高延率易拉拔H08A軋制工藝優化
2014-12-02 04:23:42陳永利王皎月李元廷邱達全楊海波宋龍江
四川冶金 2014年4期
關鍵詞:工藝
陳永利,王皎月,李元廷,邱達全,張 森,楊海波,龔 波,宋龍江
(1.重慶科技學院 冶金與材料工程學院,重慶401331;2.四川達州鋼鐵集團責任有限公司,四川 達州635002)
1 引言
隨著我國自動焊接設備應用范圍的不斷擴大與焊接自動化水平的不斷提高,大型構件利用埋弧焊的比例不斷提高,埋弧焊絲需求量在不斷上升。H08A作為一種專用的焊絲拉拔盤條鋼種,具有“低碳、低硅、低錳”的成分特點[1],由于C、Si和 Mn含量較低,容易導致鋼水的氧含量偏高引起連鑄坯產生氣泡,軋制過程中易產生結疤[2-3]、折疊等產品缺陷[4-5]。使用含鋁合金脫氧過低后易引起連鑄澆注過程中絮流等生產事故,同時,LF溫度控制,吹氬強度和時間、喂絲類型和長度、澆注環境、保護渣等對都會對鑄坯的質量產生較大的影響[6-7];同時焊絲拉拔企業要求在執行GB/T3429-2002的同時要求該鋼種具備“高延伸、易拉拔”的拉拔加工性能,這就對組織均勻性和組織相成分控制提出更加嚴格的要求[8],其控冷工藝參數對該鋼種力學性能起決定性影響作用[9]。
達鋼技術中心通過各個工藝的優化控制,已成功開發出優質H08A盤條,不僅滿足GB/T3429-2002要求,而且滿足GB/T5293-1999和GB/T8110-2008標準,經四川大西洋集團使用驗證,其產品具備高延率易拉拔的優異性能。
2 實驗材料及方法
2.1 實驗材料
采用“高爐→轉爐→LF精煉爐→方坯連鑄”的冶煉工藝路徑,生產橫截面尺寸為150mm×150mm的連鑄方坯。連鑄坯成分:C≤0.07%,Si≤0.04%,Mn0.38-0.50%,P≤0.023%,S≤0.023%,Cr≤0.20%,Ni≤0.25%,Cu≤0.20%,其余為 Fe。具體冶煉成分見下表1所示。

表1 實驗鋼成分(%)
2.2 實驗方法
2.2.1 熱軋工藝路徑
連鑄方坯經表面檢查和去除表面缺陷后,裝入步進式加熱爐加熱,加熱制度采用三段式連續加熱,連鑄方坯加熱后經高壓水除鱗后進行軋制,經多道次連續軋制,軋制成φ6.5mm 焊絲盤條。
2.2.2 相變及溫度控制
選取表1中第2組成分進行分析,其熱軋過程中的相變溫度:Ar3=867.3℃,Ar1=716.2℃,其連續冷卻轉變曲線如圖1所示,從相轉變圖可以得出,珠光體在較低冷卻速率的情況下,開始轉變溫度為670℃。為了得到低屈服和低抗拉強度的易拉拔焊絲盤條,其組織中不宜產生過多珠光體組織,所以在670℃之前,鐵素體轉變溫度區間不宜采用較大冷卻速度。
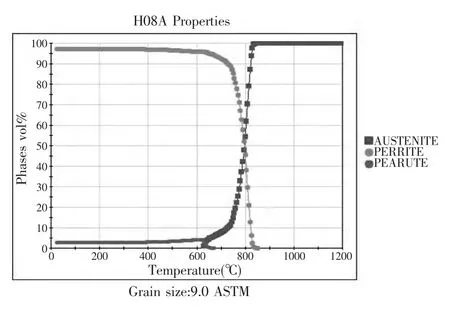
圖1 H08A相轉變圖
經測算H08A其連續冷卻轉變曲線如圖2所示,在0.01℃/s-10℃/s較寬的冷卻速度情況下得到的組織為F+P;當冷卻速度超過10℃/s時,珠光體含量增加明顯,勢必造成H08A拉拔性能下降;隨著冷卻速度的進一步增加,Ar3、Ar1溫度都開始下降,Ar1下降幅度較Ar3明顯,相變溫度區間擴大,得到更多P組織,甚至出現B和M組織,材料屈服和抗拉強度進一步增加,延伸率和面縮將進一步降低。通過對H08A連續冷卻轉變規律的研究可知,為了獲得良好的拉拔和延伸性能,風冷輥道冷卻速度控制至關重要。

