磁針級進模設計
2014-10-12 05:56:24中航工業南方航空工業集團有限公司湖南株洲412002李展前鐘如鋼
金屬加工(冷加工) 2014年14期
關鍵詞:設計
中航工業南方航空工業 (集團)有限公司 (湖南株洲 412002) 黃 倩 李展前 盛 波 鐘如鋼
一、產品零件結構特點及零件沖壓工藝性分析
此磁針 (見圖1)是某軍用儀表指針,屬儀表重要零部件,材料為磁性鋼帶,零件硬度接近40 HRC。為保證零件質量及滿足批生產要求,在多工位級進模設計時,結合工廠工藝水平,合理設計沖壓工藝方案及優化模具結構,在實現高效連續生產的同時,確保各項質量特性及其一致性顯得尤為重要。

圖1
從零件圖可知,零件外形尺寸不大,總體呈菱形,中心有一直徑為3.6+0.0480mm定位孔,孔邊距較小 (1.16 mm)。材料為鋼廠定制的磁性鋼帶,硬度接近40 HRC。因材質特殊且需定制,材料價格昂貴。
根據該產品零件外形尺寸較小、孔邊距較小、精度要求高、材料價格昂貴且屬大批量生產,故設計一套多工位級進模以滿足生產需求。
二、模具排樣圖設計
排樣是級進模設計的重要依據,是決定級進模優劣的主要因素之一。排樣圖設計的合理與否,直接關系到零件尺寸精度、材料利用率、模具制造成本以及模具的使用壽命等。
按照排樣所要解決的問題及設計過程中所處的階段,多工位級進模設計中的排樣過程可分為三部分,即毛坯排樣、沖切刃口設計和工序排樣。其中,工序排樣確定工位數量、每個工位具體加工工序等,是級進模設計的靈魂所在。
1.毛坯排樣
因沒有成形工序,故不需進行產品的展開計算,產品零件圖即為排樣根據。
典型毛坯排樣方案有兩種,分別如圖2、圖3所示。

圖2

圖3
圖2所示方案條料寬度尺寸較小,為9 mm;步距為18.05 mm。所以模具外形尺寸較小,工序件運載比較平穩。
由公式η=〔A/(B·S)〕 ×100%算出材料利用率約為59%。式中,A為單個產品毛坯面積,取96.62 mm2;B為條料寬度,取9 mm;S為沖裁步距,取18.05 mm。
圖3所示方案為無廢料排樣,條料寬度尺寸較大,為97.5 mm;步距較長,為35.6 mm;材料利用率約為80%。該無廢料排樣方案工序排樣較為復雜,模具制造精度相對要求更高。
因磁性鋼帶材料價格昂貴 (約2000元/kg),為最大限度提高材料利用率,決定采用圖3所示的無廢料排樣方案。
2.沖切刃口設計
沖切刃口外形設計就是把復雜的內形輪廓和外形輪廓分解為若干個簡單幾何單元,各單元又通過組合、補缺等方式構成新的沖切輪廓的工藝設計過程。
考慮到零件外形尺寸較小,為提高凸模強度,選用切邊型排樣。為實現無廢料排樣,保障凸凹模有足夠的強度,且便于加工,在經過多次的分解與重組后,終于確定了一組沖切刃口,共5個工步。如圖4所示。

圖4 沖切刃口設計
3.工序排樣
(2)條料定位方式:由于采用手動送料,可采用如圖5所示導料板定位。

圖5 導料板
(3)確定排樣圖:根據以上各方面的設計,經綜合分析比較,可確定零件的沖壓排樣如圖6所示,即零件的沖制用四工位級進模。

圖6 排樣圖
第一工位:沖孔;第二工位:空工位;第三工位:切邊;第四工位:切邊。
按上述排樣,要分別從左右方向和前后方向兩次送料才能完成零件沖裁過程。
第一步先將長度約1 m的條料從右至左送料,送料步距35.6 mm,沖裁后帶料如圖7所示。

