船用大型連桿蓋國產(chǎn)化模鍛工藝開發(fā)
2014-10-10 06:57:20李天國南車資陽機車有限公司鍛造分公司
鍛造與沖壓 2014年17期
文/李天國·南車資陽機車有限公司鍛造分公司
匡利華·南車資陽機車有限公司曲軸事業(yè)部
船用大型連桿蓋國產(chǎn)化模鍛工藝開發(fā)
文/李天國·南車資陽機車有限公司鍛造分公司
匡利華·南車資陽機車有限公司曲軸事業(yè)部
大型連桿蓋是非常重要的船用零部件,體積較大,形狀復雜,有非加工面,鍛造難度大,厚度尺寸不容易合格。根據(jù)產(chǎn)品的尺寸和外形特點利用一臺設(shè)備安裝平板模鐓粗、拍扁出坯,另外一臺設(shè)備安裝整體模進行終鍛、切邊、沖孔、復錘等,做到了產(chǎn)品的一次試模成功和樣件的快速交出,實現(xiàn)了該鍛件的國產(chǎn)化生產(chǎn)。
為了國家海防安全,柴油動力的巨型艦船是必不可少的裝備,柴油發(fā)動機連桿更是其核心件,其技術(shù)要求非常高,我公司承接了國內(nèi)某廠委托生產(chǎn)的合計重量達230kg的柴油機核心件之一——連桿及蓋的模鍛任務(wù),該產(chǎn)品采用桿身、蓋分體模鍛,理論計算連桿蓋模鍛打擊力需要17~18t的鍛錘,切邊剪切力在950℃時理論計算值約為1500t,而國內(nèi)最大的蒸汽動力鍛錘的打擊力為16t,打擊力明顯不夠。連桿蓋是船用產(chǎn)品動力部分的關(guān)鍵零部件,本產(chǎn)品的零件尺寸及各項性能指標必須滿足設(shè)計要求,這是保證使用的基礎(chǔ)。通過一系列技術(shù)參數(shù)的改進,我公司順利交出了樣件,各項性能指標均達到了國際標準的技術(shù)要求,實現(xiàn)了大型連桿類模鍛件的國產(chǎn)化,不再依賴進口產(chǎn)品,其意義不言而喻。
工藝流程的制定
工藝流程是保證一種產(chǎn)品能合理、合格鍛造出來的指導性路線,工序安排得合理,能大大降低生產(chǎn)成本,節(jié)約資源。考慮到我公司現(xiàn)有的設(shè)備及人員情況,還有產(chǎn)品制造本身存在的難度等,特制定了如圖1所示的工藝流程,通過首批樣件的生產(chǎn)驗證,該工藝流程能有效地完成連桿蓋鍛件的制造,充分證明了本流程的合理性。
鍛造難點分析
打擊力
模鍛錘的噸位G(kg)可根據(jù)公式G=4F計算得出,式中,F(xiàn)為包括連皮和倉部1/2計算的飛邊面積在內(nèi)的鍛件水平投影面積(cm2),本式適用于低、中碳結(jié)構(gòu)鋼和低碳合金鋼鍛件。

