高爐液壓泥炮吊掛機構螺栓斷裂原因分析及處理
2014-11-07 07:59:14吳建華
冶金設備 2014年2期
吳建華
(上海梅山鋼鐵股份有限公司煉鐵廠 江蘇南京210039)
1 前言
YP6000E型液壓泥炮[2](見圖1)被廣泛應用于國內3200m3及以上大型高爐,在寶鋼1號高爐和梅鋼4號高爐使用中發現泥炮對中不穩定,且泥炮吊掛機構多次出現螺栓斷裂現象,嚴重影響了高爐的正常生產。為了盡快解決這一難題,對吊掛機構螺栓斷裂原因進行了仔細分析,提出了解決措施,并在實施過程中進行多次改進,最終使泥炮對中不穩定的問題得到了徹底解決,避免了吊掛機構螺栓斷裂現象的發生,保障了高爐的正常生產。
2 YP6000E型液壓泥炮結構及工作原理
梅鋼4號高爐YP6000E型液壓泥炮裝機為左式2臺,右式2臺。每臺泥炮單重約35t,為斜立柱矮身結構,布置在開鐵口機下方。
設備的運行由兩個液壓缸驅動完成[1],由回轉液壓缸驅動轉臂完成回轉動作,回轉動作完成時炮口自動對準出鐵口,具有轉炮兼壓炮的功能。由打泥液壓缸驅動打泥活塞完成打泥作業,在打泥期間,回轉液壓缸同時擔負泥炮壓炮功能。打泥油缸為活塞桿不動缸體運動的形式,可有效保護活塞桿及油缸密封。
吊掛機構是聯接回轉機構和打泥機構的裝置,調整機構通過它調整炮嘴的左右中心,緩沖器也通過它調整炮嘴的上下中心。
這種泥炮的調整機構使炮嘴接近鐵口時速度下降且軌跡近似直線,調整機構采用碟簧預緊,可以緩沖設備在減速時的力量變化[3]。緩沖器同樣采用碟簧預緊,可以緩沖吸收炮嘴與鐵口接觸時產生的沖擊力。
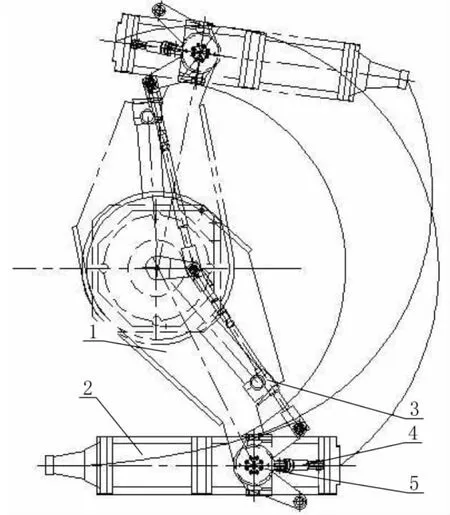
圖1 YP6000E型液壓泥炮
3 泥炮吊掛機構螺栓斷原因分析
梅鋼爐前操作人員在對4號高爐1號鐵口進行常規維護時用泥炮試堵鐵口,泥炮堵上鐵口時,傳出異響,操作人員立即退炮,泥炮打泥機構頭部突然下墜,操作人員將泥炮強行退出鐵溝,并立即聯系點檢人員,點檢人員到現場檢查并聯系檢修人員進行搶修。
打開吊掛機構上蓋發現8顆M36的內六角圓柱頭螺栓(見圖2序號7)全部斷裂,僅2顆斷裂的螺栓能夠取出,其他6顆斷裂的螺栓無法取出,且中間的平鍵(見圖2序號4)已翻邊破損,導致設備停機24小時。搶修完成后,在對其他3臺泥炮吊掛機構檢查發現平鍵均有較大的翻邊破損和螺栓受到沖擊的現象。
