單反相機機身注塑件注塑成型工藝研究
2014-10-15 01:11:40吳俊超陳愛霞
九江職業技術學院學報 2014年3期
吳俊超,陳愛霞
(1.九江職業技術學院,江西九江 332007;2.九江學院,江西九江 332005)
單反相機機身注塑件在進行注塑成型時,對工藝參數要求較高,注塑過程中易出現充填不足、翹曲變形、殘余應力過大等缺陷。如果塑件的殘余應力過大,脫模后會引起時效變形,使制品的力學性能、光學性能及表觀質量受到破壞,嚴重時還會引起變形開裂[1]。
筆者利用Moldflow軟件,以單反相機機身為例,采用模流分析軟件Moldflow,結合正交實驗法,研究單反相機機身注塑件的注塑成型并獲得最佳成型工藝參數。
1 三維模流分析的理論基礎
本研究采用雙層面網格。為準確表達熔體在注射填充階段和保壓階段的流變特性,選擇本構方程為7參數的Cross-WLF模型[2]。
2 建立單反相機機身CAE模型
單反相機機身是單反相機的重要結構。產品結構復雜、壁厚不均且有細小特征。首先利用UG軟件按照圖紙尺寸創建單反相機機身的CAD模型,最終結果如圖1所示。
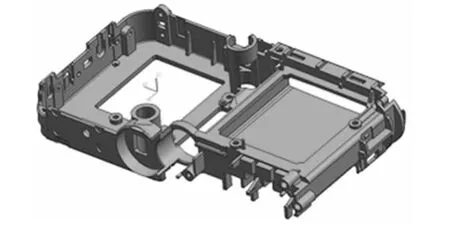
圖1 相機機身的三維造型
將建好的三維CAD模型導出為*.stp格式,導入Moldflow中進行雙層面網格劃分。并修復較大的縱橫比、交叉單元、自由邊等缺陷。
按照工廠原始方案,在不改變尺寸和形狀的前提下利用Moldflow軟件創建澆注系統和冷卻系統。最終結果如圖2所示。
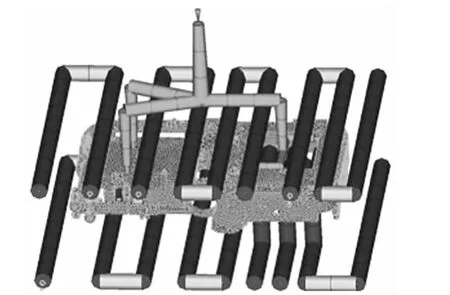
圖2 冷卻系統和澆注系統的最終CAE分析模型
3 優化工藝參數
3.1 設計正交實驗
按照工廠原始方案,單反相機機身注塑件在實際生產中產品合格率僅有57.27%,主要缺陷為縮痕、充填不足和變形開裂。廠方原始方案使用的塑料原料為Lehmann &Voss&Co公司生產的PC+ABS。
鑒于模具已經投入生產且開發模具的成本較大,廠方要求:①在盡量不改變模具結構的情況下提高產品合格率;②在保證塑件使用性能的條件下可以改變單反相機機身的生產原料。
制品最終的質量很大程度上取決于工藝參數,不合理的工藝參數會導致加工周期長,質量缺陷多,耗費成本高等問題[3]。基于廠方要求,確定優化的工藝參數為模具溫度℃(A)、原材料添加玻纖的比值% (B)、注射時間S(C)、注塑壓力MPa(D)、熔體溫度℃ (E)、保壓方式 (F)和冷卻時間S(G),每個參數取三個水平。以熔體流動前沿溫度℃(Y1)、平均體積收縮率% (Y2)和翹曲變形mm (Y3)作為評價指標。表1是因素水平取值。模擬分析時,采用L18(37)正交表安排正交實驗,通過Moldflow進行模擬分析。最終可獲得表2所示的實驗分析結果。

