基于案例推理的機器人制孔工藝參數決策
2021-10-20 00:58:54尤新宇
科學技術創新 2021年28期
尤新宇 孫 柳
(1、江蘇電力裝備有限公司,江蘇 常州 213000 2、中國石化銷售股份有限公司江蘇泰州石油分公司,江蘇 泰州 225300)
1 概述
在機器人制孔過程中,針對不同材料的加工件、加工件上不同位置及加工尺寸等不同的要求下,現階段的機器人制孔工藝大多是無法擺脫傳統的人工經驗選擇方法,這使得目前的機器人制孔工藝制約在此瓶頸下,處于半智能狀態,無法達到全智能制孔的狀態。因此,智能制孔工藝參數優選工藝在機器人制孔工藝中處于重要的作用,也是目前機器人智能制孔的空缺點。
為提高制孔效率、縮短制孔工藝確定周期、提高制孔質量,大量研究者致力于機器人制孔智能化方法的研究。基于案例推理(Case-based reasoning, CBR)方法通過重用或修改先前解決相似問題的方案來解決當前問題,符合制孔工藝制定的經驗依賴性特點,得到了廣泛關注。[1]
因此,本文基于案例推理研究制孔工藝刀具與加工參數自動生成方法,根據影響刀具與加工參數選擇的主要因素,進行系統完整的建模設計,機器人收到加工工件信息與加工指令時,能自動匹配相應的刀具與加工參數。這對于改善目前機器人制孔乃至整個制孔工藝現階段存在的效率低下等問題有著歷史意義。
