數控車工實習教學中螺紋加工的實踐與研究
2014-10-21 20:04:55張智輝
電子世界 2014年6期
張智輝
【摘要】螺紋加工是數控車工實習教學的重要內容,也是在數控車工職業資格等級考試中必考的項目,本文結合在在螺紋加工數控車工實習教學實踐過程中學生出現的螺紋加工的問題進行總結,方便學生更好地掌握此項技能。
【關鍵詞】螺紋加工;螺紋參數;刀具;切削用量;編程指令;螺紋檢測
1.前言
在生活中,我們經常見到許多具有螺紋的零件,那是由于螺紋常用于緊固、聯接及調節,又可用來傳遞動力,因此應用十分廣泛。螺紋的種類有很多,其中三角形螺紋主要用于聯接,也最為常見,在數控車實習教學中,三角形圓柱外螺紋的數控加工是中職學校學生的一個重要實習內容,在數控車工職業資格等級考試中也是必考的操作技能。
在使用數控車床對三角形圓柱外螺紋進行加工的教學實踐過程中,我發現學生在初學螺紋加工時,總會出現各種各樣的問題,導致最后加工出來的螺紋不合格,這些問題歸結為:螺紋參數的查表與計算,螺紋刀的刃磨與安裝,切削用量的選擇以及螺紋加工程序編制和螺紋的測量,我將從以上所說的五個方面來說明在數控車床上加工三角形圓柱外螺紋的整個過程。
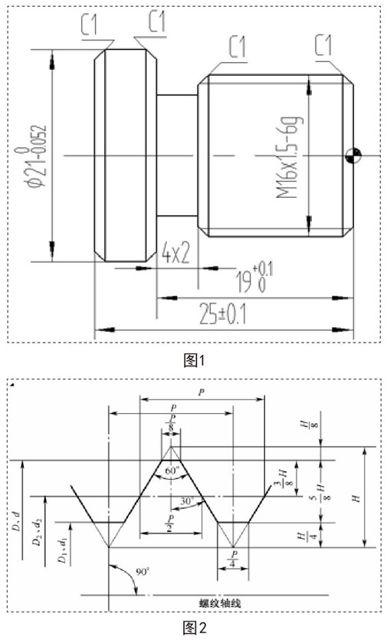
為了便于說明螺紋加工的過程和方法,我以在數控系統GSK980TD上加工圖1所示的螺紋為例進行闡述。
圖1
11
圖2
2.分析零件圖,確定螺紋參數
螺紋參數主要有螺紋大徑、螺紋中徑、螺紋小徑,導程等,具體內容見圖2所示,但在計算時主要是螺紋大徑、螺紋中徑、螺紋小徑這個參數。
2.1 螺紋大徑
與外螺紋牙頂或內螺紋牙底相重合的假想圓柱面的直徑,稱為螺紋大徑,外螺紋用d表示,國標GB193-81規定,普通螺紋大徑的基本尺寸為螺紋的公稱直徑,其位置在原始三角形上部H/8削平處,在圖2中用d表示。螺紋大徑的尺寸影響螺紋的結合性及連接的可靠性,因此必須加以限制,規定其公差。我們可以通過查表得知M16×1.5-6g的螺紋大徑為Ф16。
所以,螺紋大徑的最大極限尺寸為:
16-0.032=15.968mm
螺紋大徑的最小極限尺寸為:
16-0.268=15.732mm
在實習教學過程中,如果加工精度要求不高,我們可以使用公式d=16-0.1P=15.85mm來計算螺紋大徑。外螺紋大徑的極限尺寸可以用游標卡尺、千分尺或是光滑極限卡規來測量控制,確保加工的正確性。
2.2 螺紋中徑(d2)
中徑是一個假想圓柱的直徑,是該圓柱的母線通過牙型上的溝槽和凸起寬度相等的地方的直徑。在圖中用d2表示。
螺紋中徑完全不受其大徑、小徑尺寸變化的影響。中徑的大小決定了螺紋牙側對于軸線的徑向位置。因此,中徑是螺紋公差與配合的主要參數之一。螺紋中徑的尺寸可以通過公式計算或是查普通螺紋基本尺寸表取得。
計算公式為:
d2=d-2×3/8H=d-0.6495P
=15.026mm
2.3 螺紋小徑(d1)
與內螺紋牙頂相重合的假想圓柱體直徑,其位置在原始三角形下部H/4削平處,在圖中用d1表示。在數控車削加工中,螺紋小徑是編寫數控程序的重要依據。一般,螺紋小徑的尺寸可以通過公式計算或是查普通螺紋基本尺寸表取得。
計算公式為:
d1=d-2×5/8H=d-1.0825P
=14.376mm
在螺紋加工實習過程中常常出現這樣一種情況:學生應用上述公式計算出來的尺寸,編制到程序中以后,經過對刀后加工出來的螺紋,經過測量后,發現中徑不符合要求。原因是我們刃磨的螺紋車刀刀尖角度小于60或者可轉位機加車刀的刀尖比較尖銳,寬度上達不到上述公式反映的理論刀尖P/4的寬度。為了解決這個問題,我們可以通過逐漸減少螺紋小徑,增大螺紋深度的方法,即改變公式中的系數來慢慢調試。經多次實驗發現,如果將系數從1.0825增加至1.3之間,學生加工出來的螺紋就符合技術要求。但在實習過程中我們還應注意,同樣尺寸的螺紋,不同的學生使用自己刃磨的螺紋車刀,所取的系數是不一樣的,也就是加工螺紋的程序中小徑的值是不一樣的,系數具體要取多少合適,還需要通過多次的測試加工獲得,但只要掌握正確的方法,就能夠加工出合格的螺紋。
3.螺紋車刀的刃磨和安裝
