
基于SYSWELD的SMA490BW低合金鋼構架焊接仿真
2014-12-08 10:14:19孫凱顧庭瑞郭偉
中國科技縱橫 2014年8期
孫凱 顧庭瑞 郭偉
(四川工程職業技術學院,四川德陽 618000)
基于SYSWELD的SMA490BW低合金鋼構架焊接仿真
孫凱 顧庭瑞 郭偉
(四川工程職業技術學院,四川德陽 618000)
焊接仿真的優點在于可以利用先進的仿真軟件及后處理程序模擬復雜的焊接過程,可縮短工藝制定周期及成本,本文運用SYSWELD軟件焊接仿真功能實現對其焊后殘余應力及變形的仿真。通過材料化學成分及物理性質,建立SMA490BW低合金鋼材料屬性數據庫,并輸入簡化后的焊接電壓、焊接電流、線能量等焊接參數,確定了多焊縫焊接順序。經仿真計算得到構架殘余應力及變形結果,通過仿真計算結果和實驗測量結果的比對,分析得出最大殘余應力及沿焊縫方向殘余應力分布規律相當吻合。為今后SMA490BW低合金鋼產品改進焊接生產工藝、控制焊接成品質量打下基礎。對其焊接生產過程提供指導依據。
SYSWELD SMA490BW低合金鋼 焊接仿真 應力 變形
焊接工藝傳統做法是通過積累經驗來制定的,生產周期長,成本高。如今可以通過焊接模擬仿真縮短周期,節約成本。SYSWELD通過改變工藝參數得到理想的結果,分析后選擇最優化工藝,對整個焊接工藝的改進提供理論依據[1]。
本文研究的SMA490BW低合金鋼構架作為一種大型焊接結構件,整體尺寸跨度、超過了2米;雙邊側梁為下凹型箱體結構,這種特殊結構對整個加工過程來說難度很大;各種吊座繁多且大小形狀不一;構架結構復雜,機械加工面多,焊縫數量多,焊縫不規則分布,焊接難度高。
1 材料參數及焊接參數
1.1 材料性質
SMA490BW低合金鋼,其金相組織為細小晶粒的鐵素體和少量珠光體[2]。SMA490BW鋼具有優良的綜合力學性能,抗拉強度高,塑性好,同時具有較好的好的耐腐蝕性能,是生產交通運輸工具構架的常用材料。
本文運用SYSWELD軟件對整個SMA490BW低合金鋼構架進行仿真計算。根據材料的力學性能參數,在軟件中自定義材料參數,建立SMA490BW低合金鋼材料屬性數據庫。
SMA490BW低合金鋼,熔點1500℃,Ac1以及Ac3分別為727℃和867℃,密度為7.75g/cm3,伸長率大于15%。主要化學成分參數如表1所示。

