怎樣發(fā)揮熱處理在設(shè)計中的作用
2014-11-25 11:42:24文海鵬
金屬加工(熱加工) 2014年23期
文海鵬
設(shè)計者要了解材料與熱處理之間的關(guān)系,知道零件在受拉壓負(fù)荷和扭矩工況下如何選取合適的材料。
一、材料選擇
設(shè)計者首先從零件在產(chǎn)品中的作用選取材料和結(jié)構(gòu)形式,材料選擇可從以下幾方面考慮。
1.零件作用
選取材料時,如果零件不是主要受力件或受力較小,可選取普通的碳素鋼;如果該零件受很大的載荷,首先要考慮零件的強(qiáng)度問題,這時可選取優(yōu)質(zhì)碳素鋼或合金鋼來滿足零件所要求的強(qiáng)度,且中碳鋼和合金鋼要進(jìn)行調(diào)質(zhì);一些零件受力不大,但易受疲勞載荷作用破壞;一些長期處在摩擦的場合,零件表面就需要很好的耐磨性,這時可采取表面處理工藝來提高抗疲勞性和耐磨性。
2.零件的性能與材料淬透性、回火性能之間的關(guān)系
材料有熱處理要求時要考慮材料的淬透性能,材料的淬透性能首先與材料本身有關(guān),其次與材料工件的厚度也有關(guān)。設(shè)計手冊上的材料工件厚度參數(shù),是試塊試驗(yàn)得出的,而試塊尺寸規(guī)格都較小,設(shè)計者要注意實(shí)際應(yīng)用場合。
(1)淬透性對材料力學(xué)性能的影響 鋼淬火后能獲得淬硬層深度的性質(zhì)叫淬透性。材料淬火后,從表面到內(nèi)部馬氏體組織占50%處的距離為淬硬層深度。一般合金鋼的淬透性高于碳鋼,同一直徑為50mm的圓鋼,一個材料為45鋼,另一個為35CrMo鋼。淬火后35CrMo鋼從表面到心部完全淬透,其力學(xué)性能沿截面是均勻分布的,抗拉強(qiáng)度和屈服強(qiáng)度從表面到心部都一樣。淬火后再經(jīng)過高溫回火,得到的組織從表面到心部都是回火索氏體組織。其中滲碳體呈粒狀分布,具有較高的強(qiáng)度和韌性。而45鋼,淬透性相對差些,心部沒有淬透,組織為片層狀索氏體,韌性較低,抗拉強(qiáng)度和屈服強(qiáng)度從表面到心部是降低的,韌性從表面到心部是增大的,其力學(xué)性能沿截面分布不均勻。
(2)影響淬透性的因素 影響淬透性的因素是臨界冷卻速度vk,此速度為全部獲得馬氏體組織的最小冷卻速度,此值越小,越易獲得馬氏體組織,表示鋼的淬透性強(qiáng)。亞共析鋼隨著含碳量的增加,將降低臨界冷卻速度,等溫轉(zhuǎn)變曲線右移,淬透性有所增加,過共析鋼隨著含碳量(質(zhì)量分?jǐn)?shù))超過1.2%~1.3%時,臨界冷卻速度將升高,等溫轉(zhuǎn)變曲線左移,淬透性明顯降低,合金元素Mn、Mo、Cr、Al、Si、Ni等能降低鋼的臨界冷卻速度,使鋼的淬透性有較大的提高。如果設(shè)計的零件要求全部淬透,選取含以上合金元素的合金鋼將有利于提高材料的淬透性,淬火+回火后可達(dá)到零件所要求的性能。

(3)不同溫度回火后的性能 為發(fā)揮材料最佳性能,一些中碳鋼或合金鋼必須經(jīng)過調(diào)質(zhì)處理。根據(jù)材料使用的目的不同,可控制回火溫度得到不同的組織。回火溫度在150~250℃,得到的組織為回火馬氏體,硬度為58~64HRC,這種回火主要是為了降低材料的殘余應(yīng)力和脆性。一些工模具需要高硬度和較高的耐磨性能,經(jīng)常采用低溫回火,得到所要的材料性能。回火溫度在350~500℃,得到的組織為回火托氏體,硬度為35~45HRC。中溫回火主要用于各種彈簧的處理,使其在保持一定韌性的同時具有高的彈性和屈服強(qiáng)度,回火溫度在500~650℃,得到的組織為回火索氏體,硬度為200~350HBW。如果設(shè)計的零件需要調(diào)質(zhì)處理,在選材時注意材料的WC在0.27%~0.5%之間比較合適,含碳量過低不易淬硬,回火后達(dá)不到所需要的強(qiáng)度;含碳量過高則韌性不夠,綜合力學(xué)性能變差。