表1 因素水平取值
3.2 選擇合適的工藝參數
本例要解決的是有交互作用的多因素多目標問題,可以采用多指標處理方法中的綜合平衡法,先找出各個指標的最優生產條件,然后將各個指標的最優生產條件進行綜合平衡,找出最佳生產條件。
根據極差值的大小分析熔體流動前沿溫度 (Y1),各因素的影響大小依次為E>D>F>A>C>B>G。根據均值可知,熔體流動前沿溫度最高 (低于推薦熔體溫度275℃,可能導致充填不足)的最優方案為A3B2C3D3E3F2G2。同理,對平均體積收縮率 (Y2)來說,各因素的影響大小依次為E>G>A>B>F>C>D,平均體積收縮率最小的最優方案為A2B3C2D1E3F1G3。各因素對翹曲變形 (Y3)的影響大小為A>B>C>G>F>D>E,翹曲變形最小的最優方案為A2B3C3D3E3F2G3。
模具溫度對翹曲變形的影響最為顯著,最佳水平是第2水平。對熔體流動前沿溫度和平均體積收縮率的影響分別排在第四位和第三位,對應的最佳水平分別為第3水平和第2水平。根據極差值,模具溫度的第3水平和第2水平對熔體流動前沿溫度的影響差別不是很大。綜上模具溫度A取第2水平較好。
同理可得B取第3水平較好;C取第3水平;D取第3水平;E取第3水平;F取第2水平;G取第3水平。
由以上分析可以得出,工藝參數的最優組合為A2B3C3D3E3F2G3。具體的工藝參數為模具溫度為100℃;原材料添加了20%玻纖;1.0秒的注射時間;150MPa的注塑壓力;320℃的熔體溫度和15秒的冷卻時間。保壓方式采用100MPa6秒后再用90MPa保壓8秒。
3.3 優化前后模擬結果對比
圖4是在最優工藝參數組合A2B3C3D3E3F2G3下充填分析結果。由于采用了合理的工藝參數,有效的提高了熔體流動前沿溫度 (最終的模擬結果熔體流動前沿溫度普遍高于推薦熔體溫度最低值275),使得充填充分,充填時間也有所降低 (從原始方案的1.53秒降低到0.7714秒)。從Moldflow模擬分析結果上看,優化方案有效解決了充填不足問題。
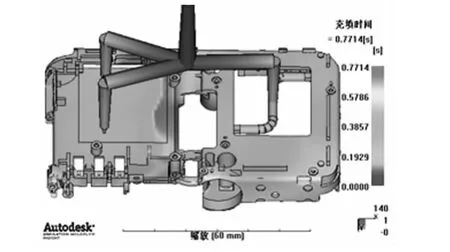
圖4 最優方案下充填分析結果
圖5是在優化后體積收縮率 (Y2)的模擬分析結果。優化后相機最大體積收縮率從工廠原始方案下的9.699%降低到6.196%,大部分區域的體積收縮率都小于4%,遠低于Moldflow的推薦工藝要求5%。從Moldflow模擬結果上看,在優化方案下體積收縮率大幅降低,這將會有效的解決產品變形過大導致的開裂。
