解放卡車沖壓件質(zhì)量控制技術(shù)在生產(chǎn)現(xiàn)場的應(yīng)用
2014-10-10 05:29:04王建華一汽解放汽車有限公司卡車廠
鍛造與沖壓 2014年4期
文/王建華·一汽解放汽車有限公司卡車廠
解放卡車沖壓件質(zhì)量控制技術(shù)在生產(chǎn)現(xiàn)場的應(yīng)用
文/王建華·一汽解放汽車有限公司卡車廠

王建華,檢測匹配工程師,主要負(fù)責(zé)解放卡車白車身薄板沖壓和焊接過程質(zhì)量控制。
本文結(jié)合解放卡車駕駛室的沖壓件生產(chǎn)實(shí)際,經(jīng)過多年的經(jīng)驗(yàn)積累,走出了一條適合解放卡車沖壓件質(zhì)量控制之路,筆者在此總結(jié)一些實(shí)踐經(jīng)驗(yàn)與大家交流。
產(chǎn)品特點(diǎn)
構(gòu)成汽車白車身的沖壓件主要有:表面覆蓋件和骨架類零件、加強(qiáng)板以及與內(nèi)外飾和整車聯(lián)結(jié)的連接部件。卡車白車身沖壓件材料大多是普通冷軋板,也有部分高強(qiáng)度板和少部分熱軋酸洗板等。解放卡車駕駛室沖壓件是厚度在2.5mm以下的薄板沖壓件,其主要特點(diǎn)有:
品種雜,數(shù)量多
駕駛室白車身沖壓類零件品種雜、數(shù)量多,每個駕駛室由200多種沖壓件組成。通常根據(jù)其裝配關(guān)系可分為內(nèi)外覆蓋件、骨架類結(jié)構(gòu)件及加強(qiáng)板和連接支架等。
形狀復(fù)雜,成形難度大
零件形狀復(fù)雜,成形難度大,質(zhì)量要求高,表面件還要有表面質(zhì)量要求。
產(chǎn)品分類
按復(fù)雜程度及裝配位置的重要程度,可將沖壓件劃分為A、B、C三類。
A類:駕駛室的外表面件,如車門外板、門框、后側(cè)圍外板、后支柱外板、頂蓋、后圍外板、前風(fēng)窗上下外板等。
B類:主要的結(jié)構(gòu)件及可視部分的內(nèi)表面件,如A柱上內(nèi)板、前圍內(nèi)板、左右地板、中地板、后圍內(nèi)板、門內(nèi)板、前風(fēng)窗上下內(nèi)板、前圍內(nèi)板部位的內(nèi)外梁、駕駛室的左右縱梁等。
C類:被內(nèi)飾件遮住的結(jié)構(gòu)件及被包容的梁類、加強(qiáng)板、螺母板、連接板、支架等。梁類沖壓件指起主要結(jié)構(gòu)作用的骨架零件,如車身地板梁、頂蓋梁、后圍橫梁等零件。加強(qiáng)板件指在結(jié)構(gòu)中起局部加強(qiáng)作用的零件,如地板縱梁加強(qiáng)板、橫梁加強(qiáng)板、連接加強(qiáng)板等。連接支架件指在結(jié)構(gòu)中起到連接作用的零件,如車身內(nèi)外飾支架等。
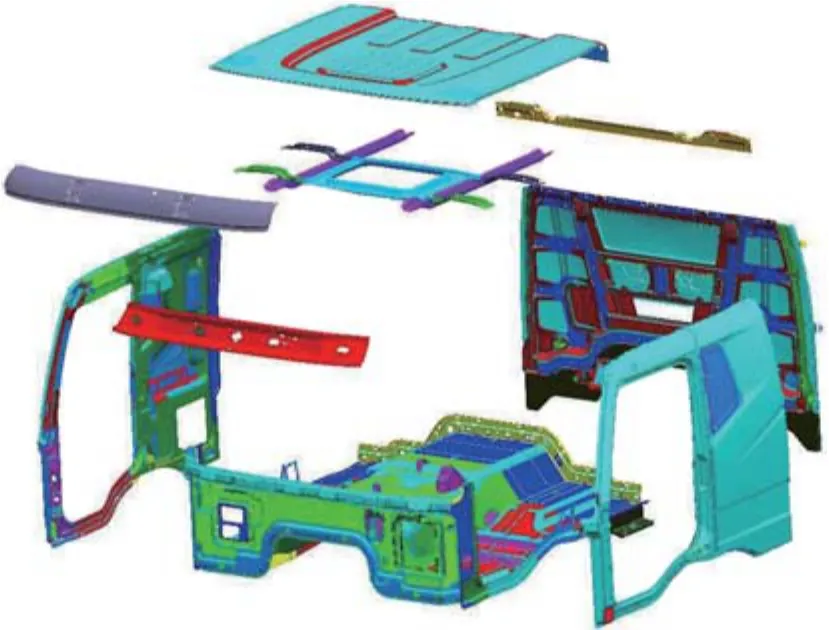
圖1 駕駛室部件
常見缺陷
在生產(chǎn)沖壓件時出現(xiàn)的質(zhì)量缺陷主要有:臟點(diǎn)、坑包、暗坑、棱線不清、剛性差、滑移線、沖擊線、油包、壓痕、劃傷、拉毛、裂紋、縮徑、波浪、皺紋、折疊、毛刺、少孔、變形、壓偏、單邊、回彈大、銹蝕等20多種。
⑴大型曲面拉深件常見的缺陷主要有:裂紋、縮徑、皺紋、波浪、表面壓痕、拉毛等。
⑵壓彎成形件常見的缺陷主要有:開裂、起皺、縮徑、滑移線、沖擊線、偏移、翹曲、回彈變形等。
⑶表面覆蓋件常見的缺陷主要有:臟點(diǎn)、暗坑、油包、棱線不清、剛度差、滑移線、沖擊線、起皺、波浪、裂紋、縮頸、拉毛等。
質(zhì)量控制
駕駛室沖壓件控制內(nèi)容
沖壓件主要控制項(xiàng)目有外觀質(zhì)量和工藝參數(shù)質(zhì)量控制,按照控制計劃的要求,對沖壓件的孔數(shù)、毛刺、拉延深度、表面質(zhì)量、形狀尺寸及孔位等進(jìn)行生產(chǎn)過程質(zhì)量控制。
沖壓件質(zhì)量缺陷的控制方法
沖壓件缺陷判別方法主要有兩種,即外觀檢驗(yàn)和尺寸檢驗(yàn)。
外觀檢驗(yàn)方法包括:
⑴觸摸檢查:檢驗(yàn)員需戴上紗手套沿著零件縱向緊貼零件表面觸摸。
⑵目視檢查:肉眼觀察制件。
