拉伸薄膜生產線收卷方式技術改進
2014-10-15 09:58:44李金山
制造業自動化 2014年19期
關鍵詞:機械
李金山
(北京機械工業自動化研究所,北京 100120)
0 引言
隨著新能源汽車產業的不斷發展,鋰電池需求量也越來越大,薄膜作為鋰電池內所必需的一種材料,需求量更是與日俱增;近年來,關于新能源這類國家重點扶持型項目受到各投資商的廣泛關注,薄膜生產線更是如雨后春筍般出現在各地,其中以河南最為普遍,2007年至今,幾乎成了中國薄膜產業基地。
但是,在這個高速發展的時代,光靠產品產量是不行的,高質量、高成品率,已經成為了每個薄膜生產廠家所共同關注的話題,迫切需要改進的問題。我們本著這個原則與理念,設計、研發出電機直連收卷方式,減少中間環節機械損耗,更好的控制收卷張力,大大提高了薄膜成品合格率。
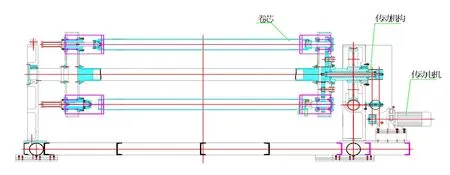
圖1 以往收卷方式
1 傳統設計結構
圖1為以往收卷方式,電機通過傳動機構帶動卷芯旋轉來完成收卷工作。
這種傳動方式,機構較復雜。首先,電機帶動同步帶,通過傳動軸組、齒輪,再經過同步帶,將動力傳遞到卷芯,帶動卷芯旋轉,這樣,中間環節造成很大的機械損耗,而且損耗值不可計算,沒有特定周期性規律,通過控制程序是沒法彌補的;另外,如果客戶在使用中,收卷軸安裝的不合適,所帶來的機械損耗更是不可估計,轉動中所需的機械轉矩大小不一,造成收卷卷芯在收卷過程中轉動不穩定,收卷過程的平穩性較差,收起的膜卷松緊程度就不一致,最終影響薄膜分切,導致成品率大大降低。

圖2 改進后收卷方式
2 改進后設計結構
圖2為改進后收卷方式,電機直接帶動卷芯轉動來完成收卷工作。
這種傳動方式是通過電機直接帶動卷芯轉動,去掉了整個傳動機構,中間沒有同步帶、齒輪等再參與傳遞。這樣,機械損耗降低到了最少,整個收卷過程平穩,收卷張力控制穩定,收起的膜卷松緊度程度就均勻,最終產品成品率得到了提高。
[1]尹燕平.雙向拉伸塑料薄膜[M].化學工業出版社.
[2]馮樹銘.PET薄膜雙向拉伸技術及發展方向.聚酯工業.
[3]陳振翼,等.張力控制系統(第1版)[M].北京:紡織工業出版社.
[4]陳伯時.電力拖動自動控制系統(第2版)[M].機械工業出版社.
猜你喜歡
機械工程材料(2022年10期)2022-11-21 12:08:44
小學科學(學生版)(2021年9期)2021-11-02 05:26:46
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
建材發展導向(2019年13期)2019-08-24 06:37:40
電子制作(2018年14期)2018-08-21 01:38:14
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
筑路機械與施工機械化(2017年6期)2017-07-10 11:54:50
科技知識動漫(2016年8期)2016-07-29 20:40:09