2 機器人制孔案例建模
為方便對工藝信息進行管理,需將整個案例的案例描述、解決方案及案例評價部分進行有效的建模,尤其針對解決方案部分的工藝參數信息進行有效的分類,通過分析各個工藝參數相關的信息進行匯總分類,方便案例推理算法的案例表達的描述。主要包括:待加工件的描述(加工要求描述),解決方案描述(刀具描述、末端執行件信息描述與切削參數描述)以及案例評價描述。其總體建模如圖1 所示。
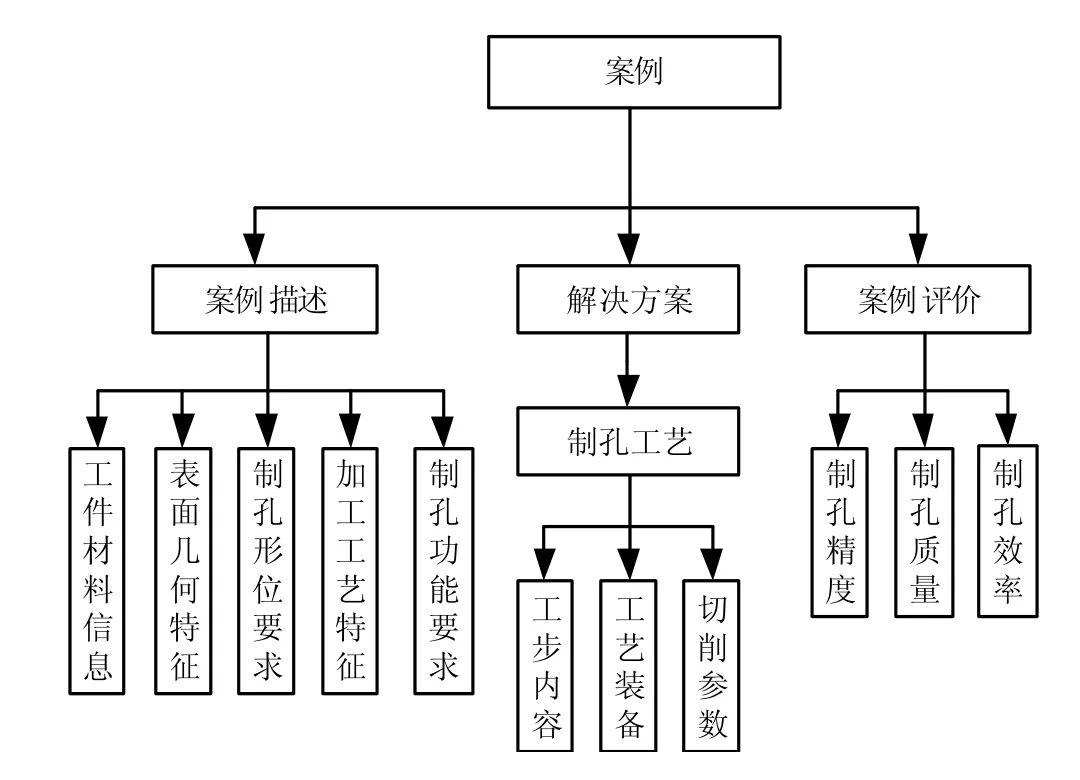
圖1 案例表達的總體建模
2.1 加工要求信息
當前制孔的信息需要通過智能感知方法,獲得當前待加工工件的信息,或通過接口交換當前制孔加工處于的加工工藝階段信息,以獲取當前待加工的孔位的位置、加工尺寸、加工深度與加工要求,便于通過待加工的約束條件,形成加工問題描述,于智能優選系統獲取加工。因此建模如圖2 所示。
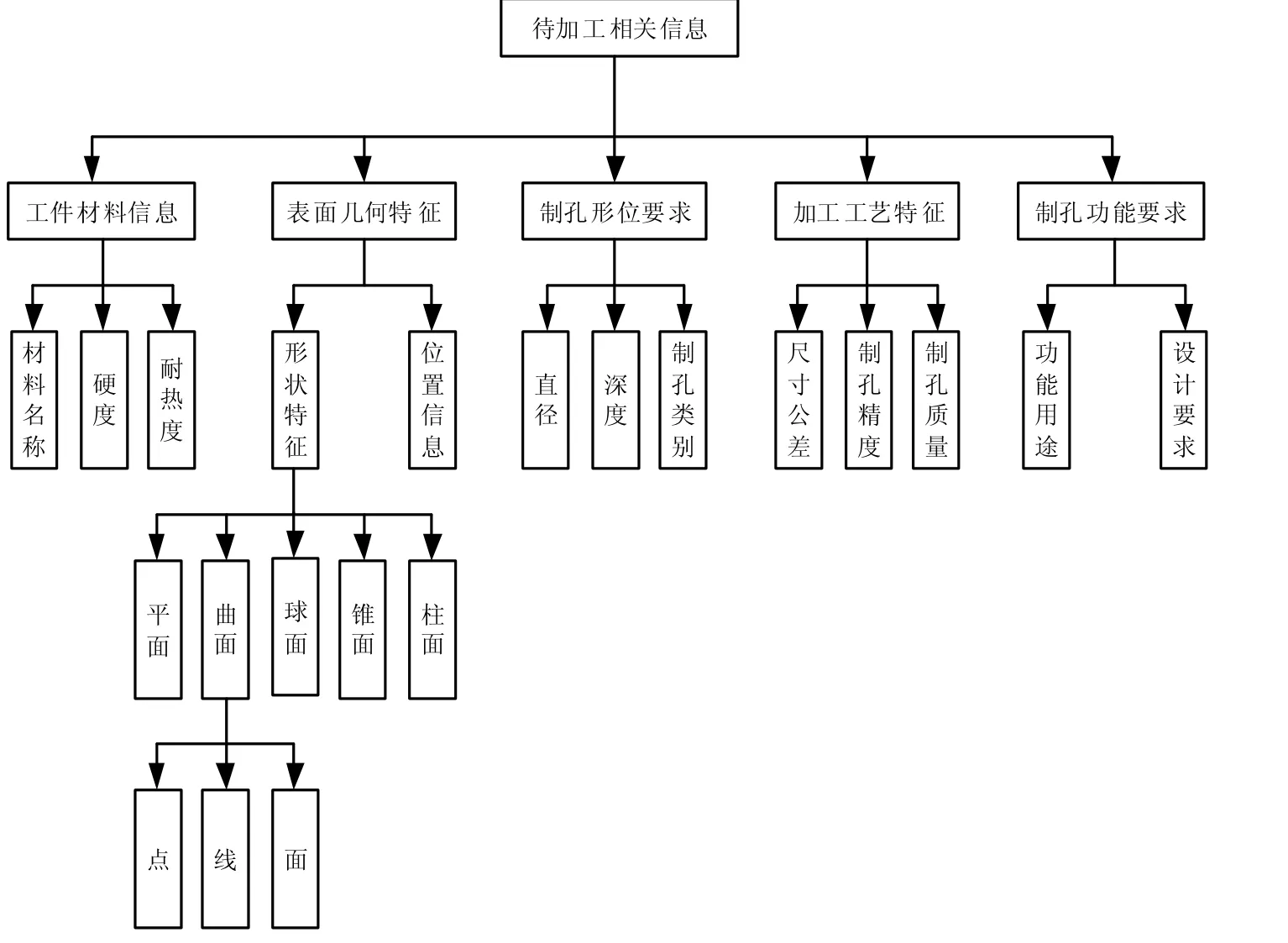
圖2 工件信息參數表
2.2 解決方案信息
針對解決方案中的加工工藝信息,如圖3 所示其主要部分為工步內容、工藝裝備與工藝參數。
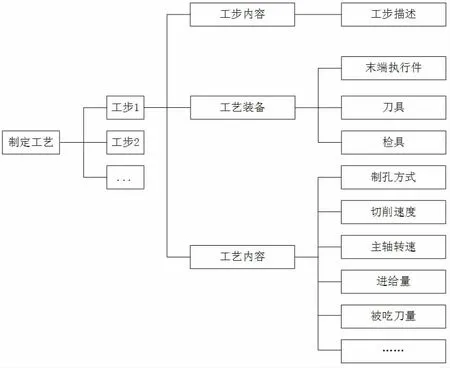
