玩轉3D打印
2014-10-14 23:02:52
CHIP新電腦 2014年10期
雖然3D打印機及其耗材的價格門檻已經大大降低,但是對于許多人來說,這一新鮮事物仍然顯得相當神秘。如果在使用過程中遇見了一些不知如何解決的問題,就有可能讓原本新鮮快樂的3D打印體驗大打折扣。為此CHIP將以之前評測過的三緯da Vinci 1.0打印機為例,一步一步為大家演示3D打印的詳細過程以及注意事項,讓普通的消費者也能輕松玩轉3D打印。
一、準備工作
因為工作原理與我們常見的激光或噴墨打印機不同,所以3D打印機在開箱使用之前,有不少事項都需要嚴加注意。
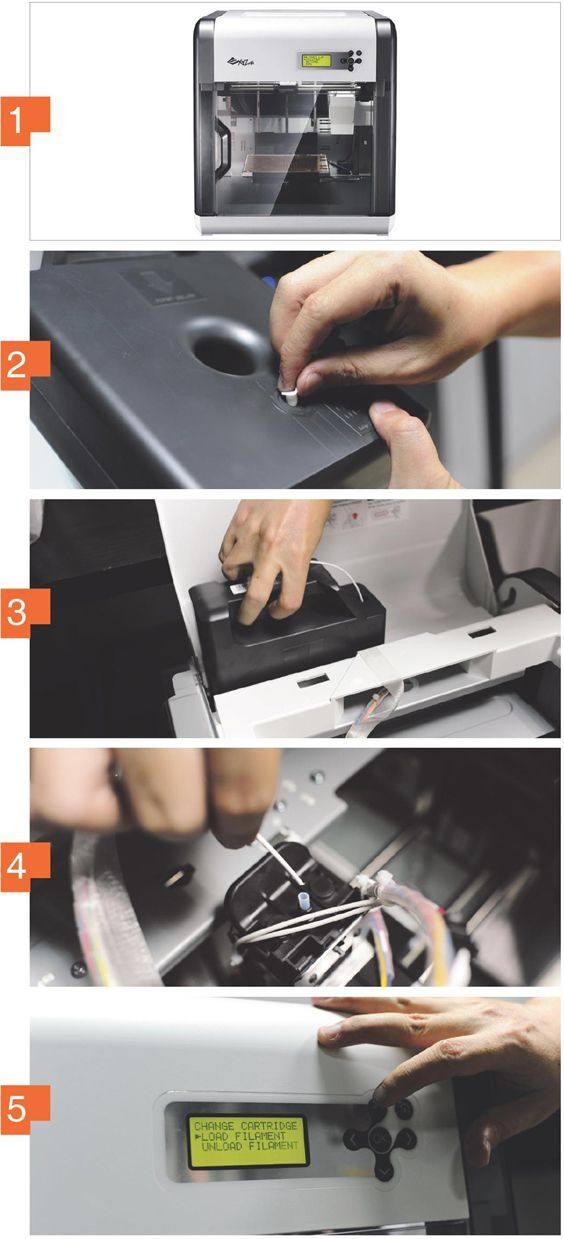
1、機器拆封
3D打印機在出廠時都經過了精密調試,為了防止運輸過程中的劇烈震動破壞已經調校好的機器,廠家在產品包裝上采取了非常多的固定和防震措施。因此拿到da Vinci 1.0后,用戶第一步要做的就是將機器拆封,并將所有的包裝袋、固定膠帶、紙板、泡沫塑料、塑料片、固定螺絲等統統移除,以確保打印噴頭及打印平臺能夠自由移動。
2、解除固定栓
da Vinci 1.0采用的耗材是ABS塑料。從包裝箱中取出手提式的ABS耗材盒,拔除白色的材料絲固定栓,讓ABS材料絲能夠被順利抽出。
3、安裝耗材盒
打開3D打印機后蓋,按照正確方向將耗材盒插入位于打印機后側的插槽內,使機器能夠通過耗材盒下方的芯片讀取相關信息,安裝到位后用三角形的固定扣將耗材盒卡緊固定。
4、將材料絲引入打印噴頭
將ABS材料絲從打印機頂部橫梁的導引管穿過,再插入打印噴頭上方的圓孔,往下一直推送到底。
5、確認噴頭工作正常
打印機開機并進入英文菜單主界面,依次選擇“UTILITIES”按“OK”繼續、“CHANGE FILAMENT”按“OK”繼續、“LOAD FILAMENT”按“OK”確認。當噴頭被加熱至足夠高的溫度后,ABS材料絲將以熱熔狀態從噴頭流出,說明打印耗材安裝已經成功,噴頭工作正常。
二、3D建模