二、受拉壓或扭轉(zhuǎn)負(fù)荷零件設(shè)計中注意的問題
比如我廠不壓井修井機(jī)試驗(yàn)拉桿(見圖1)是梯形螺紋聯(lián)接,規(guī)格為Tr120×10,承受拉力為1600kN,承受負(fù)荷較大。經(jīng)過計算,螺紋要承受1600kN的拉力,螺紋的安全系數(shù)取3,經(jīng)過計算要求材料屈服強(qiáng)度≥800MPa,材料的使用才安全。由于整個截面都要受力,要求該零件的表面和心部力學(xué)性能一致,故選取能全部淬透的鋼。優(yōu)質(zhì)碳素鋼與合金鋼相比,合金鋼的淬透性優(yōu)于優(yōu)質(zhì)碳素鋼,選取35CrMo鋼管,壁厚為45mm。該材料的淬透性值為42J/(11~32),J為末端淬透性,表示淬火后,在11~32mm距離處硬度為42HRC,油淬臨界直徑為31~90mm。
根據(jù)35CrMo鋼的淬透性曲線可知,在管子壁厚中間部位求得(32~46)J/22.5,表示鋼管完全淬透,完全滿足設(shè)計要求。經(jīng)過調(diào)質(zhì)處理后,硬度在290~320HBW,抗拉強(qiáng)度達(dá)到990MPa,合金鋼的屈強(qiáng)比在0.85左右,可知屈服強(qiáng)度可達(dá)840MPa左右。且整個截面基本淬透,表面的抗拉強(qiáng)度、屈服強(qiáng)度與心部基本一致,使材料承受抗拉壓能力達(dá)到最好性能。淬透后的組織從表面到心部都是回火索氏體組織,其中滲碳體呈粒狀分布,具有較高的韌性。如果材料中心沒有淬透,表面組織是回火索氏體,心部組織為片層狀索氏體。首先,表現(xiàn)的是其抗拉強(qiáng)度、屈服強(qiáng)度心部明顯下降,達(dá)不到所要求的屈服強(qiáng)度,當(dāng)拉桿所受外負(fù)荷產(chǎn)生的應(yīng)力大于材料的屈服強(qiáng)度時而被拉斷。其次,沖擊韌度和疲勞性能都降低,導(dǎo)致整體性能下降。可根據(jù)材料表面所需要的不同硬度,選取不同的回火溫度來控制其表面的硬度,該試驗(yàn)拉桿用卡瓦進(jìn)行夾持,太硬就會損壞卡瓦牙,太軟卡瓦牙就會打滑,夾持不住拉桿,無法使用,拉桿硬度在290~320HBW之間比較合適,因此淬火后回火溫度控制在400~440℃就可滿足硬度和強(qiáng)度要求。
我廠另一個試驗(yàn)扭桿(見圖2),主要是來傳遞扭矩,最大扭矩為24kN·m。根據(jù)使用功能只能選取圓形截面的型材,如圓管和圓鋼。圓管重量相對于圓鋼比較輕,便于吊裝,可節(jié)約材料,降低設(shè)計成本,故選取圓管較合適。扭桿承受扭力時,圓管最外徑承受的剪切力最大,越往里承受的剪切力逐漸減小,心部不受剪切力,故要求材料厚度一半淬透即可,根據(jù)剪切強(qiáng)度和要承受的扭矩大小,選用45鋼管,壁厚20mm。該材料的淬透性值為43J/(1.5~3.5),水淬臨界直徑為5~20mm,經(jīng)調(diào)質(zhì)后屈服強(qiáng)度達(dá)305MPa以上,計算后鋼管最外圓所受的最大剪切力90.5MPa,通過計算后安全系數(shù)為2,完全滿設(shè)計要求。表面硬度為290~320HBW,滿足設(shè)計要求,該硬度接近油管的硬度,適合卡瓦牙的夾持,不需再選取淬透性高的材料。
三、疲勞破壞和耐磨性問題
除選用合適的材料外,了解一些提高材料抗疲勞強(qiáng)度和表面耐磨性能的熱處理方法及強(qiáng)化工藝,對設(shè)計選材有很大幫助。
1.表面淬火處理
我廠生產(chǎn)的滑輪比較多,滑輪槽常受鋼絲繩摩擦而易磨損,且承受載荷也不斷變化,因此滑輪槽表面要有一定的耐磨性和抗疲性。滑輪槽表面進(jìn)行高頻感應(yīng)淬火可提高耐磨性和抗疲勞性能。