圖1 DK36連桿蓋鍛件工藝流程
代入設(shè)計尺寸計算得G=4×64×67=17152kg(式中后面兩個數(shù)值分別是寬度和長度)。由計算可以看出,這超出了16t模鍛蒸汽錘的打擊范圍,會導致鍛件棱角充不滿和鍛件厚度尺寸超上差。
切邊與沖連皮力
切邊與沖連皮力P(N)可根據(jù)公式P=(1.7~2.0)σbF計算得出,式中,σb為切邊溫度下的強度極限(MPa),F(xiàn)為剪切面積(mm2)。當切邊溫度為950℃時,代入相關(guān)數(shù)據(jù)計算得P=1.7×165×π×272×62.7=15028622.8N,我公司配備的切邊壓機的工作壓力為1250t,上述計算結(jié)果超出了設(shè)備能力。當切邊溫度為1000℃時計算的切邊力為1225t,所以切邊溫度在1000℃以上時,切邊壓機可以滿足要求。
模具設(shè)計
鍛模的設(shè)計
⑴終鍛模膛的設(shè)計。
終鍛模膛的設(shè)計依據(jù):冷鍛件→熱鍛件→終鍛模膛。
終鍛溫度時的鍛件尺寸Lt(mm)可按式Lt=L(1+αt)計算,式中,L為冷態(tài)時鍛件的尺寸(mm),α為材料線膨脹系數(shù)(℃-1),t為終鍛溫度(℃)。
對于鋼鐵材料來說,模鍛的終鍛溫度一般取為1000℃,材料收縮率為1.5%。
⑵飛邊槽的設(shè)計。
飛邊槽由橋部和倉部組成,橋部較薄,金屬冷卻快,使模膛四周產(chǎn)生阻力,迫使金屬充滿模膛。考慮到本產(chǎn)品有非加工面,表面質(zhì)量要求高,模鍛打擊力不夠,厚度尺寸容易超上差,橋部設(shè)計采取了降低高度的辦法,目的是讓本體的多余金屬能充分延展到倉部,并在鍛件最難充形的四角棱形部位增加局部高度,這樣該部位金屬冷卻快,會使該區(qū)域模膛四周產(chǎn)生阻力,從而迫使金屬充滿棱角部。此設(shè)計在鍛件生產(chǎn)后,在鍛件劃線檢查報告中充分得到了佐證,厚度方向的尺寸全部都在厚度公差范圍內(nèi),四角棱上沿完全充滿。飛邊槽形式是本產(chǎn)品能合格的重要設(shè)計支撐,如圖2所示。

圖2 飛邊槽形式
模鍛后所得到的鍛件是四周帶有飛邊的鍛件,應(yīng)根據(jù)鍛件尺寸、形狀和切邊方式等確定飛邊槽的形式和尺寸。
飛邊槽的尺寸與鍛件的復雜程度和鍛件的大小有關(guān)。模膛四周的阻力大小取決于橋部的高度h3和橋部的寬度b。
飛邊槽尺寸按表1選取。

■ 表1 飛邊槽尺寸的選擇
⑶模膛壁厚的選擇。
鍛模模膛應(yīng)有足夠的壁厚,以保證鍛模在工作中不致?lián)p壞,同時又要避免模塊過大。由于鍛模的工作情況十分復雜,所以模膛壁厚根據(jù)經(jīng)驗確定,確定模膛壁厚應(yīng)考慮以下幾個因素:
1)模膛深度越大,側(cè)壁斜度越小,壁與底的圓角半徑越小,壁厚越大;
2)與模膛相鄰的壁面斜度越小,壁厚越大,如相鄰的是鍛模外壁(斜度為0°),則壁厚應(yīng)最大。
當α=7°、R=3mm時,模膛壁厚S可根據(jù)式S=K1×h確定,式中,K1為系數(shù),h為模膛深度(mm)。系數(shù)K1按表2選用。
⑷角鎖扣尺寸的選擇。
角鎖扣尺寸的選擇參考表3。

■ 表2 系數(shù)K1的選擇

■ 表3 角鎖扣尺寸的選擇

圖3 飛邊的實際厚度
切邊模的設(shè)計
切邊模刃口在工作過程中逐漸磨損,在經(jīng)過一定數(shù)量的切邊磨損后,刃口由鋒利逐漸變鈍。在計算飛邊剪切面積時要按飛邊的實際厚度S(圖3)計算,計算結(jié)果作為選擇切邊設(shè)備噸位的依據(jù)。
⑴切邊凸模及沖孔沖頭的設(shè)計。
凸模按鍛件配制,具體設(shè)計時應(yīng)考慮如下因素:凸模與鍛件需有一定的接觸面積,以防切邊時鍛件表面被壓傷或產(chǎn)生彎曲。當上述條件滿足時,凸模形狀可以簡化。
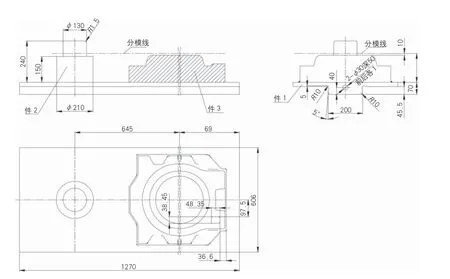
圖4 切邊凸模
設(shè)計的切邊凸模如圖4所示,沖孔沖頭如圖5所示。
⑵切邊凹模的設(shè)計。
凹模刃口的輪廓線按鍛件圖在分模面上的輪廓線制造。熱切邊時應(yīng)考慮冷縮率(1.2%~1.5%),對于易冷卻的細長件或鍛件桿部取小值,反之取大值。
設(shè)計的切邊凹模如圖6所示。
數(shù)值模擬前的準備工作
對鍛造連桿蓋產(chǎn)品模鍛過程進行模擬和分析。本次模擬利用Pro/E軟件對鍛造連桿蓋參數(shù)化建模,用DEFORM-3D軟件平臺對建立的三維模型進行有限元模擬,對鍛造連桿蓋成形過程和受力進行分析,揭示產(chǎn)品缺陷并優(yōu)化模鍛工藝。為使模擬結(jié)果能真實反映實際的生產(chǎn)情況,設(shè)定的模擬條件與實際生產(chǎn)條件基本一致。
材料模型的建立
鍛件材料為D-SFCM780鋼,鑒于DEFORM-3D材料庫中沒有該材料,需要建立該材料模型。由于沒有該種材質(zhì)在不同溫度和不同變形速度下的變形抗力數(shù)據(jù),基于42CrMo4合金鋼的化學成分和性能基本與D-SFCM780一致,借鑒42CrMo4合金鋼的變形抗力曲線(圖7)建立材料模型。
模擬參數(shù)的設(shè)定