圖6是優化后翹曲變形 (Y3)模擬分析結果。從模擬結果上看,塑料制件的翹曲變形量從工廠原始方案下的0.8948mm降低到0.2937mm。翹曲變形的減少使得由翹曲變形過大導致的開裂基本不可能產生。
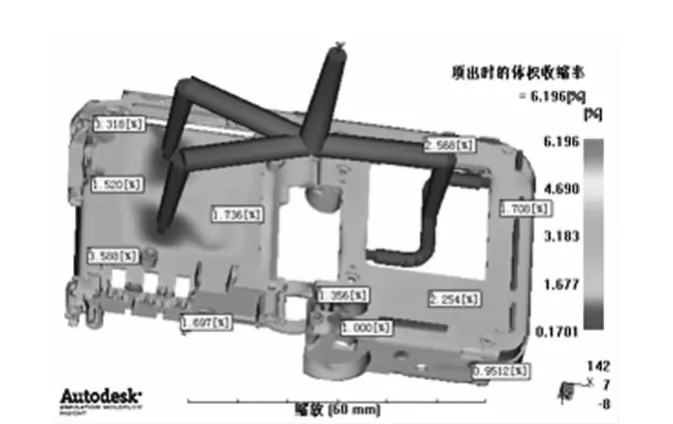
圖5 最優方案下體積收縮率 (Y2)結果
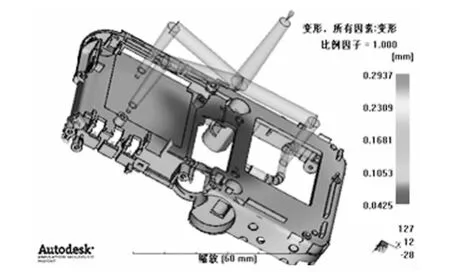
圖6 最優方案下翹曲變形 (Y3)分析結果
3.4 優化前后實際生產情況對比
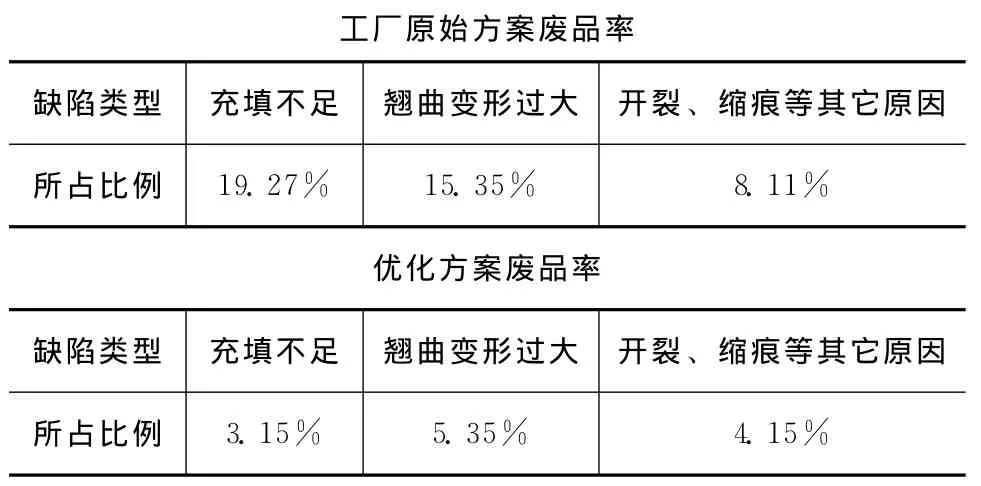
表3 優化前后相機機身廢品率比較
將優化后的成型工藝參數交付工廠后,經過工廠實際生產檢驗。塑料制件的廢品率明顯降低 (見表3)。產品合格率從原始方案的57.27%提高到87.35%。
4 結論
將CAE技術和正交實驗相結合,得到多因素對復雜薄壁注塑件相機機身的影響趨勢。運用綜合平衡法找出最優工藝組合并在最優工藝參數下再次進行模擬驗證。模擬結果顯示相機機身注塑件的缺陷指標大大降低。
經過工廠實際檢驗,產品合格率從47.23%提高到94.35%。本文的研究為薄壁復雜制品的注塑成型提供了理論上的指導,為以后解決類似問題提供了必要的借鑒。
〔1〕吳俊超 .復雜薄壁注塑件翹曲變形及注塑工藝參數的優化與研究 [D].南昌大學,2012,(06):12-58.
〔2〕孫懋,覃海藝 .注塑產品成形過程數值模擬 [C].第二屆中國CAE工程分析技術年會,2012.
〔3〕S.C.Lee.Shrinkage Analysis of Molded Parts Using Neu2ral Network[J].Journal of Reinforced Plastics and Com2posites,1999,18(2):186-195.
〔4〕李峰、申屠寶卿 .模流分析在含嵌件制品優化設計中的應用 [J]:塑料工業,2009,(09):35-37.
〔5〕黃虹,邱方軍,王海民,等 .塑料油箱單管坯擠出兩型腔吹塑的成型工藝 [J].塑料,2010,(02):48-50.
〔6〕趙苗,黃翔,辛勇 .薄殼多孔塑料件高光注射成型工藝研究 [J].工程塑料應用,2012,(01):32-35.
〔7〕周士沖.CAE在薄殼件注塑成型澆注系統設計中的應用[D].鎮江:江蘇大學,2006.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36