制粉系統(tǒng)防磨技術探討
2014-11-08 05:27:32王紅周
新疆有色金屬 2014年2期
王紅周
(新疆眾和股份有限公司 烏魯木齊 830013)
磨煤機出口管、排粉機葉輪、機殼、粗細粉分離器、及出口煤粉管道是制粉系統(tǒng)的主要磨損部件,由于長期處于嚴酷的工況條件下發(fā)生磨損,維修量和更換量相當大,不僅需要耗費大量的人力、物力、財力,而且還直接影響到企業(yè)的安全生產(chǎn)。
1 目前機械設備的抗磨損、高耐磨技術
1.1 高耐磨Cr-09合金熔融技術
它是以Cr為主的多種金屬粉末組成的粉胚,工藝方法是靠高強度光譜電極的強電弧,熔融在工件表面上形成高耐磨合金。該方法屬于非融化方法,可獲得高碳、高鉻合金含量,達到高硬度與高耐磨性,硬度可達HRC62以上,同時也具有很高的抗腐蝕性。
1.2 高耐磨合金滲透技術
該技術是以鉻為基的高耐磨合金材料,在實施中最大的特點是每消耗1kg材料可以取得有效耐磨合金滲透層1.5kg。也就是說,本體材料與母體材料相熔一體時,可將母體中的定量元素碳滲透出來,硬度可達HRC60以上,所以,可獲得高合金含量,高硬度與高耐磨的保護層。
1.3 熱噴焊技術
是將自溶性合金粉末經(jīng)燃燒火焰加熱高速噴射并熔融到固態(tài)基材表面,實現(xiàn)冶金結合,形成所需性能的致密工作層的一種工藝。它是在提高熱噴涂結合強度的基礎上發(fā)展起來的一種技術。噴焊層均勻致密,結合強度高(35~50MPa),耐磨性好,硬度可達HRC55以上,能夠承受較大的沖擊載荷,是工件表面強化、改善基材性能比較理想的工藝手法。經(jīng)過熱噴焊出來的引風機殼可提高使用壽命5倍以上,風機葉片可提高使用壽命3倍以上。具有耐磨、防腐、防蝕、抗氧化、隔熱、密封等特點,以普通鋼材代替貴重鋼材等性能。
1.4 耐磨陶瓷涂料(耐磨膠泥)
在常溫下形成極高的強度及硬度,達到陶瓷的結合強度標準。其具有施工方便,維護容易、成本低廉的特點而被廣泛采用。耐磨陶瓷涂料主要由骨料和超細結合粉組成,顆粒緊密堆積,因而沒有較大的宏觀缺陷,體積密度大,其常溫下強度可達150MPa以上,特殊產(chǎn)品可達280MPa以上。其適用于低、中、高溫段的耐磨陶瓷涂料,使用溫度在300~1200℃之間,主要原料采用最大顆粒4mm的有機陶瓷復合材料和粒度小于0.1微米超細結合粉。是普通混凝土和耐火澆注無法比擬的。耐磨陶瓷涂料為無機非金屬材料,主要成分硅酸鹽,和地球巖石圈成分相近,不會造成土質惡化和重金屬污染,是一種綠色環(huán)保產(chǎn)品。
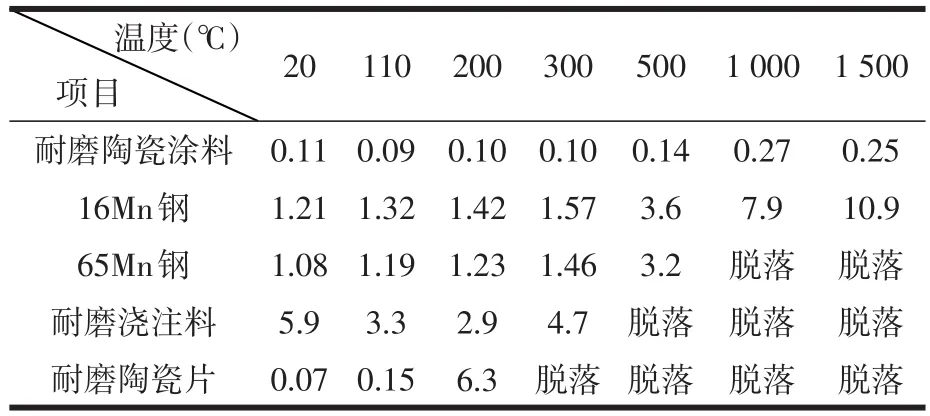
