CM2000銑刨機一級皮帶輸送機擺線馬達擺動問題分析
2014-10-12 05:56:38陜西建設機械廠工藝研究所西安710032朱振偉
金屬加工(冷加工) 2014年15期
陜西建設機械廠工藝研究所 (西安 710032) 朱振偉
CM2000銑刨機出廠前試車時,一級皮帶輸送機驅動裝置的擺線馬達在上下左右4個方向出現幅度在10 mm以內的擺動現象。本著對用戶負責、不讓有任何缺陷的產品流入市場的原則,我們決定找到出現此問題的真正原因。
1.驅動裝置的結構
驅動裝置的結構如圖1所示。
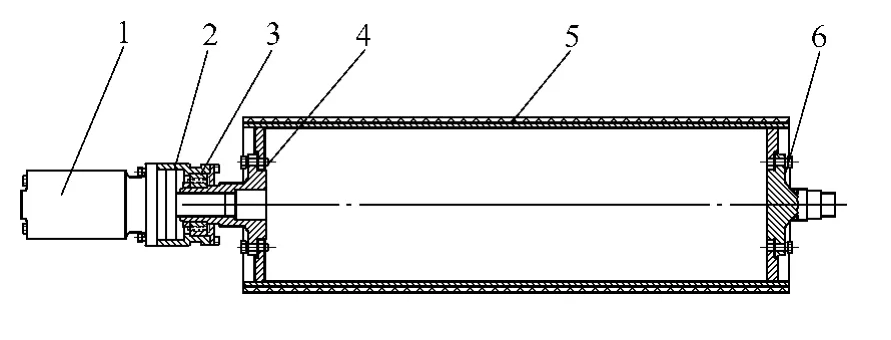
圖1
擺線馬達安裝在一級皮帶輸送機前端,通過驅動滾筒將力傳遞給輸送皮帶,使輸送皮帶運動。馬達座滑塊與另一端的支撐端分別安裝在一級皮帶輸送架前端兩側的滑軌上。
2.原因分析
(1)考慮到驅動裝置安裝在一級皮帶輸送機架前端滑軌上,我們挑選了另幾臺不出現擺動的驅動裝置做試驗,將它們分別與此機架安裝,開機后馬達均未出現擺動現象。此外,我們將出現擺動的這臺車的驅動裝置安裝到未出現擺動的車機架前端,很奇怪,原本這臺車是不擺動的,但換上這套驅動裝置后,馬達卻出現了擺動。很明顯,擺動不是因為機架的原因造成的,而是驅動裝置出現了問題。因此,我們將目光轉移到驅動裝置上。
(2)拆分驅動裝置。首先將馬達、驅動端及支撐端等零件從驅動滾筒上拆下。分析驅動滾筒的設計要求,驅動滾筒兩端聯接幅板上聯接孔要求同軸度0.05 mm,止口面與聯接孔垂直度0.06 mm。為了達到設計要求,工藝上將滾筒外圓一端夾內孔,另一端頂活動大盤車光外圓后,以外圓為基準上中心架找正0.05 mm以內,將兩端止口面與聯接孔一刀粗精車出。經檢測,均在設計要求范圍之內。
驅動端:為了徹底查明原因,檢查驅動滾筒驅動端的各項尺寸精度及形位公差 (見圖2),在磨床上測量各形位公差,左端馬達軸孔與左端臺階外圓mm同心度φ0.02 mm,在圖樣公差(φ0.025 mm)范圍內;但與另一端臺階外圓mm 同心度0.12 mm(圖樣公差φ0.03 mm),與幅板聯接面垂直度0.20 mm(圖樣公差0.06 mm),這兩項形位公差均超出圖樣范圍,顯然問題就出在這里。
驅動端在驅動裝置中的作用:由圖1可見,擺線馬達軸插入驅動端孔中,調心球軸承安裝在驅動端左端臺階外圓mm上,驅動端另一端臺階外圓mm與驅動滾筒聯接板上mm孔聯接,因此,驅動端馬達軸孔與臺階外圓mm、另一端臺階外圓mm相互間必須同心 (見圖2),且與驅動滾筒聯接面必須垂直,否則馬達轉動時勢必出現擺動。
