超高強鋼熱成形工藝技術的發展趨勢
2014-10-10 06:20:24劉磊超
鍛造與沖壓 2014年20期
關鍵詞:工藝

劉磊超.工程師.主要從事超高強度熱成形零件的工藝和模具開發.曾主持完成“超高強鋼熱成形工藝開發與模具設計制造技術”項目獲得“上汽集團技術創新獎”二等獎.擁有1項技術專利。
熱成形工藝應用現狀
在當今社會中.能源短缺和排放污染是汽車工業發展面臨的兩大挑戰。為了應對挑戰、實現節能減排.車身輕量化成為未來汽車的發展趨勢之一。采用新材料和新工藝來制造零部件.在不降低安全性的前提下.降低零件重量.是實現車身輕量化的重要途徑。熱成形工藝技術是典型的新材料和新工藝的結合應用.其本質是將沖壓工藝和熱處理工藝結合起來.即將硼鋼加熱后快速輸送到水冷卻模具中.在沖壓成形的同時實現材料的淬火相變.得到完全馬氏體組織的零件。應用熱成形工藝制造的零件強度高.成形性好.回彈量小.具有1500MPa級別的抗拉強度。因其具有超高強度.在車身結構設計時.相比傳統的冷沖壓零件.可以選用更薄的板料厚度.在保證結構剛度和安全性的前提下.能有效減輕零件重量.實現車身輕量化。
在世界各國汽車安全法規和節能減排要求不斷提升的背景下.熱成形零件的優點日益顯現。大眾、通用、寶馬、沃爾沃等歐美汽車制造商在設計新車型時.開始大量應用熱成形零件.其在車身結構中的占比已由5%~10%上升至20%~25%.導致近年來熱成形零件的市場需求量急速增長。
在中國熱成形零件市場上.原先幾乎所有的市場份額均由外資企業占據。近年來.由于良好的市場前景.國內企業紛紛投資進入熱成形領域。通過近幾年的自主研發.部分國內企業已基本掌握熱成形技術.具備模具自主開發能力.增強了本土零部件供應商的核心競爭力。
熱成形工藝關鍵技術
生產線設備方案
典型的熱成形線設備包括:高速液壓機、加熱爐、自動化傳送裝置、水循環制冷機組。為了適應熱成形的工藝要求.液壓機需具有不低于700mm/s的快速閉合與抬升速度、不低于150mm/s的快速成形速度和不低于30s的壓力保持時間。加熱爐可采用電加熱、氣加熱或氣電混合加熱.需要裝備保護氣氛發生器。自動化裝置可采用機器人或機械臂形式.實現自動化拆垛、上料和下料。制冷機組根據整線生產速度.選擇合適的制冷功率;循環水中應添加防腐蝕劑.避免銹蝕模具內的冷卻水道。
與傳統的冷沖壓行業一樣.熱成形產品按照零件尺寸也可分為大、中、小三種類型。大型零件以中央通道、前圍板、一體化A柱/B柱、門檻板等為代表;中型零件以雪橇板、頂蓋加強梁、保險杠橫梁等為主;小型零件則主要是一些局部加強件。對應不同的產品類型和生產綱領.生產設備形式不盡相同.投資規模也有所區別。如果是大中型零件和大批量生產.需要高速生產線.壓機噸位800~1200t.加熱爐采用30m以上的輥底式傳送爐.自動化設備以機械臂等直線傳輸設備為主;如果是中小型零件和小批量生產.則建議采用壓機噸位600~800t.加熱爐可選30m以下的輥底式傳送爐或者抽屜式箱式爐.配合柔性化較強的機器人實現自動化聯線。