俗話說“巧婦難為無米之炊”,如同用噴墨打印機打印一幅圖畫也需要有源文件一樣,在正式開始3D打印之前,我們首先得有可以打印的3D模型文件。對于有著3D設計基礎或是動手能力較強的讀者朋友來說,大都希望能夠按照自己的意愿打印出具有獨特個性的3D模型。因此我們不妨以CHIP logo的3D建模為例,來為大家進行簡單的演示說明。
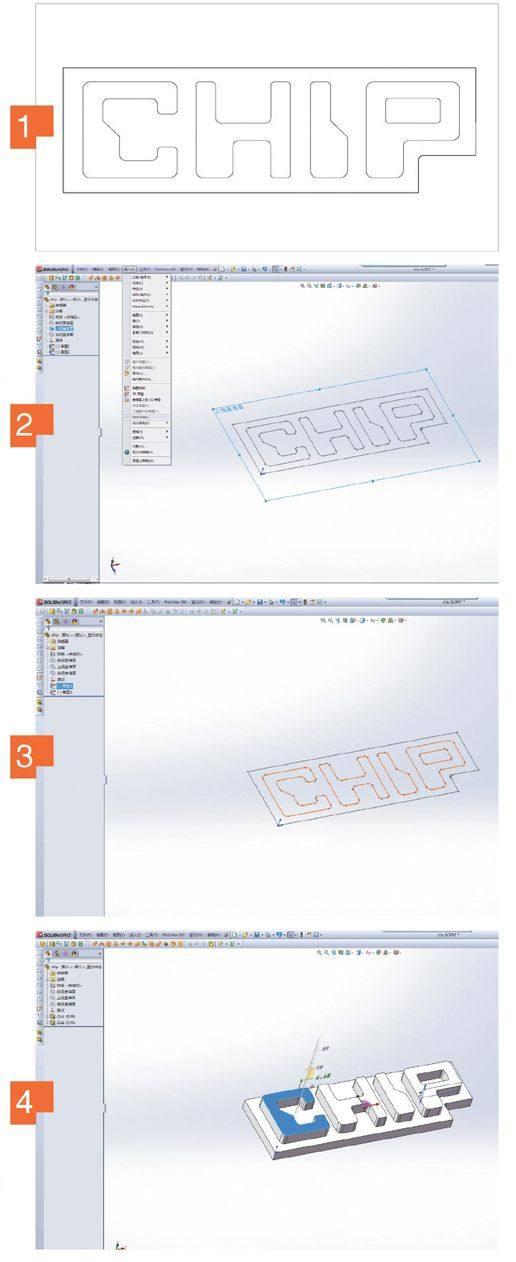
1、素材格式轉換
SolidWorks是目前較為通用的3D制圖設計軟件之一,不過該軟件無法直接讀取eps矢量圖。因此我們可以將CHIP logo的eps格式矢量圖文件,通過Adobe Illustrator等工具軟件轉換成可直接導入SolidWorks的dwg格式。
2、導入模板文件
將剛剛轉換好的用于制作CHIP logo 3D模型的dwg文件導入SolidWorks軟件。打開后將其放置于上視基準面。
3、生成logo草圖
要想讓CHIP logo呈現出立體效果,這一步非常關鍵。我們需要分別用“外圈線框”與“內部文字”,將logo基座的輪廓與中間“CHIP”文字的輪廓分別生成兩個草圖。
4、設置草圖厚度
分別選中“外圈線框”與“內部文字”兩個草圖,將其分別向下和向上拉拽,使其在縱軸各自形成一定的厚度,當然我們也可以根據自己的需求設定具體數值。這樣3D模型的立體效果就出來了。
5、完成3D建模
感覺3D模型的效果已經比較滿意之后,將編輯好的3D模型另存為stl格式文件,這樣一個簡單的3D模型就制作完成了。
值得一提的是,目前國內已經有許多3D論壇,包括三緯(蘇州)立體打印有限公司的官網也提供了非常豐富的3D模型庫。因此對于并沒有3D設計基礎的用戶來說,也可以直接從網上下載自己喜歡的3D模型進行打印輸出。
三、打印模型
正確安裝ABS打印耗材盒、安裝3D打印機驅動、安裝XYZware打印軟件(注意Windows XP用戶需先安裝3.5以上版本.Net Framework框架)之后,我們就可以用da Vinci 1.0打印3D模型文件了。
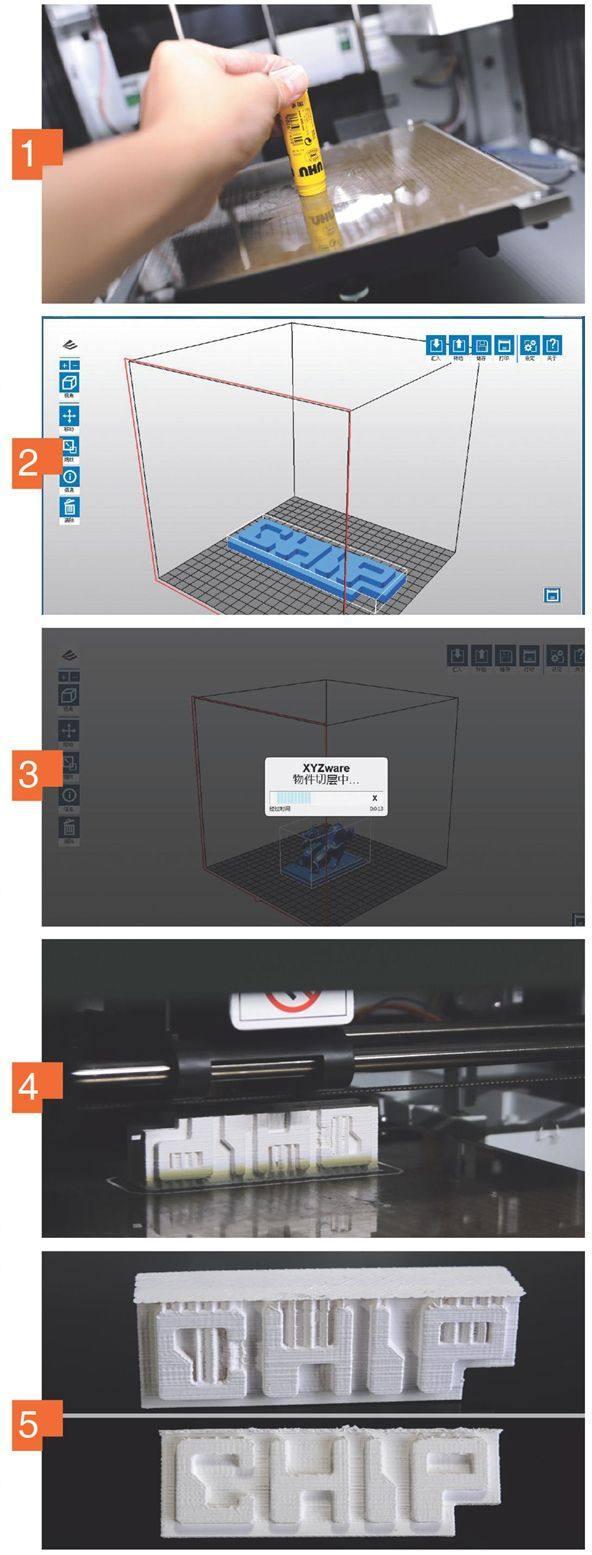
1、涂抹打印區域
