道,使第二道與第一道搭接平整。
(8)對齒面損壞較深處,在第一層的基礎(chǔ)上熔覆第二層,使第二層與第一層形成冶金結(jié)合。
(9)重復以上過程,直到將整個損壞齒輪修復完為止。
(10)對修復后齒面進行適當后續(xù)機加工,恢復原有漸開線齒廓形狀,并進行質(zhì)量檢測。
3.熔覆工藝
(1)單道熔覆。
齒面輪廓復雜,為了獲得理想的激光熔覆工藝參數(shù),先在大量探索性實驗基礎(chǔ)上確定一個工藝參數(shù)范圍。根據(jù)正交法原理,以激光功率P、送粉量G、掃描速度V為因子安排L9(34)正交實驗,通過評價覆層外觀、外形及稀釋率,最后確定P=1.8kW、G=80r/min、V=3.8mm/s,試驗結(jié)果為熔覆層表面光滑、外形規(guī)則并形成冶金結(jié)合,如圖2所示。

圖2 優(yōu)化工藝參數(shù)下單道覆層形貌
(2)多層熔覆。
因單道熔覆層厚度有限,對損壞較嚴重齒面還需進行多層修復。因多層熔覆時基體已不再是平面而是弧形,通過多次試驗,發(fā)現(xiàn)影響覆層高度的因素很復雜,沒有實時閉環(huán)監(jiān)測是無法精確控制的。最終將預先測得初始五層燒結(jié)高度的平均值作為分層基準,實踐證明效果較好。在多層熔覆試樣上用顯微硬度計測量硬度值,發(fā)現(xiàn)寬度方向上硬度相差很小,深度方向上的硬度如圖3所示,硬度分布比較均勻,且大大超過了粉末的硬度,能夠強化修復齒面,提高其耐磨性。
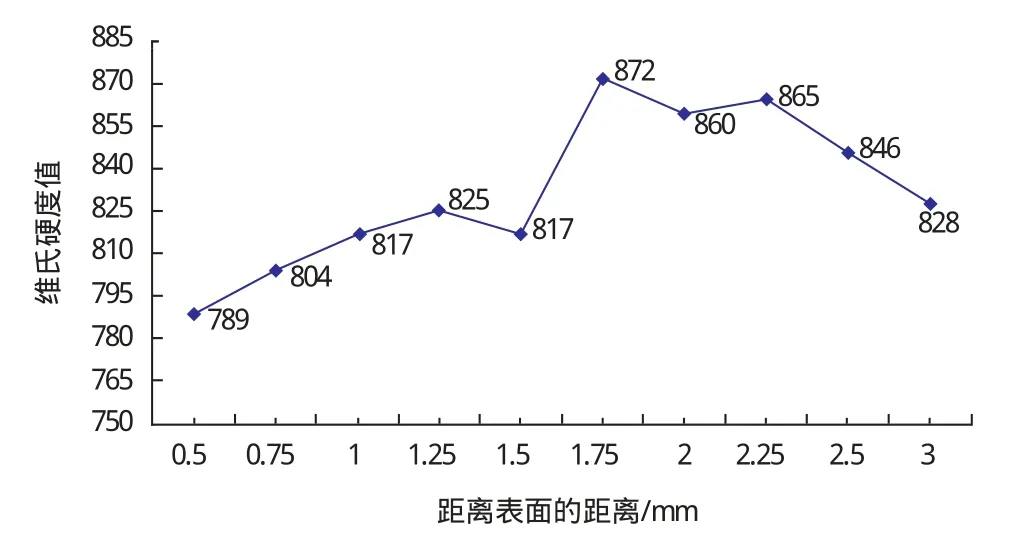
圖3 修復層深度方向上顯微硬度分布曲線
(3)多道搭接。
在齒輪修復中,不僅有各個磨損部位個別修復的要求,有時還需要對一個齒面進行整體修復。但由于光斑尺寸小,單道燒結(jié)的寬度十分有限,對大模數(shù)齒面激光熔覆只能采用多道搭接。搭接率的大小將直接影響到齒面修復層的表面平整和修復效果。若搭接率太小,兩道之間會有一條明顯的凹陷區(qū),若搭接率太大,整個涂層表面呈現(xiàn)一斜坡。根據(jù)搭接系數(shù)確定的理論依據(jù)和實驗驗證,當搭接系數(shù)為20%時修復層表面平整。
二、熔覆層缺陷控制
1.修復精度和表面質(zhì)量
大面積的齒面修復層表面雖較平整,但很粗糙,精度較低,必須經(jīng)過后續(xù)切削加工才能重新投入使用。究其原因,一是因為粉末輸送的不均勻和激光功率等工藝參數(shù)的不穩(wěn)定,造成單道厚度、寬度發(fā)生變化;二是采用側(cè)向同步送粉沿齒面掃描時,漸開面上各點的粉末運動方向與激光束掃描速度方向的夾角不一致,導致各點的粉末堆積形狀發(fā)生變化;三是熔池中凝固組織在高溫狀態(tài)下發(fā)生氧化,在修復層外表面形成了氧化皮外殼。通過實驗發(fā)現(xiàn),采用反復逐層機械修整的方法可以大大提高修復精度和表面質(zhì)量。
