沖壓熱成形技術在江淮汽車上的研究及應用
2014-10-10 06:20:28韓永志,張國兵,楚偉峰等
鍛造與沖壓 2014年20期
隨著國家汽車正碰、側碰、排放等強制法規的相繼出臺.汽車車身鋼鐵用材正面臨日益嚴峻的挑戰.先進高強鋼.如DP鋼、TRIP鋼、Mart鋼等.也無可爭議地成為汽車用材的主流趨勢。汽車廠家對整車的重量、經濟性及安全性越來越重視.而車身作為整車重量比例最大的單元.承擔著較大的減重壓力。故大多數廠家對采用新技術特別是采用高強度和超高強度鋼板材料提出了更多的需求。采用高強度鋼板和超高強度鋼板(通常達到1000MPa以上).使設計可以在達到強度要求的同時.有效減少鈑金數量和材料厚度.從而達到減輕車身重量的目的。另一方面.采用高強度鋼板可以使車身更容易達到安全性能指標。目前的冷沖壓工藝在對高強度鋼板成形的方面存在著明顯的不足.如易開裂、回彈等缺陷.無法滿足產品的要求。一種新型的成形工藝——特殊高強度鋼板的熱成形技術應運而生.可以有效地彌補這個缺陷。
熱成形工藝技術具有成形能力高.零件回彈小.成形零件強度級別高的優點。目前已廣泛應用于全球各大汽車公司的多種車型.重點使用在對碰撞要求較高的部位.如門檻、前保險杠橫梁、B柱等。本文主要針對S-II車型的B柱加強板及側門檻外板加強板的應用效果進行分析。通過熱成形與冷沖壓的對比分析.實現對熱成形沖壓件性能、質量、成本的控制。
熱成形技術原理
熱成形工藝就是利用金屬在高溫狀態下塑性和延展性會迅速增加、屈服強度迅速下降的特點.通過模具使板材成形的工藝。通過把特殊的高強度鋼板加熱到900℃左右.使之易被拉延成形.再經過速冷.使鋼板抗拉強度達到1500MPa左右.從而達到零件超高強度的要求。B1500HS在加熱成形過程中強度、伸長率的變化如圖1所示。

圖1 B1500HS在加熱成形過程中強度、伸長率的變化
熱成形工藝流程
熱成形工藝流程為:落料→加熱至奧氏體狀態并保溫→快速放入模具中沖壓成形→保壓定形并淬火→激光切邊、割孔→去氧化皮→涂油(防銹處理).如圖2所示。
熱成形技術在S-II新車型上的研究應用
性能分析
⑴該新車型通過采用熱成形工藝得到超高強度的車身零件。表1為采用不同工藝沖壓后零件的性能對比。
⑵改善沖壓成形性.控制回彈.提高零件尺寸精度。
在前期車型試制過程中.由于B柱加強板上、下鉸鏈安裝面精度差.在焊接時與側圍外板之間存在間隙.造成側圍外板上、下鉸鏈安裝面扭曲.匹配困難。S-II項目B柱加強板采用熱成形方案能有效地解決這個問題。
⑶提高車身安全性(側碰性能)。
參照CAE側碰(C-NCAP)分析報告.如圖3所示.B柱外板加強板和側門檻外板加強板采用熱成形方案使側碰效果改善.B柱中部沒有明顯折彎.門檻侵入有所減少。此CAE報告中.所用熱成形材料的厚度為1.2mm。
B柱外板加強板和側門檻外板加強板采用熱成形方案對側碰有改善效果.且能減輕整車重量。熱成形樣件與冷沖壓件的焊接經過試制裝車驗證可行。