關鍵工藝窗口
熱成形工藝的實質是沖壓工藝與熱處理工藝的結合.其特點是“熱”。關鍵在于如何控制好溫度.確保滿足工藝條件和質量要求.同時又能實現最經濟的生產效率。為了實現鐵素體+珠光體的組織到奧氏體再到馬氏體的相變過程.以22MnB5為基體的材料需在加熱爐內加熱到880℃以上.并保溫一定時間.使組織均勻且充分地奧氏體化.整個加熱過程為4~30min。如果是鋁硅鍍層材料.則加熱工藝窗口要小得多.上限約為8~10min.如圖1所示。這是因為在加熱過程中.鍍層厚度隨加熱時間的增長而增厚。為了滿足產品標準的上限要求.需要控制加熱時間.避免因加熱時間過長而導致鍍層厚度超標。
為了得到完全的馬氏體組織.需要將加熱后的料片快速輸送到模具內.在沖壓成形的同時快速冷卻。實驗表明.未變形料片的臨界冷卻速率是30℃/s.變形后料片的臨界冷卻速率約50℃/s.如圖2所示。根據金屬學理論.馬氏體的相變起始溫度和結束溫度分別約為400℃和200℃。這意味著沖壓過程必須在相變起始溫度以上完成.由此要求初始成形溫度在750℃以上.否則空冷時間過長.材料除馬氏體外可能含有貝氏體等其他組織.影響零件強度。
同時.保壓過程要持續到相變結束溫度以下.待組織轉變全部完成后.才能從模具中取出零件。保壓時間一般為5~10s.視零件厚度、模具表面溫度而定。板料越厚.攜帶的熱量越多.需要的冷卻時間越長。模具表面溫度則與模具鑲塊的熱導率、冷卻水溫度和流速相關。一般地.從零件質量的角度而言.希望保壓時間足夠長;從生產效率的角度.則希望保壓時間足夠短。在工藝開發時.需要綜合壓機、自動化、模具、零件等多方面因素.并且通過批量試驗.確定最佳的保壓時間。
質量控制要素
由于熱成形零件應用于車身結構件.要求具有較高的強度和碰撞性能。因此.除了常規的尺寸要求以外.還必須滿足性能要求。根據大眾、通用等主要整車廠的產品標準.熱成形零件的性能要求有:抗拉強度、屈服強度、延伸率、鍍層厚度(有鍍層材料).如表1所示。
⑴強度。
影響零件抗拉強度和屈服強度的主要因素是料片進模溫度、零件出模溫度、模具與零件的接觸狀態。
1)成形溫度。為了滿足馬氏體相變的必要條件.材料必須具有足夠高的熱處理起始溫度、足夠快的冷卻速度、足夠低的熱處理中止溫度.確保連續冷卻曲線(CCT)不會穿越貝氏體、珠光體等區域。根據工藝開發的經驗.如果料片進模溫度低于750℃或零件出模溫度高于200℃.會導致無法實現完整淬火過程.材料中包含馬氏體以外的其他組織成分.零件強度低于標準。