在打印開始之前,我們應該先用膠棒在平臺的打印區域進行涂抹。這樣做有兩個目的:一是可以起到固定3D打印模型的作用;二是位于打印模型與玻璃打印平臺之間的固體膠也起到了將兩者隔離的效果。這樣在打印完成后,用戶也能更容易地將3D模型從打印平臺上剝離。
2、設置打印參數
為了獲得最佳的3D模型打印效果,正確設置打印選項及打印精度是非常重要的環節。在XYZware軟件中,我們可以通過選擇“3D密度”、“外殼”、“打印厚度”等多個選項來設定最佳的打印參數。選擇切片的層厚越小,打印的精度越高,不過耗費的時間也越長。另外用戶還可根據自身需求判定是否選擇“底座”和“支撐”選項。
3、傳輸打印數據
設定好打印參數后確定開始打印,會看到XYZware軟件顯示“物件切層中”。這是XYZware軟件正在對3D模型進行切層,隨后再將分層的數據傳輸給打印機。值得一提的是,XYZware打印軟件支持兩種3D文件格式,一種是我們前面提到的stl格式,另一種則是在stl格式基礎上已經進行了切圖分層的3W格式。顯然后者可以省去等待切層的時間。
4、開啟打印之旅
打印數據傳輸完畢之后,da Vinci 1.0會將打印噴頭加熱到210℃、打印平臺加熱到90℃,隨即打印平臺會上升到頂部位置,讓打印噴頭開始第一層打印作業。顯而易見的是,3D模型的尺寸越大、精度越高,打印需要耗費的時間也越長。當打印結束之后,打印平臺會自動降至底部。不過這時不要急著取3D模型,需要耐心等待幾分鐘,以免手被溫度較高的平臺燙傷。
5、清除打印支撐
如果在設置打印參數時勾選了“支撐”選項,那么在打印底部小、上部大的3D模型時,打印機就會多噴出一些材料絲形成框架來支撐上面的部分。遇到這種情況,我們在打印結束后就需要對3D模型上這些多出的支撐部分進行清理,以達到最佳的成型效果。
四、故障修復
目前市場上萬元以下的3D打印機,基本都采用的是熱熔解積層法打印技術,這就導致其在工作過程中會頻繁地加熱和冷卻。而不論是ABS還是PLA耗材,在這樣反復的過程中都很容易導致碳化,從而有可能造成打印噴頭的不暢甚至堵塞。
1、留意信息提示
