提高齒條軸加工效率的實(shí)用技巧
2014-12-02 01:35:22廣東鴻源眾力發(fā)電設(shè)備有限公司韶關(guān)512031溫文安
金屬加工(冷加工) 2014年17期
關(guān)鍵詞:工藝
廣東鴻源眾力發(fā)電設(shè)備有限公司 (韶關(guān) 512031) 溫文安
在批量生產(chǎn)的機(jī)械加工件中,必須運(yùn)用一些反常規(guī)思維的工藝方法,才能達(dá)到提高生產(chǎn)效率、降低加工成本的效果,從而取得市場(chǎng)競(jìng)爭(zhēng)優(yōu)勢(shì)。
如圖1 所示零件,為一長(zhǎng)期對(duì)外承接的加工業(yè)務(wù),有一定的批量,每月有上千條,但價(jià)格較低,按傳統(tǒng)工藝生產(chǎn)沒有利潤(rùn)可言。為了提高加工效率,筆者嘗試制定三種新工藝:一是不用調(diào)頭一次車完直身外圓余量工藝;二是在車床上鉆軸中心孔的快速工藝;三是采用整體式成形齒輪銑刀加工齒形工藝。
1.常規(guī)工藝
(1)下料:毛坯為φ42 mm 圓棒料,下料長(zhǎng)度為383.5 mm。
(2)粗車:用自定心卡盤夾住棒料一端,車光端面,打中心孔,如圖2 所示。把工件從卡盤中拉出一些,卡盤夾持住棒料頭,另一端用尾頂尖頂住車外圓至φ40.5 mm×360 mm,如圖3 所示。將工件再調(diào)頭,用卡盤夾持住剛才車出的φ40.5 mm 軸段,車出另一端面、打出中心孔、鉆出螺孔的底孔,并將剩余的φ42 mm×23 mm 車至φ40.5 mm。
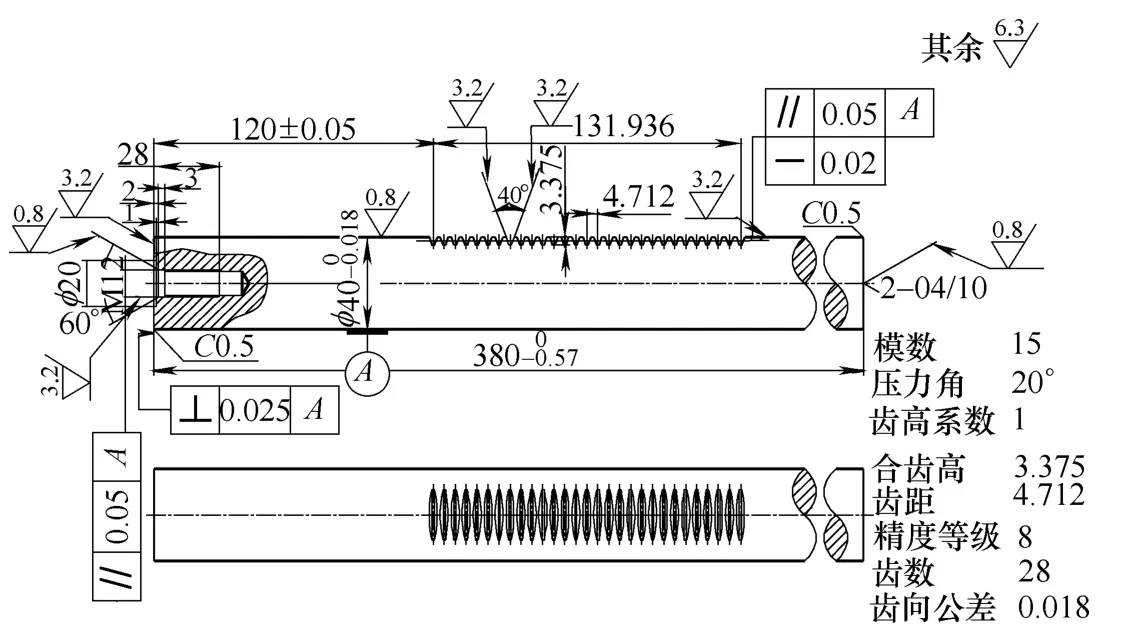
圖1 齒條軸
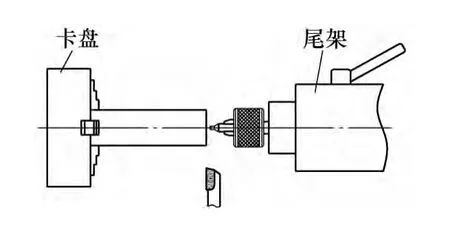
圖2 粗車第一步
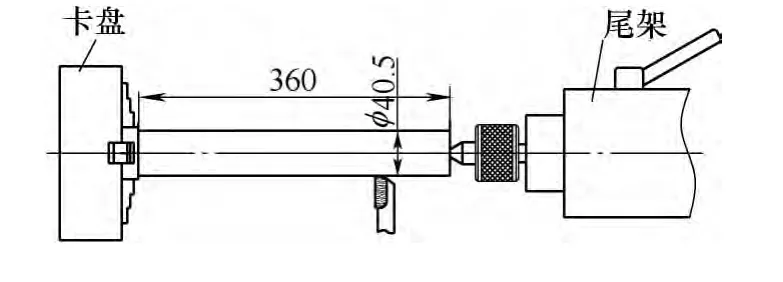
圖3 粗車第二步
(3)攻螺紋→粗磨→齒形加工(用單片成形銑刀銑齒或用電火花線切割割齒)→精磨。
2.工藝改進(jìn)
(1)不調(diào)頭一次車完直身外圓余量工藝:在第二步粗車時(shí),采用如圖4 所示的裝夾方法:在車床主軸前內(nèi)錐孔內(nèi)裝上一支錐軸,用于控制卡盤卡爪夾持工件的長(zhǎng)度為2.5 mm,在車外圓φ40.5 mm 時(shí),長(zhǎng)度車至379 mm 以上,使剩余的長(zhǎng)度余量小于4 mm。這樣的話,在下一步的調(diào)頭車端面控制總長(zhǎng)和端面倒角時(shí),就將本工序剩余的4 mm 余量車去了,也即是省去了調(diào)頭車外圓的工序,大大提高了效率。