圖2 H08A連續冷卻轉變曲線
2.2.3 析出相溫度及控制
H08A焊絲盤條的析出相及析出溫度如圖3所示,從圖中可知,在200℃-380℃之間,其析出主要是FeC3和Cr(CN),其中主要以FeC3析出為主,其它析出主要是冶煉廢鋼所帶入的其它合金碳氮化物數量較少。
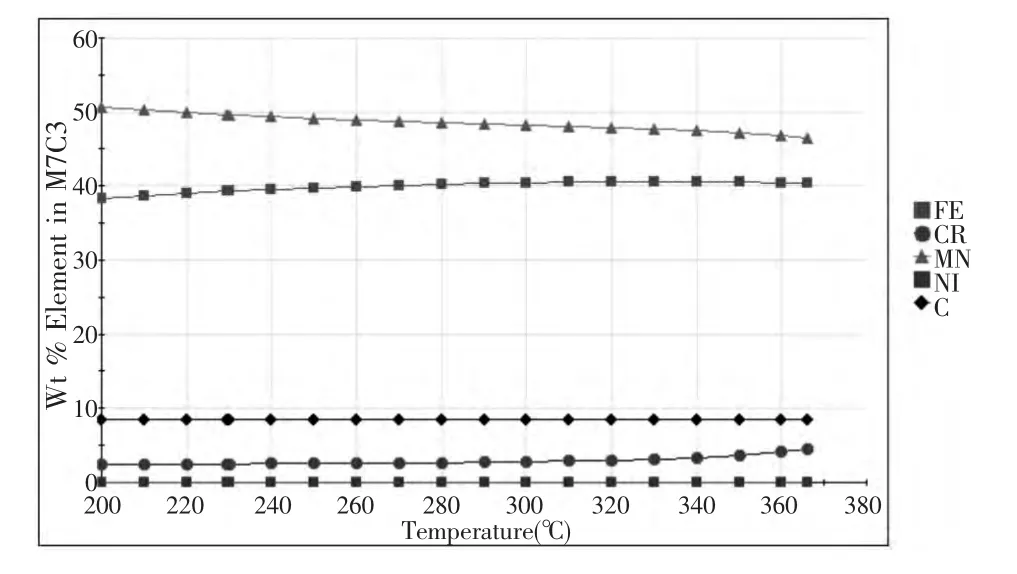
圖3 H08A合金析出溫度曲線
3 實驗結果及分析
在其它軋制工藝參數基本相同的情況下,風冷冷卻速率根據各成分含量不同進行柔性動態控制,以控制在不同相變溫度下的冷卻速度,最終控制產品的力學性能如表2所示。

表2 H08A軋材力學性能
從表2中可以看出,采用本工藝的控制軋制與控制冷卻的方法,生產的屈服強度小于270MPa,抗拉強度小于350,延伸率大于45%,面縮率大于75%的優質焊接盤條,其各項指標滿足GB/T3429-2002要求、而且滿足焊絲企業標準GB/T5293-1999和GB/T8110-2008;其加工性能得到四川大西洋焊條廠肯定。
4 結論
通過對冶煉成分、LF精煉和連鑄各環節的嚴格控制,四川達鋼生產的H08A連鑄坯具有“低碳、低硅、低錳”的特點,生產各工藝環節流暢。經軋鋼廠軋制,其各項力學性能指標優異,其優異的拉拔性能得到了大西洋的肯定。通過本次試制得到如下結論:
(1)通過轉爐-LF精煉-連鑄的組合優化控制,其鑄坯相對國標GB/T3429-2002具備“低碳、低硅和低錳”的特點,其P、S含量,控制較低范圍,鑄坯各項性能優異。
(2)通過計算分析和實驗驗證,控冷過程中 的相變溫度:Ar3=867.3℃,Ar1=716.2℃,在670℃之前,鐵素體轉變溫度區間不宜采用較大冷卻速度。
(3)H08A焊絲盤條在200℃-380℃之間,其析出主要是FeC3和Cr(CN),其中主要以FeC3析出為主。
(4)根據各成分含量不同進行風冷冷卻速率柔性動態控制的控制軋制與控制冷卻的工藝控制方法,可生產出屈服強度小于270MPa,抗拉強度小于350,延伸率大于45%,面縮率大于75%的優質焊接盤條;其各項指標滿足GB/T3429-2002要求,而且滿足焊絲企業標準GB/T5293-1999和GB/T8110-2008,其各項性能指標優異。
[1]龔堅,劉建輝,熊萬平,冬嬡華.首鋼連鑄H08A的開發與生產[A].李文秀.冶金工業出版社 [C].冶金工業出版社,2003:455-460.
[2]李碧春,章金楠,周遠華,等.H08A焊接用鋼圓盤條生產與實踐[A].2004:179-183.
[3]王宏斌,李家征,祁立國,等.H08A焊條鋼生產實踐[J].河北冶金,2007(1).
[4]張華,張覺靈,楊海西,李秀梅.H08A焊條鋼的開發[J].河北冶金,2012(5).
[5]郝忠.H08A脫氧工藝探討[J].河南冶金,2012(2).
[6]楊志雄,陳勇,嚴進寶.日鋼H08A焊條鋼煉鋼工藝實踐[J].鋼鐵研究,2009(6).
[7]王宏斌,李家征,祁立國,等.宣鋼H08A焊條鋼生產實踐[A],2006:222-225.
[8]陳華,李文研.H08A鋼的質量控制[A].李文秀.冶金工業出版社[C].冶金工業出版社,2003:359.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52