低合金高強度結(jié)構(gòu)鋼焊接性能研究
2014-11-25 11:41:06譚震國胡慶超
金屬加工(熱加工) 2014年18期
關(guān)鍵詞:焊縫
譚震國 胡慶超
1.概述
隨著國內(nèi)外工程機械的發(fā)展,為了減輕工程機械中焊接結(jié)構(gòu)的質(zhì)量,節(jié)約材料和縮短焊接工期,在降低焊接產(chǎn)品結(jié)構(gòu)成本條件下,也能夠提高生產(chǎn)效率和使用性能,低合金高強鋼就是在這種復(fù)雜苛刻的工況要求下逐漸被工程設(shè)計部門所采用,使得工程機械的設(shè)計逐漸向輕型化、快速化的方向發(fā)展,于是低合金高強鋼的焊接性能成為了廣大工程技術(shù)人員及高等院校、科研院所研究的課題。本公司從實際產(chǎn)品中涉及的材料角度出發(fā),重點研究了Q550C+Q550C同級別高強鋼,Q550C+Q690D、Q550C+Q345D不同級別高強鋼的焊接性。
2.試驗材料
本試驗研究的母材Q345D、Q550C和Q690D均為低合金高強度結(jié)構(gòu)鋼,執(zhí)行標(biāo)準(zhǔn)為GB/T1591—2008《低合金高強度結(jié)構(gòu)鋼》,本試驗的母材分別為五礦營口中板有限責(zé)任公司生產(chǎn)的控軋態(tài)Q345D低合金高強鋼、寶山鋼鐵股份有限公司生產(chǎn)的控軋態(tài)Q550C低合金高強鋼和舞陽鋼鐵有限公司生產(chǎn)的調(diào)質(zhì)態(tài)Q690D低合金高強鋼,其化學(xué)成分及力學(xué)性能分別如表1~表3所示。
3.焊接性分析及焊接材料的選擇
(1)焊接性分析 Q345D、Q550C和Q690D均屬于低合金高強度結(jié)構(gòu)鋼,現(xiàn)在國內(nèi)很多鋼廠為了提高鋼的強韌性及其優(yōu)良的綜合力學(xué)性能,在Q550C和Q690D等級的高強鋼的成分設(shè)計中添加了一些合金元素,如Mn、Cr、Ni、Mo、V、Nb、B及Cu等,并且加大了對S、P元素的控制,以便提高鋼的淬透性和回火穩(wěn)定性,正因為如此加大了冷裂紋及脆硬組織出現(xiàn)的幾率。從低合金高強鋼的焊接性研究出發(fā),其常出現(xiàn)的焊接缺陷主要有冷裂紋、熱裂紋、氫致裂紋、脆化和軟化。
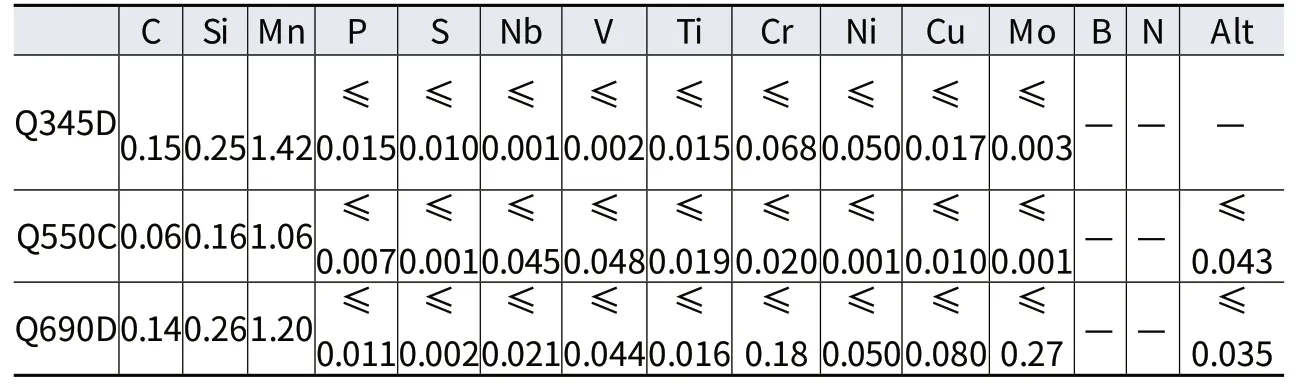
表1 低合金高強鋼化學(xué)成分(質(zhì)量分?jǐn)?shù)) (%)
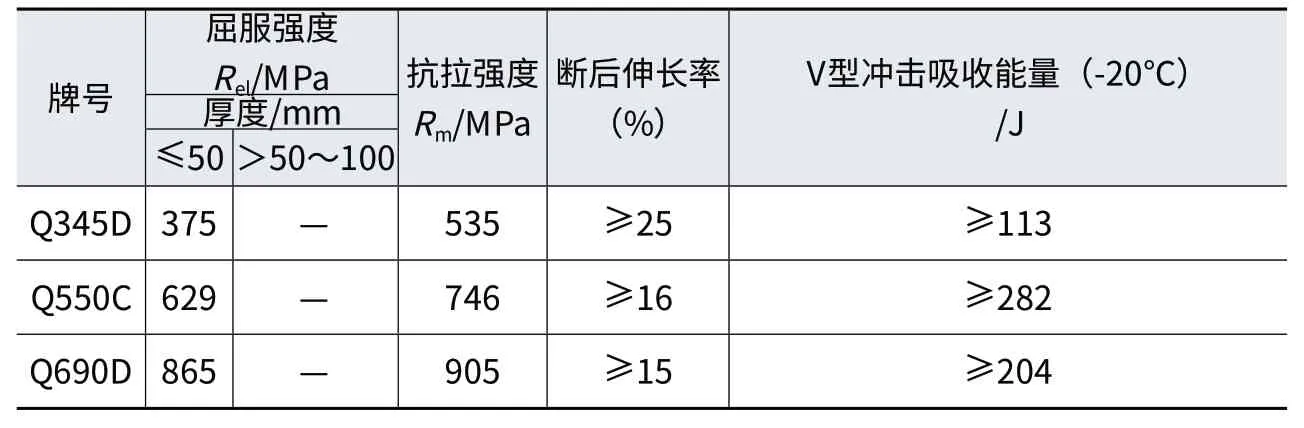
表2 低合金高強鋼力學(xué)性能