圖7
第二步將圖7所示帶料往前送料,送料步距3 mm,然后再重復第一步,直至圖6四工位所示,陰影部分即為完成沖裁后的零件。
(4)步距精度:可由公式δ=±〔β/(2n1/3)〕K計算出來。式中,β為沿送料方向毛坯輪廓尺寸的精度提高三級后的公差值,取值0.025 mm;n為級進模工位數,取4;K為修正系數,查相關資料取值0.85。
將各值代入公式中,得出步進精度值δ=0.007 mm。
三、模具結構設計
1.基本結構形式
(1)裝配結構:根據上述分析,本零件的沖制包含沖孔、切邊,因此選正裝式結構,即凸模在上模、凹模在下模的形式。
(2)卸料方式:為了保證條料的平整度,防止工序件的翹曲,故選用彈性卸料板,以矩形彈簧提供彈壓力。
(3)導向方式:由于本零件的生產是大量生產,且為薄料沖壓,為了保證沖壓的精度,以及模具的整體剛性,故選用滾珠導柱結構,彈性卸料板增設兩個小導柱導向。
2.凸、凹模設計
由于被沖材料硬度較高 (40 HRC左右),零件外形及定位孔尺寸較小,故對凸、凹模形狀的設計及選材至關重要。
(1)凸、凹模選材:針對被沖零件高硬度的特點,選用SKD11、YG8和T15三類材料試沖零件上mm定位孔,試驗結果如附表所示。

試驗結果表
經試驗對比分析,粉末冶金高速鋼T15沖裁性能最佳。另T15系晶體特細高速鋼,具備高耐磨性、高韌性和高抗壓強度特性,品質均勻,無偏析,易加工,熱處理尺寸穩定性好。因此凸、凹模選材T15,回火后硬度66~68 HRC。
(2)切邊凸、凹模形狀設計:模具沖壓時,切邊凸模只有兩處刃口面參與沖裁,受沖裁力影響凸模向非沖裁面退讓,實際沖裁間隙成倍增加,導致零件毛刺過大,甚至出現啃模現象。在凸模刃口端增加引導部分,可增加凸模剛性和防止凸模沖裁時單邊受力產生退讓,如圖8所示:除參與切邊的兩處刃口面之外,其他三面做成引導凸臺;兩處刃口面按與凹模配沖裁間隙0.03 mm,三處引導面按與凹模配導向間隙0.005 mm。

圖8
3.繪制模具總裝圖
廠方提供的沖壓設備為25 t沖壓機,根據上述分析,繪制模具總裝圖,如圖9所示。
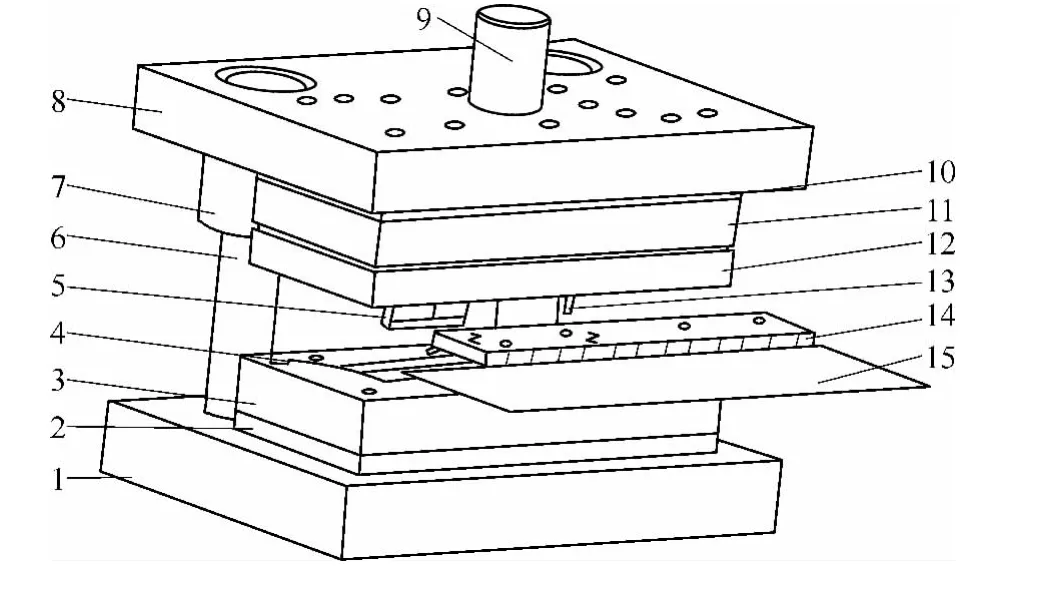
圖9
四、結語
模具交付使用后首批沖裁5萬件,沖壓產品零件幾何尺寸符合圖樣要求,產品零件在儀表裝配和使用過程中亦無質量問題反饋。另該級進模生產效率高,日常維護及修模方便,完全滿足批生產要求。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