⑶油石打磨:油石打磨的方向基本上沿縱向進(jìn)行,并且很好地貼合零件的表面,針對部分特殊的地方還需要補(bǔ)充橫向的打磨。
⑷涂油檢查:用干凈的刷子在零件的整個外表面沿著同一個方向均勻地涂油,把涂完油的零件放在高強(qiáng)度的燈光下檢查。
尺寸檢驗(yàn)方法包括:
⑴檢具測量:利用檢具、鋼板尺、間隙尺等測量工具,對沖壓件的孔位置、大小、型面尺寸、料邊等部位進(jìn)行測量。
⑵三坐標(biāo)測量:利用專業(yè)測量設(shè)備對沖壓件孔位置、型面尺寸等進(jìn)行精確測量。
在進(jìn)行沖壓件質(zhì)量缺陷判別時,首先要識別沖壓件是表面件還是結(jié)構(gòu)件,針對不同類別的沖壓件采用相應(yīng)的檢驗(yàn)方法。
對表面沖壓件采用觸摸檢驗(yàn)、油石打磨、柔性砂紙打磨、目視檢驗(yàn)、檢具檢測的方法進(jìn)行確認(rèn)。由評審人員按照每批次抽取1件進(jìn)行表面缺陷評審。
對結(jié)構(gòu)件、可視部分的內(nèi)表面件、加強(qiáng)板及梁類件采用樣件比對檢查、目視檢驗(yàn)、檢具檢測的方法進(jìn)行確認(rèn)。專檢人員按照1/300的檢驗(yàn)頻次對沖壓件的孔數(shù)、毛刺、拉延深度及表面質(zhì)量與生產(chǎn)樣件進(jìn)行比對抽檢。
沖壓件的形狀尺寸及孔位由專職檢測員每批次進(jìn)行檢測控制。
生產(chǎn)過程質(zhì)量控制具體實(shí)施內(nèi)容
⑴在解放卡車的沖壓件生產(chǎn)過程中,采取操作者與專職檢查員協(xié)作的方式進(jìn)行過程質(zhì)量控制。從來料進(jìn)行操作者控制,生產(chǎn)過程嚴(yán)格執(zhí)行自檢、互檢、專檢的“三檢”制原則。采取沖壓件首、末件簽字確認(rèn)制和過程樣件留存制,有效地避免錯、漏檢的現(xiàn)象,提高產(chǎn)品質(zhì)量的可控性。
沖壓件首、末件簽字確認(rèn)制,是沖壓件過程質(zhì)量控制的有力舉措。沖壓件經(jīng)操作者確認(rèn)合格后,由所屬區(qū)域的專檢人員簽字確認(rèn),標(biāo)注檢驗(yàn)內(nèi)容、時間及檢查員章號;再由當(dāng)班的其他各條線檢查員全部參與,按照檢驗(yàn)項(xiàng)目相互確認(rèn),并對自己所確認(rèn)的零件狀態(tài)簽字。車間質(zhì)量員及檢查班長也對檢查員互檢沖壓件的首、末件狀態(tài)進(jìn)行巡檢簽字確認(rèn),確保生產(chǎn)檢驗(yàn)操作的互檢情況及零件狀態(tài)確認(rèn)的準(zhǔn)確性。圖2所示是工人正在進(jìn)行首件互檢,圖3所示為經(jīng)確認(rèn)后的首、末件狀態(tài)標(biāo)示,圖4所示為過程樣件的存放。
過程樣件留存制是將每批成品的首、末件進(jìn)行保留,以備下次生產(chǎn)時做參考借鑒,或下序出現(xiàn)質(zhì)量問題便于追查和測量。保留的首、末件在下批次生產(chǎn)時用新的首、末件進(jìn)行替換。確保各批次生產(chǎn)沖壓件質(zhì)量具有可比性,也可以為模具進(jìn)站維修整改質(zhì)量問題提供可靠依據(jù)。
⑵在生產(chǎn)時用檢具對沖壓件形狀尺寸及孔位進(jìn)行檢測。檢測員按月生產(chǎn)批次對薄板沖壓件制定檢測計劃并實(shí)施檢測,建立檢具檢測數(shù)據(jù)傳遞流程。明確檢測結(jié)果的傳遞人員,對疑似超差沖壓件進(jìn)行確認(rèn)。檢查班長對檢測結(jié)果進(jìn)行整理分析,制作每個零件的合格率波動圖,以便監(jiān)控零件狀態(tài)變化趨勢。對于一旦出現(xiàn)超差的零件,檢測員要及時通知工藝和模具維修人員共同對超差零件進(jìn)行再確認(rèn),以便通過多種方法對生產(chǎn)現(xiàn)場存在的質(zhì)量問題進(jìn)行有效地分析,找出各種影響質(zhì)量問題的源頭。一方面為進(jìn)一步改進(jìn)工藝質(zhì)量提供可靠和可行的理論支撐,另一方面也能夠?yàn)闆_壓件質(zhì)量提升的決策者提供決策依據(jù)。圖5所示為檢測員利用檢具對沖壓件進(jìn)行檢測。