圖3 解決方案的總體建模方式
2.3 刀具
鉆頭是用來在實體材料上鉆削出通孔或盲孔,并能對已有的孔擴孔的刀具。常用的鉆頭主要有麻花鉆、攻絲鉆。其建模方法如圖4 所示。
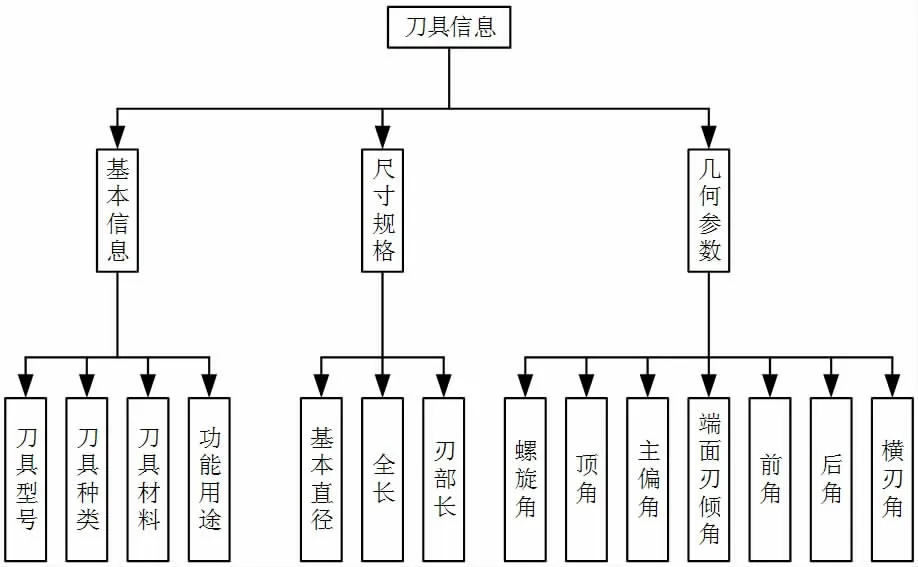
圖4 刀具信息參數表
2.4 工藝參數
孔的加工工藝參數主要包括鉆頭的轉速、進給速度以及切削壓力等。工藝參數選擇地是否合適,將直接影響切削效率和零件的表面質量。同時也將影響加工時刀具與工件接觸表面的溫度,從而對刀具的耐用程度及加工經濟性造成影響。下面對各個主要的加工工藝參數進行具體的分析。
2.4.1 制孔方式
制孔方式是制孔參數的重要一項,常用的幾種制孔工藝方式有:鉆孔與擴孔。每個孔的制孔方式都不同:
鉆孔:用于鉆孔工藝步驟中粗加工部分。
擴孔:普通鉆孔工藝的精加工部分。
攻絲:螺紋孔的攻絲部分。
2.4.2 主軸鉆速、切削速度、進給速度、進給量與被吃刀量
鉆頭轉速和進給速度對于材料切削效率有著直接影響。在一定范圍內,進給速度和鉆頭轉速與材料切削效率成正相關,即適當增大這兩種參數可提高切削效率。速度過高,會出現切削積削瘤增多,使鉆頭壽命急劇降低,從而降低了切削效率。若工件轉速過高,會加劇刀具磨損,可能使得表面粗糙度無法達到技術要求。