圖1 網格模型圖
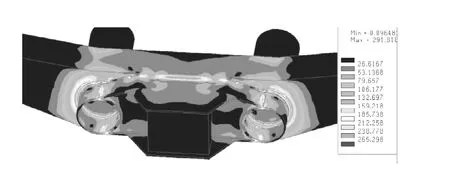
圖2 等效應力云圖

表1 SMA490BW低合金鋼化學成分
焊接材料的物理性質都是隨著溫度的改變而發生變化的。仿真采用雙橢球模型模擬計算得到焊接溫度場變化[3]。
1.2 焊接工藝及參數
SMA490BW低合金鋼構架整體結構主要是由橫梁圓管(壁厚為11mm,外徑為203mm)和側梁(下蓋板壁厚為12mm,其余均為8mm)構成,共12條焊縫。預計所有焊縫仿真計算時長控制在10000s內。采用富有氬氣體保護焊(MAG)進行焊接,保護氣體為80%Ar+20%CO2。在仿真時對焊接工藝參數進行簡化,電壓25V,電流250A,焊接速度8mm/s)同時考慮到MAG焊熱效率系數為0.7~0.85,選取焊接線能量為600J/mm。
整個構架結構上分布有5對對稱焊縫及其他兩條焊縫,共12條焊縫。按生產工藝,其焊接順序為:氣室焊縫至環焊縫。
2 網格模型
在建立網格模型前需將SMA490BW低合金鋼構架的幾何模型簡化。由于構架是對稱結構,取其一半,并將側梁簡化成三部分,8mm上蓋板、12mm下蓋板、8mm腹板,橫梁是壁厚為11mm,外徑為203mm的橫梁圓管,選取橫梁與側梁相交的一部分,構架結構共有焊縫12條,仿真計算時無法實現焊縫交叉的計算,所以在網格模型中,對交叉焊縫位置進行簡化。
在焊接數值仿真中計算是一個非線性瞬態過程,在焊縫區及熱影響區附近使用加密的網格得到較為精確的溫度分布而遠離焊縫區域用較稀疏的網格以減小運算規模。焊接過程中采用單元激活來實現焊接動態仿真。

圖3 構架測點焊接應力
綜上所述,建立網格模型包括各部件的三維單元、散熱面的二維單元、焊接線的一維單元以及焊接軌跡的定位節點和約束節點,整個模型整體尺寸為1394x748x398(mm),網格共有89890個三維單
元,129598個節點。網格模型如圖1所示。

圖4 沿焊縫向應力結果比對曲線

圖5 X-Y平面上變形

圖6 Y向變形
3 仿真結果
3.1 應力仿真結果
圖2為焊接完畢后SMA490BW低合金鋼構架充分冷卻下得到的焊接等效應力場云圖,圖中顯示,殘余應力的分布以焊縫附近兩側熱影響區最大,等效應力峰值291.8MPa。
3.2 仿真結果與實驗結果比對
構架殘余應力實驗測量主要采取X射線衍射法對焊縫結構進行殘余應力測量,采用iXRD殘余應力測量儀。選取構架上部分重要測點,共計8個測點,如圖3所示。
比較所選測點數據為沿焊縫方向殘余應力,以及垂直焊縫方向殘余應力,測點數據如圖3所示,經圖4比對可知實驗所得殘余應力分布規律與仿真所得殘余應力分布規律相似,仿真得到的殘余應力分布結果整體高于測試值。
3.3 變形仿真結果
通過仿真計算,圖5、圖6分別為SMA490BW低合金鋼構架部件在X-Y平面及Y方向上的變形情況,為了更清楚的將變形效果顯示出來,圖6中變形局部放大了50倍,實線部分為焊件原始位置的輪廓形狀。
構架在多個方向上的輪廓形狀產生了變形,焊后Y軸正方向存在較大彎曲。
4 結語
本文采用軟件對SMA490BW低合金鋼構架進行焊接仿真工作,結果能較好的反映焊接構架殘余應力及變形結果,通過仿真計算及實驗測量比對分析,當前焊接工藝計算結果與實驗測量所得焊接殘余應力沿焊縫方向存在一定的誤差,實際焊接過程中涉及到多層多道焊造成殘余應力偏大,但整體沿焊縫方向殘余應力分布規律較為吻合。通過仿真計算可以將應力及變形結果數據用于改進焊接工藝,如改變焊縫焊接順序,改進構架焊接夾具位置等方式減小焊接殘余應力及變形。減少成本投入,提高焊接質量及生產效率。
[1]LiuB.C. The 4th international conference on frontiers design and manufacturing [C].Hangzhou,June 17-19,2000,1-7.
[2]李丹丹等.多次補焊對SMA490BW鋼焊接過熱區沖擊性能的影響[J].熱加工工藝,2011,17(40):161-163.
[3]汪建華,戚新海等.三維瞬態焊接溫度場的有限元模擬[J].上海交通大學學報,1996,30(3):120-125.
孫凱(1982.5),男,碩士,助教,有限元分析、數值模擬,四川工程職業技術學院。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