從da Vinci 1.0控制面板的液晶顯示屏中,我們可以獲取很多有用的信息。譬如當打印噴頭堵塞無法噴出熱熔狀態的材料絲時,液晶顯示屏會提示用戶確認噴嘴是否流出材料絲。在堵塞并不嚴重的情況下,通過附贈的銅刷或是0.3mm噴頭清潔鐵絲,即可清潔打印噴頭上的殘留物。
2、拔除材料絲
如果用銅刷和清潔鐵絲都無法使噴頭正常工作,那么可以進入英文菜單主界面,依次選擇“UTILITIES”按“OK”繼續、“CHANGE FILAMENT”按“OK”繼續、“UNLOAD FILAMENT”按“OK”確認。當機器完成加熱之后,即可將熱熔狀態的材料絲從噴頭拔除,卸載打印耗材。
3、取下打印噴頭
在將打印噴頭的電源線拔除后,用力扳起固定噴頭的塑料卡子,即可取下打印噴頭。如果打印噴頭此時仍然處在高溫狀態,那么操作時需要特別小心,或是等噴頭冷卻以后再進行操作。
4、疏通清潔噴頭
因為角度更加靈活的關系,所以取下打印噴頭后,我們可以更好地查找可能發生堵塞的部分,并從不同方向對其進行清潔疏通。成功疏通后,再按照本文第一部分的說明將材料絲引入打印噴頭即可。
5、清潔打印平臺
隨機器一道附贈的膠棒、鏟子、銅刷等小配件,是3D打印前期準備與后期清理中不可或缺的裝備。除了排除故障外,為了讓后續的打印工作能夠順利進行,每次打印結束之后平臺的清潔工作也很重要。譬如鏟子可以用來將3D模型從打印平臺上剝離;小銅刷則可用來清潔打印噴頭上的殘渣;取下3D模型后,還需用潤濕的布料將打印平臺擦拭干凈等等。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
商用汽車(2016年11期)2016-12-19 01:20:16
光學精密工程(2016年6期)2016-11-07 09:07:19
商用汽車(2016年6期)2016-06-29 09:18:54
商用汽車(2016年4期)2016-05-09 01:23:12
核科學與工程(2015年4期)2015-09-26 11:59:03
創業家(2015年10期)2015-02-27 07:55:08
創業家(2015年10期)2015-02-27 07:54:39