2.5 案例方案評價參數
案例評價方案如圖5 所示。
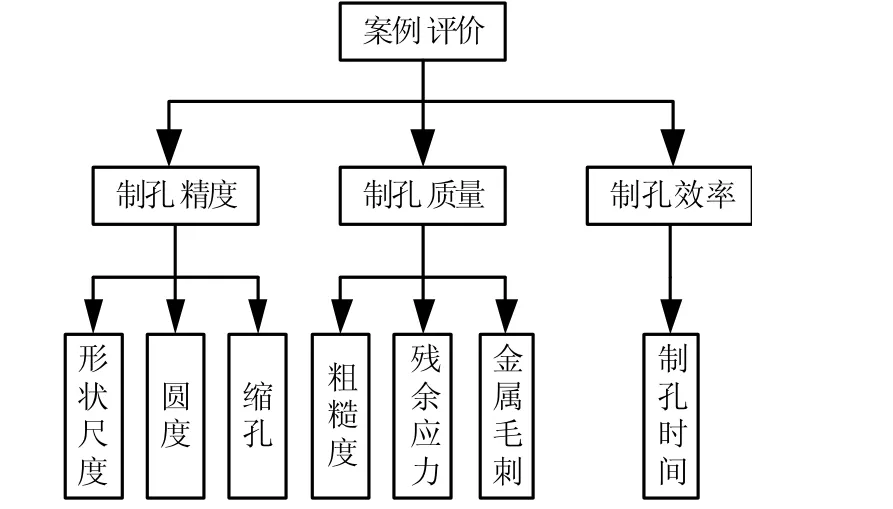
圖5 案例評價
其內容主要包括:
2.5.1 制孔精度
尺寸精度:孔加工的實際尺寸是否滿足設計過程中的加工要求,具體誤差數值。
圓度(垂直度):孔加工的實際幾何公差是否滿足設計過程中的加工要求,具體誤差數值。
縮孔:有無縮孔現象,縮孔值可作為評估復合材料/鋁合金疊層制孔精度的重要參量。
2.5.2 制孔質量
粗糙度:制孔的表面粗糙度數值。
金屬毛刺:有無金屬毛刺,評級為(高、中、低、無)。
殘余應力:殘余應力大小。
2.5.3 加工效率與經濟性
加工時間:整個加工過程所用的時間。
3 機器人制孔工藝參數檢索與決策方法研究
3.1 機器人制孔工藝決策總體方案
基于案例推理的機器人制孔工藝決策流程圖如圖6 所示。
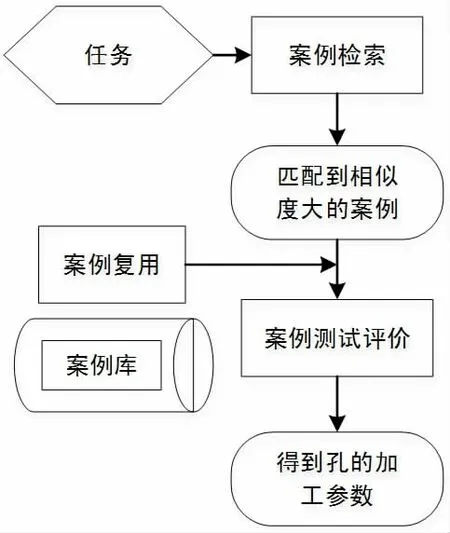
圖6 基于案例推理的機器人制孔工藝決策流程圖
3.1.1 案例檢索
具體來說,首先采用決策樹法,對當前案例特征屬性進行分析,對特征屬性進行匹配,并根據這些匹配結果搜索對應的決策樹分支,得到初步匹配結果;隨后根據得到的候選案例集,采用最近鄰法進行相似度計算,找出與目標案例最相似的源案例。通過以上兩個步驟,完成案例檢索過程。[2]