圖2 熱成形工藝流程

■ 表1 采用不同工藝沖壓后零件的性能對比
重量分析
圖4為冷沖壓和熱成形方案下B柱總成示例.B柱外板加強板激光拼焊板被熱成形鋼板替代.車門上鉸鏈加強板明顯減小。表2為B柱總成分別在冷沖壓和熱成形工藝下的重量分析對比。
圖5為冷沖壓和熱成形方案下側門檻外板加強板示例.在這兩種不同的工藝下.產品結構沒有發生變化.只是料厚有所不同。表3為側門檻外板加強板分別在冷沖壓和熱成形工藝下的重量分析對比。
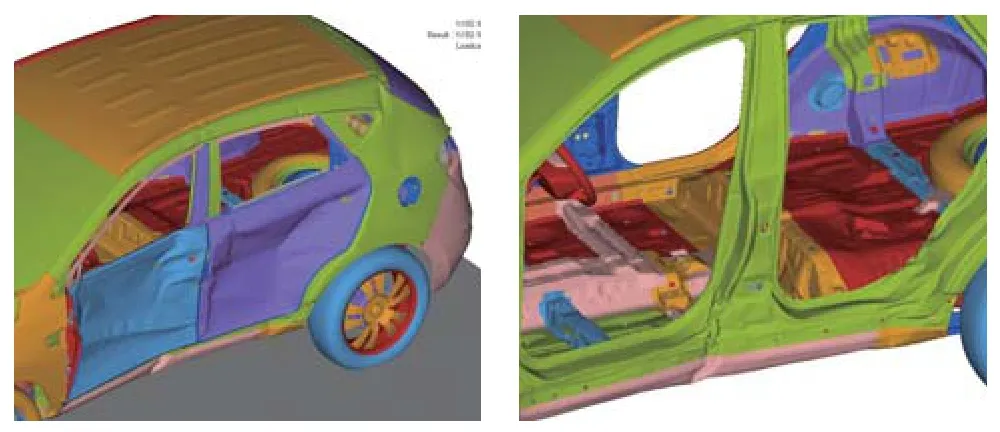
圖3 CAE側碰(C-NCAP)分析報告

圖4 B柱總成示例
成本分析
⑴B柱總成。
1)制件重量:左/右B柱總成實現整車共減重1.47kg;
2)材料利用率:B柱外板加強板冷沖壓材料利用率為43%.熱成形材料利用率為59%.總成冷沖壓多用8.4kg(115元.其中激光拼焊費用高);在廢料回收上.冷沖壓廢料可由主機廠進行回收.按3.5元/kg的價格可回收約45.6元/車;
3)模具費用:熱成形模具費用比冷沖壓模具高出約526萬元;
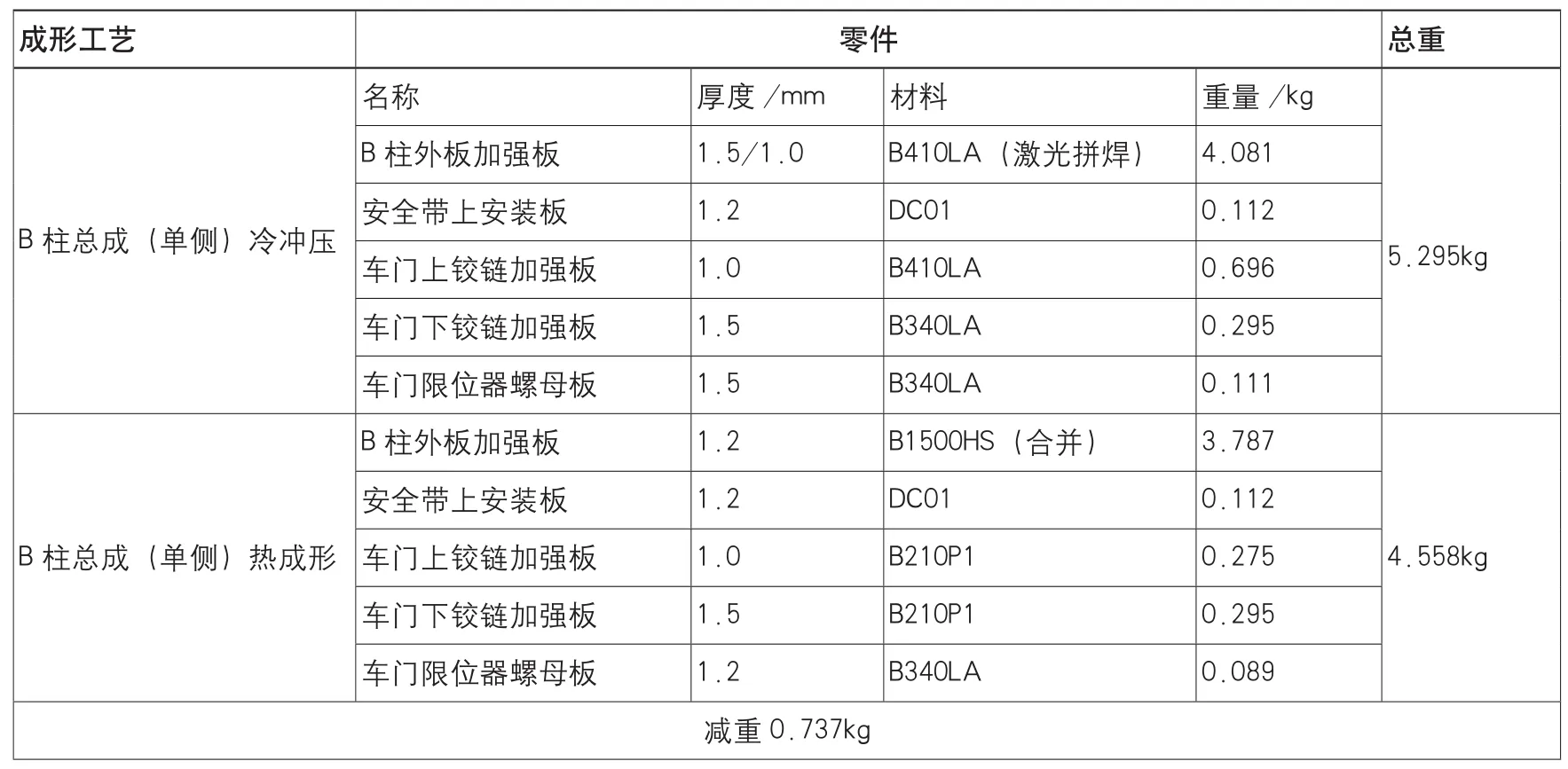
■ 表2 B柱總成在冷沖壓和熱成形工藝下的重量分析對比