2.裂紋和氣孔
對齒面進行多道多層激光熔覆后,修復層表面會產(chǎn)生明顯的裂紋和氣孔。氣孔主要是由于粉末熔化過程中產(chǎn)生的氣體在快速凝固時來不及逃逸出表面所致。在實驗前對Ni60粉末烘干,并適當調(diào)整工藝參數(shù),減緩熔池冷卻結(jié)晶速度有利于氣體的逃逸。
激光熔覆過程修復層經(jīng)受一個極為不均勻的快熱快冷作用,熔池在快速凝固及隨后的快速冷卻中將產(chǎn)生內(nèi)應(yīng)力,這是導致齒面修復層開裂的主要原因。另外,Ni60粉末中B、Si元素的存在,使得熔覆層中會產(chǎn)生硅化物和硼化物等脆硬相,降低了修復層的延展性,增加了開裂傾向。輪齒修復前對齒面進行一定溫度的預熱、修復后再進行一定的后處理,可降低溫度梯度從而降低開裂可能。
3.齒頂塌陷
齒輪傳動時,主動齒輪齒頂將推動從動齒輪齒根運動。齒面激光熔覆時齒頂會發(fā)生塌陷現(xiàn)象,將影響傳動平穩(wěn)性。齒頂塌陷主要是由于激光照射時熱量向齒面邊緣擴散,位于邊緣的齒頂橫向剖面積小,熱集聚效應(yīng)明顯。此外,齒輪齒廓曲線為漸開線,熔融液體從高處向低處流,齒頂熔池里的熔液向兩側(cè)流動造成齒頂材料的流失而塌陷。
在激光功率、光斑尺寸不變的情況下,通過增加送粉量或減小掃描速度,使齒頂基體盡量少熔化可減緩塌陷。另外,通過實驗驗證,齒頂采用預置粉末法,先用較低的激光功率掃描,使小部分粉末熔化或微熔,依靠這部分粉末使大量的粉末粘結(jié)成團附著在齒頂表面,再進行正式的激光熔覆,基本能解決齒頂塌陷問題。
三、結(jié)語
(1)利用激光熔覆技術(shù)對失效齒面進行了激光熔覆修復。通過優(yōu)化工藝參數(shù),得到了表面平整、稀釋率低、具有良好冶金結(jié)合且硬度較高的修復層。
(2)通過采用反復逐層機械修整的方法提高了齒面修復精度和表面質(zhì)量,對輪齒修復前的預熱和修復后的后處理降低了開裂的可能,對熔覆粉末烘干并適當調(diào)整工藝參數(shù)解決了氣孔問題,采用粉末預置二次掃描基本解決了齒頂塌陷問題。
[1]趙麗娟,史輝.齒輪傳動中磨損問題的研究及修復方法綜述[J].中國工程機械學報,2007,5(2):243-245.
[2]陳列,謝沛霖.齒面激光熔覆中的防邊緣塌陷工藝研究[J].激光技術(shù),2007,31(5):518-521.
[3]吳健.影響激光熔覆層品質(zhì)的主要因素分析[J].機械制造與自動化,2004,33(4):52-56.
[4]董世運,張曉東.45鋼凸輪軸磨損凸輪的激光熔覆再制造[J].裝甲兵工程學院學報,2011,25(2):85-88.
[5]徐家樂,李忠國.激光熔覆層裂紋缺陷的研究進展[J].熱加工工藝,2013,42(8):6-9.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