3.1.2 匹配與修改
針對此次制孔工藝參數優選的研究,經過案例檢索后,系統會推薦一條或若干匹配案例,此時需對匹配案例進行評價,以獲得最佳加工方案。本文將案例評價分為兩部分,首先將推薦案例與目標案例進行相似度匹配,完成案例修改與重用,隨后選用具體指標對推薦案例進行評價,得到最終加工方案。[2]
3.1.3 案例評價與學習
本次針對制孔工藝參數優選,通過案例檢索與修正后,得到一條可用于實際加工的案例,針對案例本身的評價效果,系統通過識別評判案例的效果,系統通過吸收整個案例實行過程,即完成一次案例學習過程。將滿足工藝要求的新案例補充到案例庫中后,即可實現案例擴充。
3.2 基于工藝庫的制孔案例智能修改策略
當出現可修改案例時,需對其進行非標的修改以應對特殊的情況,本文根據過往經驗的積累,使用智能化的修改算法對推薦案例進行修正、便于達到制孔的要求。
針對修改的閾值選擇,出現案例可修改的區間時,必定是案例描述中出現的五個主要性能特征:工件材料-形位要求-加工工藝要求-表面幾何特征-制孔功能要求,五個要求出現個別區別,因此,針對這種情況,制定智能修改策略,如圖7。