通過對吊掛機構(見圖2)進行分析,打泥機構懸掛在鞍座上,而鞍座通過半環鍵(序號5)掛在回轉機構上。上蓋通過8顆M36的內六角圓柱頭螺栓固定在鞍座上,為了防止轉動兩者之間加了寬度為20mm的鍵,在上蓋和打泥機構之間用1個緩沖器進行連接,以調整打泥機構炮頭的高低,并減緩堵口時產生的沖擊力。通過分析發現:泥炮接觸鐵口時,回轉機構會停止轉動和炮嘴停止前進,回轉機構停止轉動時打泥機構的慣性力會傳遞到鞍座上,通過平鍵傳遞到上蓋上,然后傳到調整機構上,依靠調整機構的碟簧緩沖。炮嘴撞上鐵口產生的沖擊力會最終傳遞到緩沖器上,打泥機構、鞍座、平鍵、上蓋、緩沖器組成一個閉環,力量最終靠回轉大臂和緩沖器吸收。所以如果平鍵失效,設備停止轉動時的慣性力傳遞到調整機構的力量和炮嘴接觸時產生的沖擊力都集中傳遞到螺栓上,螺栓受剪切力而斷裂。同時通過受力分析計算后發現平鍵強度不足,所以平鍵使用一段時間后極易翻邊失效,而導致聯接螺栓發生斷裂事故。
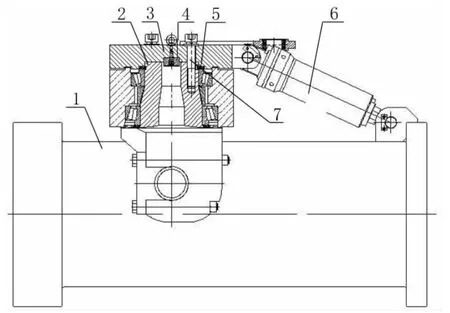
圖2 泥炮吊掛機構
4 泥炮吊掛機構螺栓斷裂處理對策
4.1 應急處理措施
在這次設備故障中,由于泥炮吊掛機構上蓋的8顆M36的內六角圓柱頭螺栓全部斷裂,僅2顆斷裂的螺栓能夠取出,其他6顆斷裂的螺栓無法取出,且鐵口上方沒有吊點和更換泥炮的專用小車及軌道,做這些準備工作及更換泥炮共需5天左右時間,為了不影響生產,制定了緊急處理的辦法:加工一根階梯軸,將上蓋加工一個φ100mm孔,通過這根階梯軸用焊接的方法將上蓋和鞍座連接起來,再將取出斷裂螺栓的位置補上螺栓。這樣泥炮因堵鐵口產生的力不需通過平鍵和螺栓,而直接通過階梯軸傳遞到上蓋,然后再由上蓋傳遞到緩沖器上。處理好后,泥炮使用1個月后因焊接處產生裂紋和炮嘴對中不穩而更換。
4.2 改進措施
4.2.1 初步改進措施
緊急處理好上蓋螺栓后,將平鍵寬度由20mm改為80mm,將螺栓由8顆M36變為6顆M42。
目前4號高爐泥炮只能在一次動作中以一種速度堵口,泥炮堵口產生的沖擊力較大,對鐵口維護和設備本體的壽命都有極大的損害。寶鋼1號高爐泥炮與梅鋼4號高爐泥炮屬于同一型號的泥炮由同一廠家設計制造,由轉炮機構和打泥機構組成,液壓控制系統與梅鋼液壓控制系統相同,采用是比例閥控制,但在電氣控制上多了一個編碼器,使轉炮機構能實現以較慢的速度啟動,以較快速度跨過主溝,再以最快的速度使炮嘴沖過鐵水,炮嘴與鐵口中心同軸后,直線運動,在靠近鐵口100mm時,通過比例閥控制流量來降低轉炮速度堵口,堵口聲音很輕。轉炮整個運轉過程平穩,沒有因為速度變化產生抖動,對設備也是個保護,有利于延長泥炮使用壽命。因此梅鋼借鑒了這一技術,考慮到工況及費用問題將編碼器改為接近開關。
4.2.2 二次改進措施