表1 耐磨陶瓷涂料與其他耐磨材料在同一條件下,不同溫度下的沖蝕對比(磨損程度)
(1)耐磨陶瓷涂料的耐磨性能是16Mn鋼的5倍,65Mn鋼的4.6倍,耐火澆注料的52倍。由于火電行業(yè)制粉系統(tǒng)設備使用的環(huán)境復雜,粉塵高速沖刷,相互摩擦產(chǎn)生很多熱量,所以使用最低溫度大多在100~300℃之間,原料燒結和熟料輸送系統(tǒng)的溫度更高,這時候耐磨陶瓷涂料的優(yōu)越性就充分體現(xiàn)出來。根據(jù)以上數(shù)據(jù)可知,隨著使用溫度的升高,耐磨陶瓷涂料的耐磨性變化很少。
(2)具有優(yōu)良的韌性、抗振性、整體性能好,由于耐磨陶瓷涂料采用了無定向纖維和網(wǎng)狀增強雙重措施,通過耦合進一步改善韌性,斷裂韌性強,有效地改善了材料的性能,而且耐磨陶瓷涂料的膨脹系數(shù)低,體積穩(wěn)定,不可能產(chǎn)生裂紋,因而整體性能好,不會剝落、破損。
(3)與環(huán)境相容性好,耐酸、堿腐蝕,無環(huán)境污染,由于采用了耐酸堿的人工合成原料,性能穩(wěn)定,不會和礦渣等各種粉料發(fā)生反應,并且其成分和土壤組成相近,不會造成環(huán)境污染,有效地保護了環(huán)境。
1.5 高耐磨陶瓷片
是將耐磨工程陶瓷通過粘貼、焊接鑲嵌等工藝方法與金屬基體復合在一起,在易磨損部位貼耐磨陶瓷,以增加其抗磨性,其部位在工作時不存在撞擊,經(jīng)貼耐磨陶瓷處理可延長設備使用壽命,降低維修費用,減輕員工勞動強度。適用于發(fā)電廠及各種陶瓷襯里風機、泵閥、彎頭彎管等各零部件,凡存在磨損及腐蝕的部位。
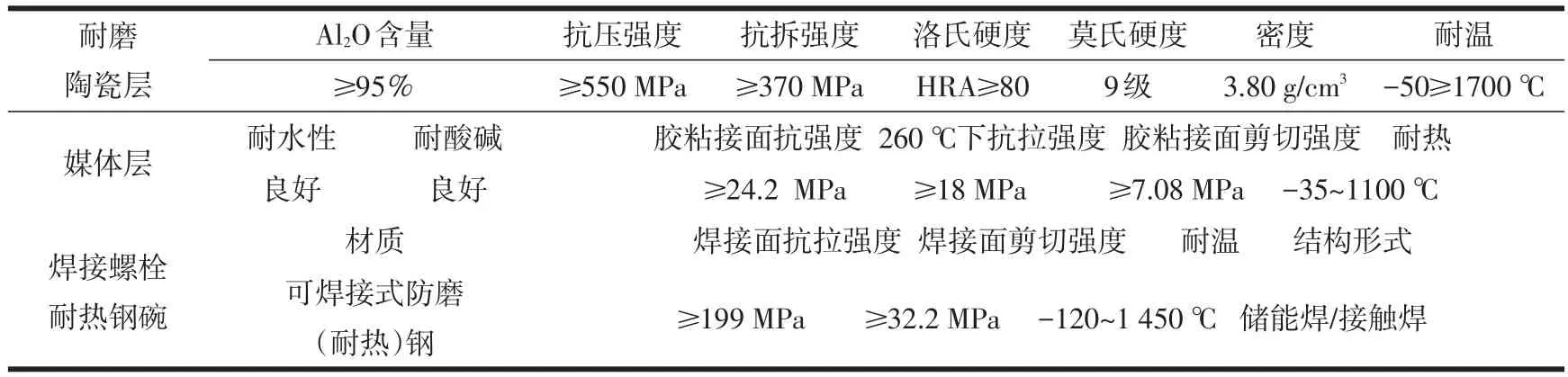
表2
1.6 金屬陶瓷復合鋼管
該管從內到外分別由鋼玉陶瓷、過渡層、鋼三層組成,陶瓷層是在2200℃以上高溫形成致密鋼玉瓷(Al2O3),通過過渡層同鋼管形成牢固地結合。復合管因充分發(fā)揮了鋼管強度高、韌性好、耐沖擊、焊接性能好以及鋼玉瓷高硬度、高耐磨、耐蝕、耐熱性好,克服了鋼管硬度低、耐磨性差以及陶瓷韌性差的特點。具有良好的耐磨、耐熱、耐蝕及抗機械沖擊與熱沖擊、可焊性好等綜合性能,是一種理想的耐磨蝕管道。
陶瓷復合鋼管與傳統(tǒng)的鋼管、耐磨合金鑄鋼管、鑄石管、乙級鋼塑、鋼橡管等有著本質的區(qū)別。陶瓷鋼管外層是無縫鋼管,內層是鋼玉。鋼玉層硬度高達HV1100~1400,相當于鎢鈷硬質合金,耐磨性比碳鋼管高20倍以上,比鑄石鋼彎管高5倍、耐磨合金鑄鋼彎管高15倍、鋼塑、鋼橡彎管高10倍以上。陶瓷復合鋼管抗磨損主要是靠內層幾毫米的鋼玉層,這比耐磨合金鑄鋼管、鑄石管既靠成分和組織、又靠厚度來抗磨,已經(jīng)有了質的飛躍。