圖5 沖孔沖頭
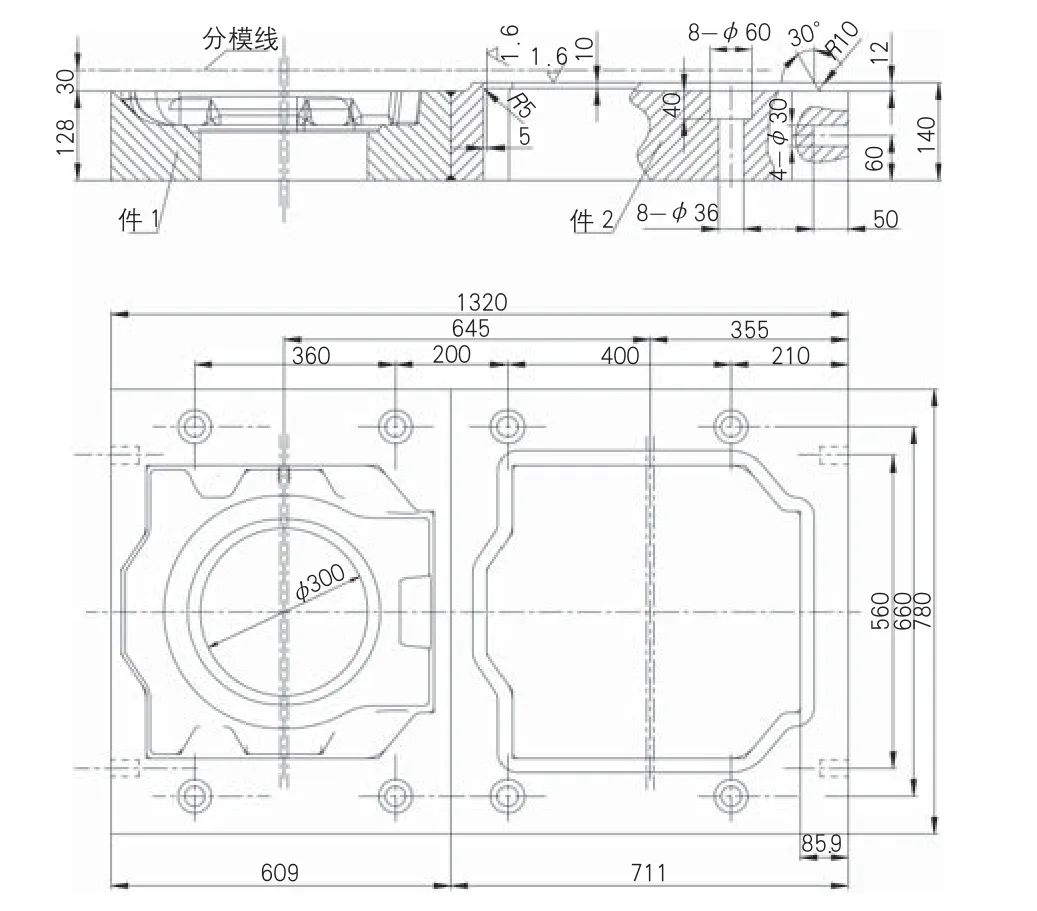
圖6 切邊凹模
在10t模鍛錘上鐓粗、拍扁出坯,然后再運送到16t模鍛錘上打擊成形,對兩次鍛造模擬參數(shù)設(shè)置均相同:模具材料設(shè)定為剛體,坯料加熱溫度為1150℃,庫倫摩擦系數(shù)為0.3,模具溫度設(shè)定為300℃,上模移動速度設(shè)定為300mm·s-1,單元格數(shù)為200000個。