圖2 首件互檢

圖3 首、末件確認(rèn)

圖4 過程樣件存放
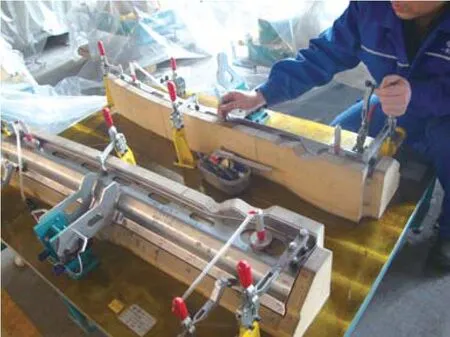
圖5 檢具檢測
⑶對卡車外表面沖壓件開展表面質(zhì)量控制評審。由工藝員、質(zhì)量評審員和生產(chǎn)車間模具調(diào)試人員等組成薄板沖壓件評審小組,對現(xiàn)生產(chǎn)的大型表面件開展現(xiàn)場評審活動。每周定時開展評審例會,會上將對所評審的表面沖壓件質(zhì)量缺陷進(jìn)行講評和通報,各小組成員對表面質(zhì)量缺陷問題進(jìn)行分析、研究確定整改方案及措施,工藝員負(fù)責(zé)組織評審表面質(zhì)量缺陷問題改進(jìn)實(shí)施,評審人員監(jiān)控改進(jìn)后的效果驗(yàn)證并進(jìn)行反饋,充分發(fā)揮評審會的作用,使表面件質(zhì)量得到穩(wěn)步提高。圖6所示為工作人員在對沖壓件進(jìn)行現(xiàn)場評審,圖7所示為小組成員在評審例會上對表面沖壓件質(zhì)量缺陷進(jìn)行講評。
結(jié)束語
以上所述是解放卡車廠在沖壓生產(chǎn)過程中在沖壓件質(zhì)量控制方面的一些經(jīng)驗(yàn)。質(zhì)量控制體系涉及操作者、質(zhì)量檢驗(yàn)、模具維修及工藝等多個環(huán)節(jié)和多個部門,因此,只有各環(huán)節(jié)、各部門的相互聯(lián)系、相互合作,形成一個有效運(yùn)行且能夠自我完善的閉環(huán)系統(tǒng),才能達(dá)到產(chǎn)品質(zhì)量的有效控制,確保沖壓件的生產(chǎn)質(zhì)量的穩(wěn)步提高。

圖6 現(xiàn)場評審

圖7 評審例會
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國生殖健康(2019年2期)2019-08-23 08:12:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