實習過程中,我們使用的硬質合金刀具,如果刀刃崩了,經過刃磨以后,可以繼續使用,節省成本。
3.1 螺紋車刀的刃磨
關于螺紋車刀的刃磨,必須要掌握螺紋車刀的幾何角度,分別是刀尖角ε、前角Υ和后角α,刀尖角ε應等于牙型角,對于實習過程中普通三角形螺紋的刀尖角ε是60o;前角Υ,一般為0o~15o,螺紋車刀的徑向前角對牙形角有很大的影響,對精度高的螺紋徑向前角可適當取小一些(約0o~5o);后角α一般為5o~10o,需要特別注意的是,因為螺紋升角的影響,兩個后角大小應該磨成不同,進刀方向一面應稍大一些。
3.2 螺紋車刀的安裝
車削螺紋時,為了保證牙形正確,對安裝螺紋車刀提出了嚴格的要求。安裝時刀尖高度必須對準工件旋轉中心,車刀安裝得過高,則吃刀到一定深度時,車刀的后刀面頂住工件,增大摩擦力,甚至把工件頂彎,造成啃刀;過低,則切屑不易排出,車刀徑向力的方向是工件中心,加上橫進絲杠與螺母間隙過大,致使吃刀深度不斷自動徑向加深,從而把工件抬起,導致啃刀;車刀刀尖角的中心線必須與工件嚴格垂直,裝刀時可用樣板來對刀。
4.切削用量的確定
加工螺紋的參數主要有:主軸轉速、進給速度和背吃刀量。
4.1 主軸轉速
螺紋加工時主軸轉速可用下面經驗公式n=(1200/P)-K進行計算,P為工件螺距,K為保險系數,一般取80。在本例中主軸轉速經計算應取n=(1200/1.5)-80=720mm/min
4.2 工作臺縱向移動速度
螺紋加工時數控車床主軸轉速和工作臺縱向進給量存在嚴格數量關系,即主軸旋轉1轉,工作臺移動一個待加工工件螺紋導程距離。因此在加工程序中只要給出主軸轉速和螺紋導程,數控系統會自動運算并控制工作臺縱向移動速度。
4.3 背吃刀量
如果螺紋牙型較深、螺距較大,則可采用分次進給方式進行加工。每次進給的背吃刀量用螺紋深度減去精加工背吃刀量所得的差按遞減規律分配。本例中的零件,因為使用的棒料直徑不大,螺紋牙型不深,屬于小螺距。
5.螺紋加工程序編制
螺紋加工指令有單行程螺紋切削指令G32、螺紋切削指令G92和螺紋切削復合循環指令G76,常用的是G92,因篇幅有限,只寫出加工螺紋部分的程序,如下所示:
M03 ?S720 ?T0404;(4號刀為螺紋刀)
G00 ?X18 ?Z2;(快速定位)
G92 ?X15.2 ?Z-17 ?F1.5;(用螺紋固定循環指令G92車螺紋)
X14.6
X14.376
G00 ?X100 ?Z100;(返回換刀點)
M05;(主軸停轉)
M30;(程序結束并返回程序開頭)
6.螺紋參數的檢測
檢測螺紋主要測量螺距、牙型角和螺紋中徑,而且這些測量要在拆卸工件、刀具前進行,發現問題還能及時補救。
6.1 測量螺距、牙型角
螺距是由車床的運動關系來保證的,用鋼尺測量即可。普通螺紋的螺距一般較小,在測量時,最好量10個螺距的長度,再除以10得到一個螺距的尺寸。牙型角是由車刀的刀尖以及正確安裝來保證的,一般用樣板測量。也可用螺距規同時測量螺距和牙型角。
6.2 測量螺紋中徑
螺紋中徑常用螺紋千分尺測量。使用方法跟一般的外徑千分尺相似。它有兩個可以調換的測量頭,在測量時,兩個跟牙形相同的觸頭正好卡在螺紋的牙形面,所得到的千分尺讀數就是該螺紋的中徑實際尺寸。
6.3 綜合測量
用螺紋環規檢查三角形外螺紋。首先應對螺紋的直徑、螺距、牙形和粗糙度進行檢查,然后再用環規測量外螺紋的尺寸精度。如果環規通端正好擰進去,而止端擰不進去,說明螺紋精度符合要求。圖1中加工的螺紋用到的螺紋環規型號為:M16×1.5-6g。對于精度要求不高的也可用標準螺母檢查,以擰上工件時是否順利和松動的感覺來確定。檢查有退刀槽的螺紋時,環規應通過退刀槽與階臺端面靠平。
7.結論
在數控車床上進行螺紋的加工,不僅僅是一個指令的事情,它涉及到螺紋參數、刀具、切削用量、編程指令和量具使用等多方面的問題,哪一方面出問題都會導致最后加工螺紋的失敗,我們要善于在教學過程中不斷總結,把螺紋加工的知識、技能和經驗更好地傳授給學生。
參考文獻
[1]孫繼山.數控車床編程與操作[M].機械工業出版社,2013.
[2]馬麗霞.極限配合與技術測量(第2版)[M].機械工業出版社,2012.
[3]謝曉紅.數控車削編程與加工技術(第2版)[M].電子工業出版社,2008.