圖7 42CrMo4合金鋼變形抗力曲線

圖8 鐓粗終了模擬結(jié)果

圖9 拍扁終了模擬結(jié)果

圖10 鐓粗、拍扁入模示意圖

圖11 終鍛模擬結(jié)果

圖12 生產(chǎn)的鍛件
成形過程的數(shù)值模擬
鐓粗、拍扁過程的數(shù)值模擬
由于需要相對精確的毛坯才能滿足最終鍛造成形的要求,所以采取鐓粗棒料(圖8)的方法,其優(yōu)點是:⑴去除氧化皮;⑵控制坯料長度,然后拍扁棒料(圖9),該工序是為了將坯料延展到一定的寬度,控制厚度,以更好地入模(圖10)。
終鍛過程的數(shù)值模擬
經(jīng)過前面工序的準備工作,進入終鍛工序,設(shè)置過程參數(shù),最終的模擬結(jié)果如圖11所示。
鍛件已穩(wěn)定生產(chǎn),產(chǎn)品獲得客戶認可,產(chǎn)品如圖12所示,該產(chǎn)品已成為我公司進軍船用大型連桿蓋的明星產(chǎn)品。
結(jié)束語
⑴根據(jù)連桿蓋鍛件的結(jié)構(gòu)特點和客戶要求,確定了該產(chǎn)品的工藝流程,特別是兩臺模鍛錘聯(lián)合生產(chǎn),降低了料耗和能耗、縮短了生產(chǎn)周期。自由鍛出坯需要增加1次加熱,料耗增加2%~3%(即4~5kg),實際生產(chǎn)安排自由鍛出坯需要一天或者兩天,而此流程節(jié)省了生產(chǎn)節(jié)拍中將近6h的額外成本。另外還有一點,就是不需要專線生產(chǎn)。
⑵采用數(shù)值仿真模擬的分析方法對該種工藝進行模擬和驗證,避免了鍛造缺陷和試模的成本浪費。這種表面質(zhì)量和性能要求很高的大型模鍛件,鍛造難度大,一次試模很容易失敗,經(jīng)過數(shù)值仿真模擬分析,實現(xiàn)了一次試模成功,使得生產(chǎn)安排可以減少換模和換產(chǎn)品等的中間資源浪費。對這種可以大大節(jié)省企業(yè)成本、降低制造風險難度的“試模方式”,我們要繼續(xù)推廣應(yīng)用。
⑶該工藝、工裝的特別設(shè)計,使得連桿蓋鍛件的合格率達到了98%以上,已經(jīng)穩(wěn)定應(yīng)用于生產(chǎn),可以為其他類似產(chǎn)品的設(shè)計提供參考。
⑷該產(chǎn)品的成功生產(chǎn),填補了國內(nèi)大型鍛造連桿蓋的空白。以前該產(chǎn)品一直都是依賴日本、韓國等國,我公司是國內(nèi)首家模鍛生產(chǎn)該產(chǎn)品的企業(yè),此產(chǎn)品的成功開發(fā),使得該產(chǎn)品不再依靠進口,完全實現(xiàn)了國產(chǎn)化。
李天國,主要從事熱模鍛造工藝及工裝的設(shè)計工作,主持完成的DK36連桿蓋鍛造工藝開發(fā)項目獲得南車資陽機車有限公司科技進步三等獎,擁有實用新型專利3項。
猜你喜歡
現(xiàn)代裝飾(2022年4期)2022-08-31 01:39:32
現(xiàn)代裝飾(2022年3期)2022-07-05 05:55:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2015年1期)2015-08-13 02:23:50
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