表3 低合金高強鋼焊評中的板厚組合
預(yù)熱溫度的計算:碳當(dāng)量法,我們常將鋼中各自合金元素都按相當(dāng)于若干含碳量進行折合并累計起來求得碳當(dāng)量,采用CE或Ceq標(biāo)識,用CE值來評估冷裂傾向的大小。
根據(jù)國際焊接學(xué)會(IIW)推薦采用的計算碳當(dāng)量CE的表達(dá)式計算得到Q550C和Q690D低合金高強鋼的碳當(dāng)量CE值分別為0.25%、0.41%。
國際焊接學(xué)會(IIW)規(guī)定,在碳當(dāng)量計算公式適用于中、高強度的低合金高強鋼,當(dāng)CE≤0.45%時,焊接板厚<25mm的板可以不預(yù)熱,本試驗中采用的板厚均≥25mm,所以在焊接工藝中還應(yīng)采取焊前預(yù)熱處理。
(2)焊接材料的選擇 通過上述主要對Q550C和Q690D低合金高強鋼的焊接工藝性分析,為了獲得與Q550C和Q690D母材同樣的強度及韌性,我們根據(jù)等強匹配原則,選擇伯合樂焊接技術(shù)有限公司生產(chǎn)的實芯焊絲T Union GM 90,按照AWS A5.28標(biāo)準(zhǔn)牌號為ER90S—G,φ1.2mm,此焊絲能夠適用于淬火、回火和熱加工細(xì)晶粒結(jié)構(gòu)鋼和高強度的抗蠕變結(jié)構(gòu)鋼焊接,焊縫金屬具有良好的低溫沖擊性能;對于低合金高強鋼Q345D與Q550C的焊接材料,我們則是按照低強匹配原則,選擇的焊材是上海大西洋焊接材料有限責(zé)任公司生產(chǎn)的實芯焊絲CHW—50C6SM,按照AWS A5.28標(biāo)準(zhǔn)牌號為70S—6,焊絲T Union GM 90和CHW—50C6SM的化學(xué)成分及力學(xué)性能分別如表4和表5所示。
4.焊接工藝要點
(1)焊接參數(shù) 本試驗的焊接方法均采用熔化極氣體保護焊,為了保證焊縫無損檢測及結(jié)合實際產(chǎn)品的坡口形式,本試驗采用X形坡口形式。經(jīng)過前述對低合金高強鋼的焊接工藝性有效合理的分析,再加上試驗過程中我們不斷的調(diào)節(jié)焊接參數(shù),得出了最佳的焊接參數(shù),如表6所示。
焊接的預(yù)熱范圍為距焊道3倍板厚,且≥75mm,且焊接過程中必須在試板兩端加引弧板以保證焊縫質(zhì)量。
(2)試驗結(jié)果分析 各種性能試驗結(jié)果如表7~表9所示。

表4 T Union GM 90焊接材料化學(xué)成分

表5 T Union GM 90焊接材料力學(xué)性能

表6 各種母材組合下的焊接參數(shù)

表7 試板拉伸試驗結(jié)果(試驗標(biāo)準(zhǔn)ASTM E8M—04)

表8 焊接試板彎曲試驗結(jié)果

表9 沖擊試驗結(jié)果(-20℃)
通過對本試驗的焊縫無損檢測(MT、UT檢測),其中UT標(biāo)準(zhǔn):GB11345質(zhì)量等級I級,GB11345檢測等級B級;MT標(biāo)準(zhǔn):GB/T 19418—2003表1中C級;無損檢測結(jié)果滿足標(biāo)準(zhǔn)要求。根據(jù)性能試驗結(jié)果,對于母材Q550C+Q690D的匹配,根據(jù)低強匹配原則選用焊材T UnionGM 90;母材Q550C+Q550C的匹配,根據(jù)等強匹配原則選用焊材T Union GM 90;母材Q550C+Q345D的匹配,根據(jù)低強匹配原則選用焊材CHW—50C6SM,這三組焊接工藝性試驗結(jié)果均符合試驗標(biāo)準(zhǔn),故證明其焊接工藝是合理的,可以指導(dǎo)產(chǎn)品的實際焊接生產(chǎn)。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(shù)(2014年4期)2014-10-13 08:30:07
