跨橋式端子Z形折彎多工位級進模設計
2014-10-10 06:13:30汪峰
機電信息 2014年9期
汪 峰
(杭州技師學院,浙江 杭州311500)
0 引言
隨著通訊業的迅速發展,消費者對電子產品充電插槽的要求越來越高,不僅體現在外觀上,而且要求其體積小、接觸應力適中、產品工作可靠、使用壽命長等。因此,某電器跨橋式端子必須滿足超薄、折彎部位多、形狀復雜、精度高和需求量大等要求。鑒于此,產品采用高速緊密級進模生產。
1 產品工藝分析
圖1為某電器跨橋式端子(圖中省略了部分尺寸),材料為0.1 mm鍍鎳銅片,產量要求為90萬件/月。主要技術要求為:該產品共有2處彎曲,一處為圓弧彎曲,本文不做闡述,另一處為Z形折彎,是本文重點闡述內容,中立層最小彎曲半徑為0.1 mm,彎曲角度90°,毛刺不大于0.03 mm,毛邊方向向內,產品沖壓后不允許出現翹曲、扭曲等現象。由于產品主要是折彎成型,折彎后還要保持2處公差尺寸要求,分別為(0.7±0.03)mm,0.5 mm0.00-0.03,彎曲時必須增加整形工藝,還要考慮回彈的問題。
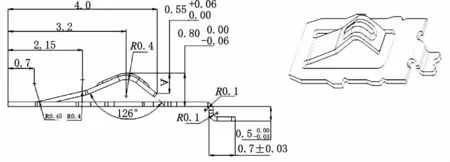
圖1 跨橋式端子
2 排樣設計
產品加工量大,所以必須考慮采用固定式模具。綜合考慮產品料帶尺寸、節約材料和產品沖裁及后序工序等要求,產品排樣圖設計成單排結構,如圖2所示。
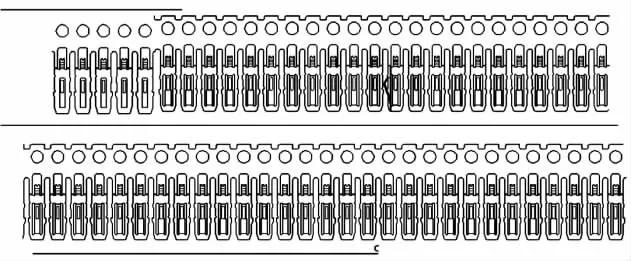
圖2 產品排樣圖
根據加工實驗,排樣設計還要考慮以下幾個方面的內容:(1)在打大的折彎時,在某種情況下會產生拉料不均勻現象,故需增加一些空步。(2)折邊工序局部拆解采用壓線—沖孔—折邊的流程。(3)Z形折彎采用的工序拆解如圖3所示:折45°—折邊—壓平—整形。(4)折彎成型時,產品易出現反彈,由于跨橋式端子有較高的要求,所以在折彎時應加大折彎角度,一般回彈角度為1°~2°。
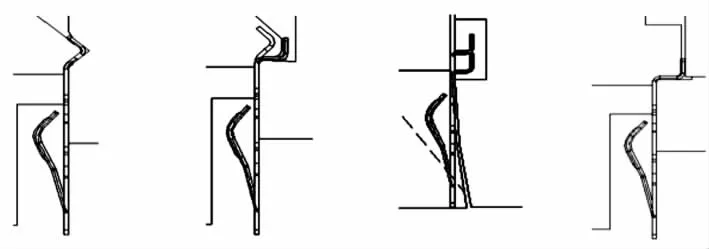
圖3 Z形折彎工序拆解
3 Z形彎曲加工最小邊高S的限制計算
Z形折彎各參數標示如圖4所示,其中S的經驗值如表1所示。
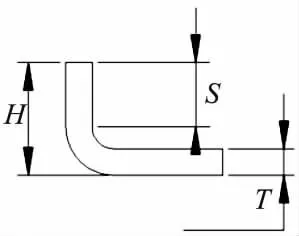
圖4 Z形折彎各參數標示
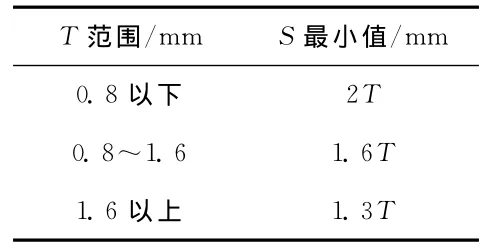
表1 S的經驗值
產品中T=0.1 mm,所以S=2T=0.2 mm(最小值),S(實際)=0.4 mm>0.2 mm,故可以加工。
4 模具主要結構設計
(1)模具總體結構。模具采用雙導向結構,上下模座主體采用4組滾珠大導柱進行導向,卸料板與上下模座采用4組滾珠小導柱進行導向,這仍然采用了市場上通用的設計方法。(2)凹模設計。凹模采用矩形板狀結構,通過銷針與下模座定位。考慮凹模的磨損和沖件的質量,凹模刃口采用直筒形刃口壁結構,為便于加工,落料凹模漏料孔可設計成近似于刃口輪廓的簡化形狀,漏料部分刃口輪廓擴大0.3 mm。(3)凸模設計。落料凸模刃口為方形,在它里面開孔,單邊增加0.002 mm,裝配導正銷,為便于凸模和固定板的加工,可設計成通過固定板固定。