其特點:⑴耐磨性好;⑵運行阻力小;⑶耐腐蝕、防結垢;⑷耐溫性能與耐熱沖擊性能好;⑸工程造價低;⑹安裝施工方便。
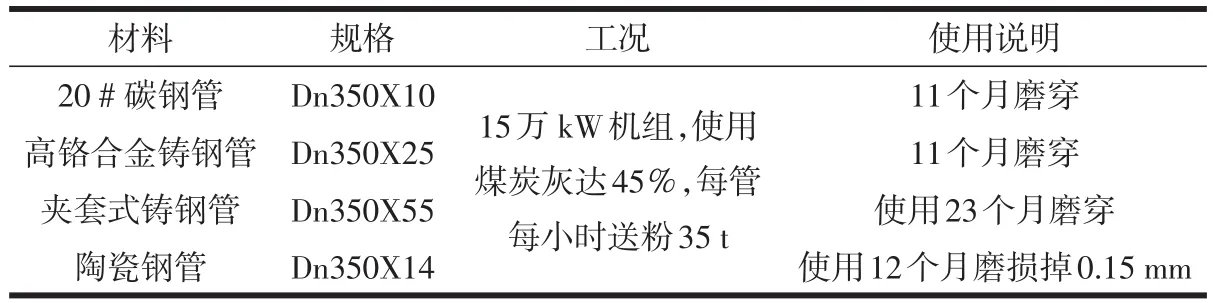
表3 火電廠送風管路不同材質彎管對比

表4 火電廠氣力除灰管路不同材料彎管對比
2 耐磨分析
以前,我廠1~4號爐中壓站風扇式磨煤機的葉輪是極易磨損設備,一臺新葉輪使用周期共計約4500h,之后就因嚴重磨損而報廢了,新的風扇磨葉輪39000元一臺,我廠每年要花費大量資金來購買新葉輪,同時也需要大量的人力、物力和檢修時間來更換葉輪,生產(chǎn)成本一直居高不下。后來,我們對葉輪環(huán)的邊緣部位進行了電擊防磨處理,經(jīng)使用證明,防磨處理后葉輪使用壽命提高了1.5倍,僅此一項每年為我廠節(jié)約了大量設備購置費用。
現(xiàn)在,我們在磨煤機出口管及出口料斗內壁,使用耐磨陶瓷涂料,在排粉機機殼及粗細粉分離器貼耐磨陶瓷片襯里。對高壓站排粉機葉輪做噴涂處理,5、6號爐排粉機葉輪未噴涂可使用8~10個月,噴涂后可使用2年。7、8號爐排粉機葉輪未噴涂可使用3~7個月,噴涂后可使用12個月左右。排粉機葉輪及機殼做電噴處理,耐磨性無明顯提高,其使用壽命只在原基礎上提高了50%,效果不十分理想。后改用電擊處理,但其缺點是:需要專用工具,不適合現(xiàn)場施工,大量的熱量輸出會造成金屬內部應力分布變化,有時會出現(xiàn)裂縫。也使葉輪輪轂變形,給今后的檢修造成困難。
對靜止的設備進行防磨處理相對容易,但對高速旋轉的葉輪一直沒有更好的方法。
3 風機葉輪的防磨技術特點和存在的問題
3.1 葉輪常用的防磨技術
為了延長風機服役周期,降低發(fā)電成本,國內的燃煤電廠對排粉風機、引風機葉輪幾乎無一例外地要實施防磨處理。目前仍在采用,具有一定效果的可分為熱態(tài)和冷態(tài)兩種防磨技術。實踐證明,僅就葉輪的防磨效果而言,前者優(yōu)于后者。
3.2 熱態(tài)防磨技術存在的主要問題
3.2.1 裂紋傾向大
在對剛性或規(guī)格大的整體葉輪進行較大范圍的堆焊和噴焊防磨處理時,因熱輸入量大,工件受熱不均所形成的熱應力,會誘發(fā)葉輪上的承載焊縫產(chǎn)生裂紋;在高強度、低韌性的堆焊耐磨焊道和焊層上必有裂紋產(chǎn)生;在防磨工藝不當時,堆焊耐磨焊道上的裂紋極易向葉輪的母材中擴展;經(jīng)多元共滲的護板,其周邊近縫區(qū)因滲入元素的污染及硬度值偏高,很不容易清理干凈。該區(qū)域打磨得過淺或過窄,護板組合焊接時難免出現(xiàn)裂紋。打磨得過深或過寬,又將影響到防磨效果。
3.2.2 變形無法控制