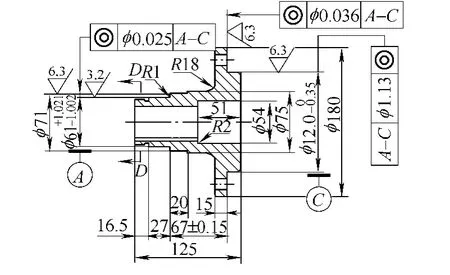
圖2
3.解決方案
(1)為了更好地保證馬達軸孔中心線與兩端臺階外圓同軸度及與幅板聯接面的垂直度,我們在磨臺階外圓mm、mm時制作了磨削心軸,確保設計要求。
(2)驅動端的加工工藝 (見圖3)。①鍛毛坯,正火處理。②三爪夾小端粗車端面見光,粗車外圓φ120 mm至φ128 mm深10 mm,根部 R3 mm,粗車φ180 mm外圓 φ188 mm,去銳邊尖角。③調頭夾φ128 mm粗車端面見光,粗車外圓至φ83 mm,保證φ180 mm厚度24 mm,根部R10 mm,軸孔φ32 mm,去銳邊尖角。④調質處理250~280 HBW。⑤四爪夾小端:車平端面,車外圓 φ180 mm;粗精車外圓mm,長mm;車砂輪越程槽;車φ180 mm左端面見光即可 (工藝基準面);車內孔φ54 mm深50 mm,根部R2 mm;孔口外圓倒角2mm×45°。⑥調頭四爪夾持φ120 mm外圓 (墊銅皮),找正φ180 mm左端面工藝基準面0.01 mm,車平端面至總長125 mm;車外圓φ75 mm接φ180 mm端面保證mm;根部 R10 mm;車外圓 φ70 mm長63.5 mm;粗精車mm,深43.5 mm;車砂輪越程槽3 mm×1 mm;粗精車內孔mm;車退刀槽3.5 mm×1.5 mm,保證尺寸27 mm;各外圓倒角2 mm×45°(φ70 mm外圓不倒),車螺紋M56×2-6g。⑦劃各鍵槽加工線。⑧銑外鍵槽寬8 mm,保證尺寸52 mm。⑨插寬12 mm鍵槽,保證尺寸mm。⑩四爪夾φ120 mm,找正φ60 mm外圓,和φ180 mm工藝基準面:磨mm孔。○11上心軸磨mm外圓端面,深14.5 mm,保證垂直度0.06 mm,磨外圓mm,保證同軸度0.025 mm(在 φ180 mm左端打鋼印)。12○鉆6個φ13.5 mm孔均布,2個 M12-6H均布,位置度0.5 mm,去毛刺。13○按圖檢驗各尺寸及各形位公差。
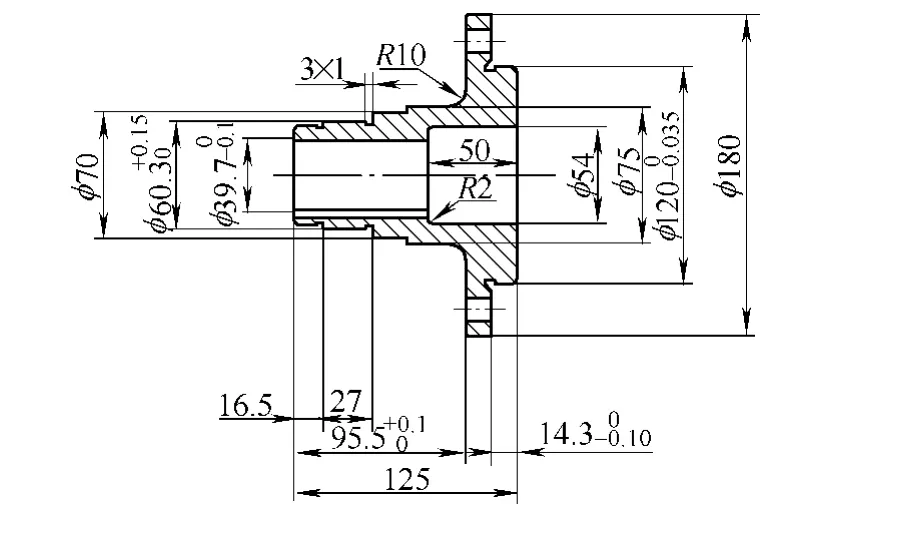
圖3 驅動端加工工藝
4.結語
采用上述加工工藝加工出來的驅動端,經檢驗,各項形位公差均在設計范圍內。再次組裝上車后,擺動馬達的擺動現象消除了。