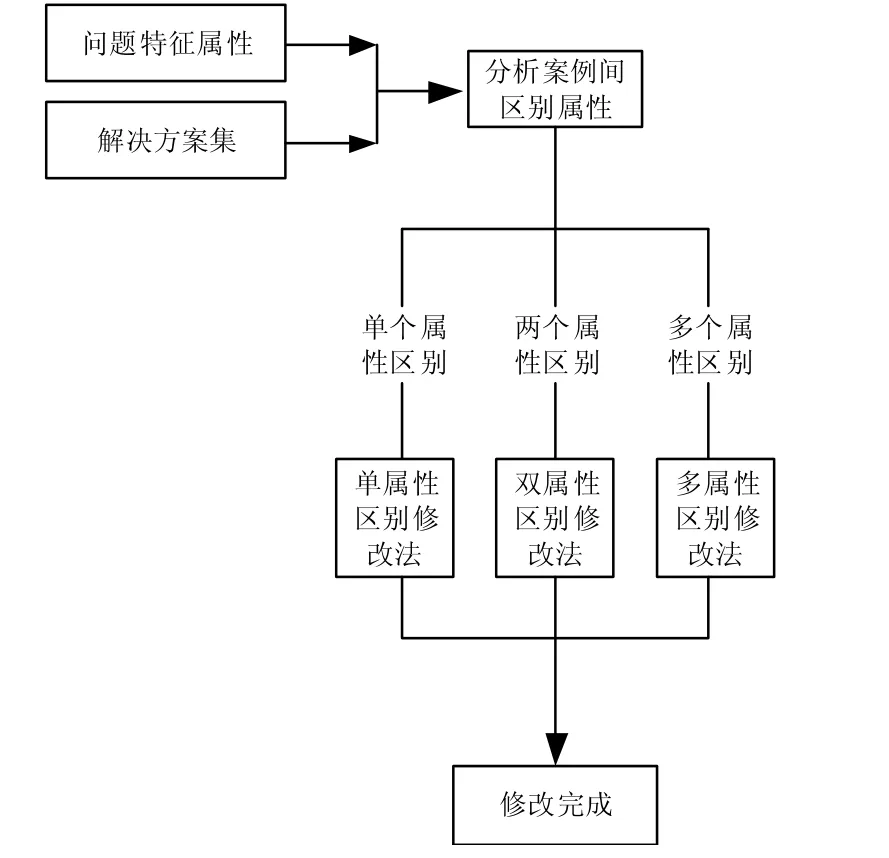
圖7 總體修改分類法
4 案例驗證
4.1 任務分析
針對新工件-卡車底盤需要進行制孔工藝設計,待鉆孔表面特征主要為水平面、豎直平面與斜平面,材料主要為低碳合金鋼(Q345B)與不銹鋼(1Cr18Ni9Ti),加工孔類為普通通孔、螺紋盲孔及螺紋通孔。該工件的制孔數目為212 個,制孔范圍為(φ4-φ16)間不等。根據以上信息,孔類分布與特征位置的分布關系表如表1。
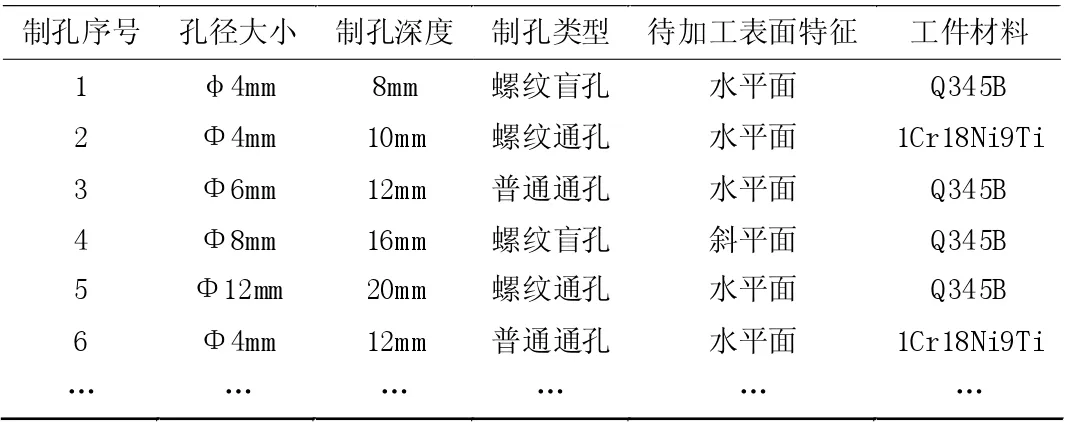
表1 制孔要求
4.2 工藝決策
針對該車底盤,以一個在材料為Q345B 的工件的水平表面上加工孔徑為φ6mm 制孔深度為12mm 的螺紋盲孔為例。生成的部分工藝表如表2。
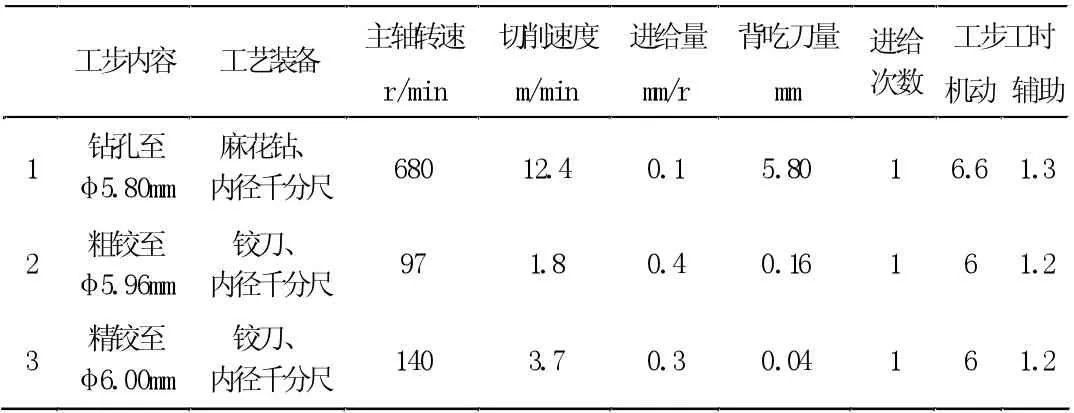
表2 加工工藝
最終生成的總工藝過程卡如表3。
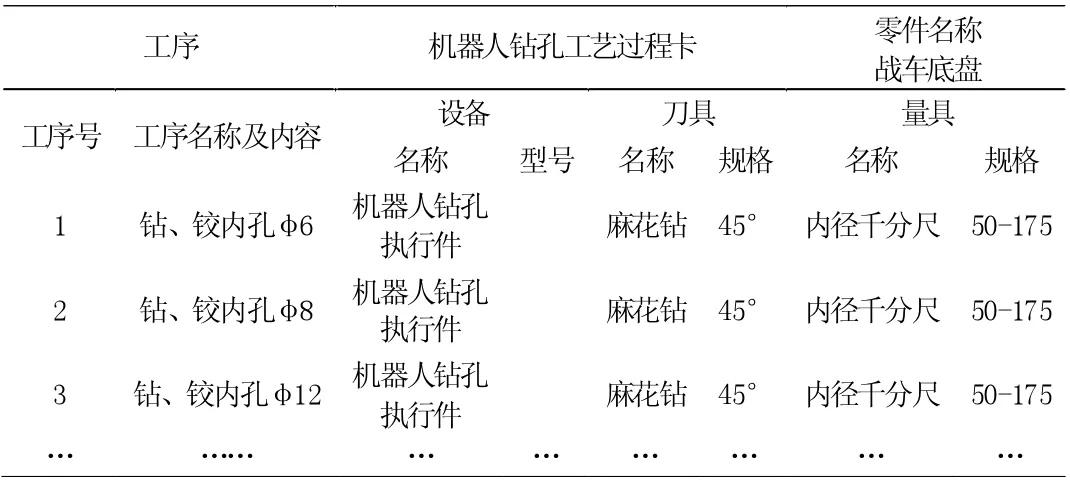
表3 加工工藝卡
4.3 評估結果與分析
總體評價結果圖如圖8 所示。
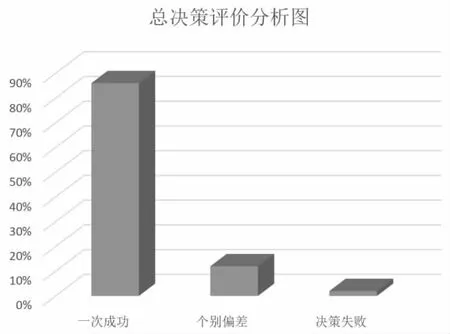
圖8 分析200 個孔案例評價柱狀圖
根據上圖所示,本車上的二百多孔,加工情況,一次決策成功決策率且達到實際生產要求的率為86%;后14%中有12%通過修改個別參數或添加后續工藝同樣滿足生產要求。
二次決策的成功率為96%;三次決策的成功率為99%。
5 結論
通過機器人自動制孔工藝參數優選與優化技術研究,開發了機器人制孔工藝參數智能優選方法,提高了自動制孔工藝設計效率,減輕了工藝人員的工作量,降低人為干預而造成的錯誤率,實現了智能制造,提高了機器人制孔的數字化水平。
猜你喜歡
石油瀝青(2021年4期)2021-10-14 08:50:44
少先隊活動(2021年2期)2021-03-29 05:40:48
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
中學生數理化(高中版.高二數學)(2019年6期)2019-06-24 03:37:50
中國公路(2017年7期)2017-07-24 13:56:38
銅業工程(2015年4期)2015-12-29 02:48:39
中國衛生(2015年4期)2015-11-08 11:16:06
中國教育技術裝備(2015年19期)2015-03-01 02:43:07
石油化工應用(2014年8期)2014-03-11 17:40:03