剛性或規(guī)格小的整體葉輪在進行熱態(tài)防磨處理時,無論采用對稱施焊,剛性固定等工藝措施,均不能有效地控制葉輪的變形。而葉輪的尺寸及葉片的型線得不到保證,風機在運行時將產(chǎn)生振動,不利于安全運行。
4 陶瓷耐磨葉輪
氧化鋁陶瓷是已發(fā)現(xiàn)的最硬的無機化合物之一,具有一般金屬耐磨材料難以比擬的抗磨損性能。只要通過一種可靠的冷方法,將超耐磨的氧化鋁陶瓷復合連接在風機葉輪上,便可完全克服葉輪由常用防磨技術處理后所導致的裂紋、變形、耐磨效果不理想和耐磨層不牢固這幾種弊端。
目前燃煤電廠在煤粉管道和彎頭、煤粉分離器錐體等靜止部件和設備上,采用粘接氧化鋁陶瓷元件進行防磨處理已經(jīng)比較普遍。而把耐磨性優(yōu)異的氧化鋁陶瓷應用在承受交變動載荷、有一定溫度、線速度大和可靠性要求高的風機葉輪上,雖早就有所嘗試,但成功的范例很少。要在高速旋轉的葉輪上牢固地粘接氧化鋁陶瓷元件,絕非是一項簡單的技術。利用自蔓延高溫合成技術、拱形原理、陶瓷橡膠復合工藝和焊接等方法,將氧化鋁陶瓷與葉輪上的平、弧面進行大面積復合連接,即不現(xiàn)實、不可靠亦不經(jīng)濟。其實在二十多年前國外的一些公司,便采用粘接技術將工程陶瓷十分成功地運用到了電廠風機葉輪上。由經(jīng)驗和教訓可知,氧化鋁陶瓷的耐磨性決定葉輪的使用壽命,而膠粘劑的強韌性則決定了葉輪運行的可靠性。因此高強韌性膠粘劑是粘接型陶瓷耐磨葉輪關鍵技術中的核心內容。
根據(jù)電廠風機葉輪的工況條件,現(xiàn)場施工環(huán)境的要求,MD-Ⅲ高強韌性膠粘劑對鋼和陶瓷都應有優(yōu)良的粘接性,工藝性和觸變性;可在室溫下固化;具有相當高的強度和韌性;具有較高的耐熱性和耐老化性;完全能在風機正常的工況和溫度條件下長期可靠地工作。
在MD-Ⅲ高強韌性膠粘劑的研制中,以鞏固其拉伸強度和拉伸剪切強度為基礎,摒棄傳統(tǒng)的增韌改性材料,通過組織變量系列試驗,選用能參與固化反應、相容性好、含有新型活化韌性因子的增韌劑,使膠粘劑的分子結構中不但包含有增韌效果顯著、耐老化性好的封端基因,而且還包含有許多柔性鏈段來緩解脆硬性。既改善了膠粘劑的沖擊韌性和固化時的內應力水平,又使其耐熱性(玻璃化溫度Tg)和模量維持不變。
5 結束語
磨損是設備零件失效的三種主要原因之一,每年會給企業(yè)帶來巨大的備件消耗和停產(chǎn)損失。機械設備防磨技術主要反映為提高各種零部件的使用壽命,減少零部件的更換、縮短設備檢修時間、延長機組大修間隔,達到節(jié)約資金,節(jié)約各種輔助材料、人工的目的。耐磨的方法有很多種,可磨損的情況千差萬別,要找到適用的解決磨損的方案,關鍵在于方案對實際的磨損工況是否有針對性。