圖5 側門檻外板加強板圖
4)加工費用:熱成形工藝費用比冷沖壓高約35元/車;
5)當工裝在10萬輛公攤時.相對激光拼焊板冷沖壓.熱成形的成本稍高16.9元/車(不含運輸費用.14元/車);

■ 表3 側門檻外板加強板在冷沖壓和熱成形工藝下的重量分析對比表

圖6 B柱外板加強板
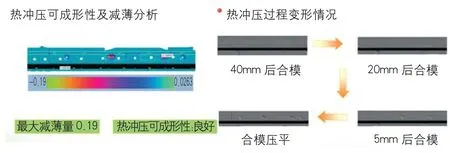
圖7 側門檻外板加強板圖

圖8 B柱外板加強板零件實物圖

圖9 側門檻外板加強板零件實物圖
6)當工裝在10萬輛公攤后.熱成形制件價格將比冷沖壓低約34元/車(不含運輸費用.14元/車);
7)制件運輸費用:B柱外板加強板單件由上海運往合肥費用為7元/件。
⑵側門檻外板加強板。
1)制件重量:左/右門檻外板加強板實現整車共減重2.3kg;
2)材料利用率:側門檻外板加強板冷沖壓材料利用率為70%.熱成形材料利用率為85%;
3)模具費用:熱成形模具費用比冷沖壓模具高出約642.8萬;
4)加工費用:熱成形工藝比冷沖壓高約56.2元/車;
5)單件費用:當工裝在10萬輛公攤時.相對冷沖壓.熱成形的成本貴79.1元/車(不含運輸費用.12元/車);
6)當工裝在10萬輛公攤后.相對冷沖壓.熱成形的成本貴15.2元/車(不含運輸費用.14元/車));
7)制件運輸費用:側門檻外板加強板單件由上海運往合肥費用為7元/件。
沖壓工藝分析及實物
圖6、圖7CAE分析結果顯示B柱外板加強板和側門檻外板加強板熱成形效果良好。圖8、圖9為B柱外板加強板和側門檻外板加強板零件實物圖.可以看出.熱成形后零件質量優良。
結束語
本論文通過對熱沖壓與冷沖壓工藝對比分析.為江淮汽車迫切尋求新技術來實現車身輕量化及提高整車安全性指明了道路。熱成形技術可廣泛用于車體安全件及其他結構件的制造。
⑴B柱外板加強板和側門檻外板加強板上使用了熱成形沖壓件.不僅提高了材料利用率.而且車身重量減輕。
⑵CAE模擬結果顯示側碰效果得到改善。
⑶熱成形技術在S-II上的應用成功.對在后續車型的研發中應用熱成形件具有實際的指導意義。
沖壓熱成形技術在江淮汽車上的研究及應用
文/韓永志,張國兵,楚偉峰,崔禮春·安徽江淮汽車股份有限公司
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
石油化工應用(2014年8期)2014-03-11 17:40:03
終身教育研究(2014年5期)2014-02-28 01:23:06