圖1 拉桿
高頻淬火可在幾秒鐘內(nèi)使工件表面上升到800~1000℃,而心部溫度仍接近室溫,表面已超過相變溫度(727℃)。此時工件表面發(fā)生相變形成奧氏體組織,淬火冷卻后變?yōu)殡[晶馬氏體組織。由于馬氏體比奧氏體體積大,因此表層金屬膨脹,受里層金屬的牽制,產(chǎn)生殘余壓應(yīng)力,能提高疲勞強(qiáng)度,從而提高了零件的抗疲勞性能。設(shè)計滑輪時,選強(qiáng)度較高、塑性和韌性較好的ZG270-500,其wC為0.4%,屬中碳鋼(在0.4%~0.5%之間適合表面淬火)。如果含碳量過高,則會增加淬硬層脆性,降低心部塑性和韌性,淬火時易開裂,相反,則淬火后硬度和耐磨性達(dá)不到設(shè)計的要求。滑輪槽表面淬火后的硬度為40~50HRC,淬硬層深度為1.5~2.5mm。注意如果材料的綜合力學(xué)性能差,表面淬火之前材料要進(jìn)行調(diào)質(zhì)處理,可根據(jù)零件使用的目的來確定。
2.表面強(qiáng)化
鉆機(jī)產(chǎn)品上用的齒輪,承受較重的載荷,齒與齒之間易磨損,齒表面需要較高的硬度以提高耐磨性能,而其他部位需要較好的韌性和塑性,故選用滲碳鋼比較合適。如20CrMnTi,wC在0.10%~0.25%之間,屬于低碳鋼,心部具有很好的韌性和塑性。用表面強(qiáng)化滲碳處理來提高齒表面的耐磨性能,滲碳后工件表面wC在0.85%~1.05%比較合適。滲碳一般選氣體滲碳,溫度在900~950℃。
滲碳后要進(jìn)行低溫回火處理,表面得到細(xì)小片狀回火馬氏體及少量的滲碳體組織,硬度在56~62HRC。而心部組織隨鋼的淬透性不同而有所不同,如低碳鋼,心部組織為鐵素體和珠光體,硬度為10~15HRC,而低碳合金鋼20CrMNTi由于淬透性高,心部為回火低碳馬氏體及鐵素體組成,其硬度為35~45HRC,具有較高的強(qiáng)度和很好的韌性和塑性,但其滲碳淬火溫度高,零件變形大。最后要進(jìn)行精加工處理,一般采用磨削加工,注意滲碳的深度要留出磨削加工余量。
另一個表面強(qiáng)化工藝滲氮,滲氮溫度在500~570℃,滲氮后在零件表面形成一層硬度很高的氮化物。因?yàn)闈B氮層內(nèi)具有較大的殘余壓應(yīng)力,能抵消在疲勞載荷下產(chǎn)生的拉應(yīng)力,延緩疲勞破壞過程,且滲氮層面是致密且連續(xù)分布,有效地提高了零件的抗腐蝕能力。由于滲氮溫度在A1(727℃)以下,滲氮后無需淬火即可達(dá)所需硬度,所以滲氮變形小。我廠的不壓井修井機(jī)上的卡瓦總成中有4個支架(見圖3),支架內(nèi)側(cè)有精度較高的圓弧面及圓弧槽,外側(cè)為斜面,該斜面受力且易磨損導(dǎo)致零件失效。故選用淬透性較好的42CrMo合金鋼,粗車后調(diào)質(zhì)處理。原材料采用鍛件,保證了毛坯的質(zhì)量,為了保證4片支架的圓弧面同心,只有采用整體加工圓弧面和圓弧槽后切成4片,然后再加工其他地方。如果采用滲碳淬火處理,其變形大,影響加工過的尺寸精度,從而導(dǎo)致零件報廢,這時采用滲氮處理比較合適,且42CrMo材料中含有易滲氮的Cr、Mo等合金元素。滲氮處理后零件變形小,不影響圓弧面與圓弧槽的尺寸公差,滲氮后再對斜面進(jìn)行精磨或研磨即可達(dá)到性能要求。由于滲氮層比較薄,厚度在0.24~0.5mm,要注意精加工余量。
由此可見,設(shè)計者掌握一些熱處理方面的知識,可指導(dǎo)合理選材,有助于提高設(shè)計質(zhì)量,降低制造成本,提高生產(chǎn)效率及使用性能,延長產(chǎn)品使用壽命。
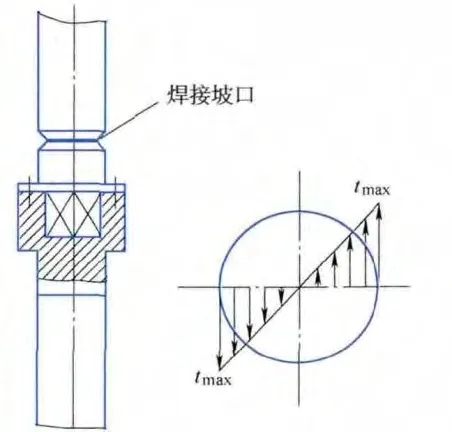
圖2 扭桿連接示意
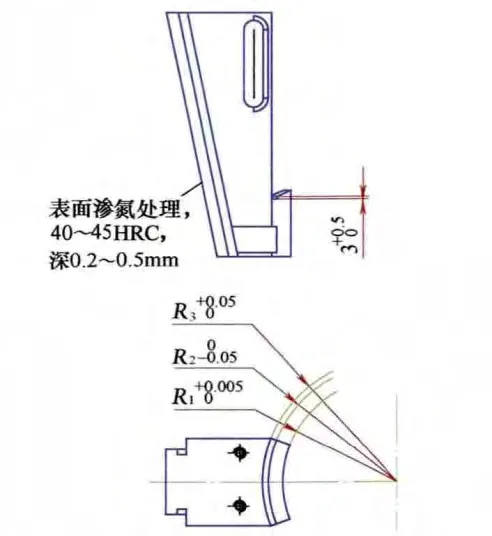
圖3 支架示意