吊掛機構改進前如圖3,在完成吊掛機構的改進后(見圖4),利用爐前鐵口定修將4臺泥炮逐一換下改進。但在調試接近開關期間,發現炮嘴對鐵口中心不穩,雖經多次排查也未找到原因,后經推論認為上蓋雖通過6只M42的螺栓固定在鞍座上,為了防止轉動兩者之間又加了80mm的鍵,但安裝鍵時不可能做到過盈配合,使用一段時間后配合間隙會越來越大,當鍵有±0.1°的變化,炮頭將有±5.8mm的變化,為了解決這一問題,在上蓋和鞍座之間焊3塊厚度為30mm鋼板:300×500、150×500和150×500成“工”字形,使得鞍座與上蓋直接形成一個整體,泥炮撞擊鐵口產生的沖擊力均不通過平鍵和螺栓。隨后困擾1個月的問題得以解決。
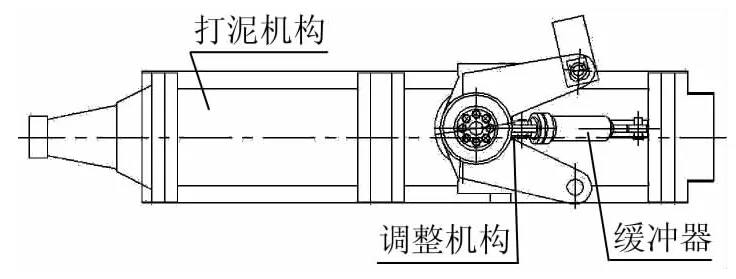
圖3 改進前
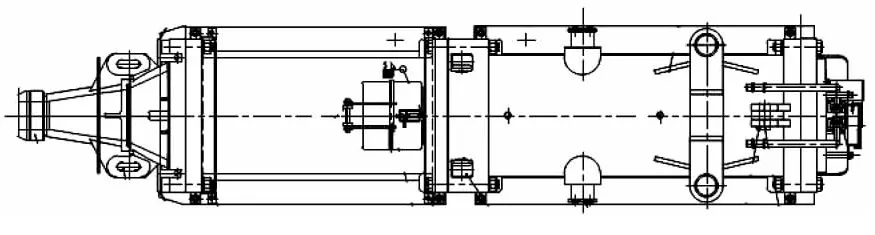
圖4 改進后
4.2.3 最終改進措施
隨著對這些問題的進一步認識,再結合梅鋼3號高爐泥炮(DDS泥炮)的設計思路,建議加強平鍵的受力面積和材料強度,采用過盈裝配;同時將調整機構直接連接在打泥機構上,泥炮在撞擊鐵口時平鍵只承受一個方向的力量,停止時打泥機構的慣性力直接傳遞到調整機構上,徹底解決螺栓承受剪切力和泥炮因吊掛機構造成炮嘴對中不穩的問題。將調整機構直接連接在打泥機構上的設計方式在梅鋼5#高爐(爐容4070m3)爐前進行了應用實踐,高爐自2012年6月投產至今,爐前泥炮未出現類似故障。這也是6000型泥炮在國內外大型高爐首次成功應用此種設計方式。
5 結束語
液壓泥炮是高爐爐前作業的關鍵設備,一旦出現事故對高爐生產的影響非常大,所以在日常使用過程中需要不斷提高對設備的認識,才能在以后的使用中用得更加順利。通過對這個問題的處理,認識到泥炮炮嘴的運行軌跡是靠調整機構控制的,由于設備運行速度比較快,調整機構傳遞的力量相應也比較大,這個力量可以通過過盈配合的鍵來傳遞到鞍座再到打泥機構上,但當無法達到過盈配合裝配時,力量會傳遞到螺栓上去,螺栓是無法傳遞如此巨大的剪應力的,而且伴隨有比較大的沖擊,所以不如將調整機構的力量直接傳遞到打泥機構上,就避免了這個問題的出現。如果國內其它廠家出現類似問題或者有這樣的缺陷,不妨采用這個方法,早日將事故扼殺在萌芽狀態。
[1]吳宗澤主編.機械設計實用手冊[M].北京:化學工業出版社,1999.
[2]嚴允進主編.煉鐵機械(第二版)[M].北京:冶金工業出版社,1990.
[3]汪海濤.冶金機械設計手冊[S].北京:中國科技文化出版社,2006.