凸模的尺寸根據導料板尺寸、卸料板尺寸和安裝固定要求尺寸確定。(4)卸料與出件零件設計。卸料利用固定板,出件以凸模往下沖即可,因此不用設計出件零件。固定卸料板的平面外形尺寸一般與凹模板相同,其厚度可取凹模厚度的0.8~1倍,所以卸料板尺寸為300L×140 W×20.1T。卸料板在此僅起卸料作用,凸模與卸料板間的雙邊間隙一般取0.3 mm,材料為SKD11(HRC58±2°)。(5)墊板設計。為承受并擴散凸模傳遞的壓力,以防模座被擠壓損傷,在與模座接觸的面上加一塊淬硬磨平的墊板。墊板的外形尺寸與凸模固定板相同,厚度可取3~10 mm。這里設計時,由于壓力較大,根據GB2865.2—81選取規格為300L×140 W×15.0T。(6)凸模固定板設計。凸模固定板的外形尺寸與凹模一致,厚度為凹模高的0.6~0.8倍,這里取0.6倍,根據核準選取板的規格為200L×160 W×32.0T。凸模與凸模固定板的配合為 H7/n6,裝配可通過2個銷釘定位,4個螺釘與上模座連接固定,各形孔的位置尺寸與凹模保持一致,周邊倒角。
5 模具主要結構加工技術要求
(1)上模座加工技術要求。如圖5所示,上模座加工技術要求如下:定位銷4- 10,正面 12鉆深25 mm;大導柱孔4- 55.2+-00.1鏜孔,11-4鉆穿;沉頭孔10-M8, 9鉆穿, 15正面沉頭深20 mm;4-22鉆穿, 30背面銑深10 mm;8-28.5鉆穿,M30×P1.5正面攻牙深20 mm;4-M12×P1.75正面攻牙深30 mm;4-M8背面攻牙深25 mm;2-6.8鉆穿,正面 M8攻牙深20 mm,穿線孔 3(鉆穿);全周倒角C2。(2)卸料板加工技術要求。如圖6所示,卸料板加工技術要求如下:4-10定位銷,孔單邊+0.007 mm(割一修三);4-16導柱,孔單邊 +0.003 mm(割一修三); 4正面銑深3.3 mm;16-3正面銑深3.3 mm; 3正面銑深4.5 mm;10-M5正面攻牙(攻穿);4-M6側面攻牙深15 mm;全周倒角C2。
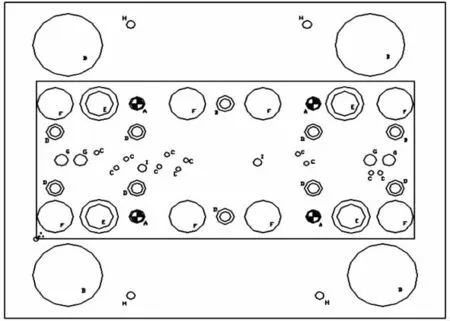
圖5 上模座
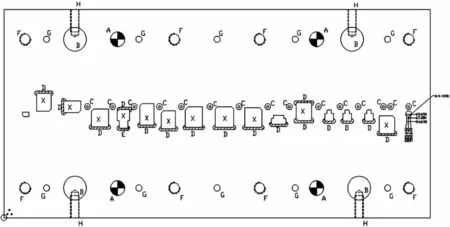
圖6 卸料板
6 結語
多工位級進模設計合理,精度高,結構可靠,大大提高了生產效率和產品精度。模具可以采用自動送料、高速沖壓、無人操作的完全自動化沖壓生產,是高精密、高效率、長壽命模具的典型代表。在確定排樣方式時,還必須對產品的沖壓方向、變形次數、變形工藝類型、相應的變形程度進行研究和計算。排樣圖的優化與否,不僅關系到材料的利用率、制件的精度、模具制造的難易程度和使用壽命等,而且直接關系到模具各工位加工的協調與穩定。
[1]野田三喜男,張勝.日本級進模設計詳例[J].模具制造,2006(12)
[2]鄢志旺,洪堅,李曉湘.照相機快門鐵芯鐵片級進模設計[J].模具技術,2012(2)
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