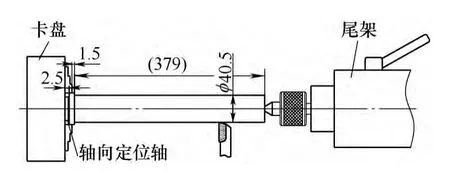
圖4 不調(diào)頭一次車完直身外圓余量法
(2)在車床上鉆軸中心孔的快速工藝 (見圖5):一般在車床上鉆軸的中心孔時(shí)是將工件夾持在卡盤上,而將其外伸出端放在中心架上;現(xiàn)在反過來使用,即將中心鉆頭從尾架移至床頭,中心架靠近卡盤,用一可調(diào)的“掣子”安裝在尾架錐孔內(nèi)以支承工件的外端。
“掣子”用舊鉆頭或鉸刀柄制成,用一短的矩形棒(約10 mm ×40 mm ×80 mm)鉆孔、壓配或焊接在錐柄上,并在另一端開槽,用作V 形支架。
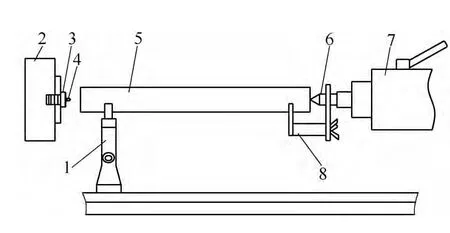
圖5 車床上鉆軸中心孔的快速法
將中心鉆放入床頭的軸套內(nèi),中心架靠近它安放,中心架的頂部或是去掉或是打開。中心架和尾架的V 形架調(diào)到使工件中心同車床中心高一致。V形架的位置無關(guān)重要。然后將工件軸放入此裝置,如圖5 所示,用手使尾架進(jìn)給,將工件推入中心鉆。中心鉆上的止環(huán)可以控制加工的深度。
(3)整體成形齒輪銑刀法加工齒形:原來利用單片成形齒輪銑刀銑齒或用電火花線切割割齒,效率都不高。因?yàn)樵擙X條的模數(shù)才1.5 mm,29 齒一起加工的話,其受力也是不大,普通銑床的功率是足夠的;所以,我們專門訂制了一把如圖6 所示的整體式成形齒輪銑刀,并且設(shè)計(jì)了相應(yīng)的夾具,一次可以裝夾10 條齒條軸坯,此工藝省去了分度齒距的操作和可以多條一起加工,效率大大提高。
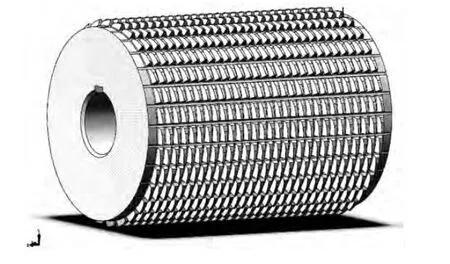
圖6 成形整體式齒輪銑刀
專家點(diǎn)評(píng):文章中的反常規(guī)思維,是創(chuàng)新思路,批量加工以提高生產(chǎn)效率為重點(diǎn),作者采用的方法很簡(jiǎn)單,卻很實(shí)用。
(1)在車床上鉆軸中心孔的方法,可以最大限度的提高主軸轉(zhuǎn)速,不足之處是,當(dāng)工件的自重較輕時(shí),中心鉆可能帶動(dòng)工件一起旋轉(zhuǎn),工件也容易產(chǎn)生翹頭,折斷中心鉆。建議中心架要適當(dāng)壓緊上蓋,增大工件的摩擦力并保證端面中心孔的空間位置。
(2)整體成形齒輪銑刀法加工齒形,作者設(shè)計(jì)了相應(yīng)的夾具,一次可以裝夾10 條齒條軸坯,如有夾具原理和工作簡(jiǎn)圖就更好了。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