圖1 加熱工藝窗口

圖2 冷卻工藝窗口

■ 表1 熱成形零件機械性能標準
2)模具與零件接觸狀態。在量產過程中.模具存在不斷磨損的情況.板料與模具的貼合狀態也在變化。在接觸不佳的區域.冷卻速率低于臨界值.導致抗拉強度和屈服強度不達標。因此.熱成形模具必須嚴格、定期地進行預防性維護和修復性維護.確保模具與零件質量。
⑵延伸率。
影響零件延伸率的主要因素是加熱工藝和零件局部減薄率。
1)加熱工藝參數不合理。如果加熱溫度過高(超過950℃)、加熱時間過長(超過30min).會造成材料組織晶粒粗大.板料成形后延伸性能下降。
2)零件局部減薄率過高。如果零件局部減薄嚴重.特別是當減薄率大于15%以上時.將會造成對應區域性能弱化.在拉深試驗過程中發生頸縮.導致提前斷裂。
⑶鍍層厚度。
對于鋁硅鍍層材料.在加熱過程中鍍層不斷膨脹.同時基體與鍍層材料之間發生合金化反應.形成中間層。如果加熱時間控制不當.將導致鍍層無法滿足產品質量標準。
1)加熱時間不足.鍍層厚度不達標.表面粗糙度不足.影響零件的涂裝性能。
2)加熱時間過長.鍍層厚度超標.內部產生大量孔洞.影響零件的焊接性能。如圖3所示.當加熱時間為1000s時.鍍層厚度達到55μm.超出了大多數產品標準的上限。
因此.在生產工藝開發過程中.需要嚴格遵循材料的加熱工藝窗口.并進行極限測試.制定合理的失效模式和效果分析方法及控制計劃。通過過程控制和足夠的檢測頻次.確保零件質量滿足客戶要求。
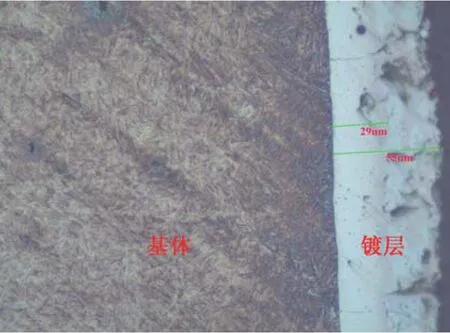
圖3 鍍層厚度顯微鏡照片
熱成形技術發展趨勢
精益制造技術
熱成形零件的大量應用.吸引了不少供應商進入該行業。目前國內具備零件制造能力的企業超過10家.市場競爭異常激烈.產品價格一路下降。如何通過合理規劃和精益制造.提高生產效率.降低制造成本.增強自身的競爭力.是業內企業面臨的挑戰。
在生產設備規劃方面.發展趨勢是進一步細分產品范圍.結合主要產品的尺寸、產量等因素合理配置生產設備。對于中、小型零件.采用更小臺面和噸位的壓機、更短長度或形式不同的加熱爐.這樣一方面節省了設備投資.間接降低了制造費用;另一方面.小規模加熱爐的能耗更低.由設備故障帶來的報廢損失也更小。
生產工藝開發是精益生產制造的關鍵環節.核心目標是在遵循工藝窗口的前提下.提高生產節拍.降低單位能耗.減少報廢損失。主要途徑為:優化加熱時間和保壓時間.縮短單個沖次的循環周期;優化加熱溫度.降低加熱爐和冷水機的能耗;合理設計模具和工裝.保證壓機、模具、自動化三者的匹配度.提高生產穩定性。

■ 表2 熱成形復合成形工藝對比
此外.激光切割是熱成形零件制造工藝流程中的瓶頸。激光切割設備投資大.生產效率低.運行維護成本高。為了降低激光切割量.部分整車廠對于零件上匹配關系不重要的修邊線.適度擴大公差范圍要求.允許不采用激光切割。沖壓廠可在模具設計和調試過程中.優化板料輪廓線.將成形后零件的縮料線控制在公差要求內.這樣可以節省可觀的激光切割工時.并減少由此帶來的切割廢料.提高材料利用率。
復合工藝技術
從最新的車身結構發展趨勢來看.對于某些關鍵零件.期望在同一零件上實現不等強度.即不同部位具有不同的材料厚度或不同的力學性能.這樣可以在優化碰撞性能的同時實現輕量化。以B柱為例.通常希望上半部具有高強度.能夠減少側面碰撞時的侵入量;下半部易于變形.便于吸收碰撞能量.減少對乘員的傷害。這種設計要求可以通過不同厚度的材料來實現.也可以通過零件上的不同性能來實現。
不同厚度零件一般通過特殊的板料制造工藝來實現.可采用激光拼焊板(TWB)、連續截面軋制板(TRB)或補丁板(Patch).如圖4所示。這三種技術對工藝和模具的要求相對簡單.但原材料制備比較復雜.材料成本高。不同性能零件主要通過特殊的熱成形工藝來實現。其優點在于可以使用普通的原材料鋼板.材料成本較低.但是生產工藝和模具結構復雜.控制難度大.制造成本較高。表2對比總結了不同熱成形復合工藝技術的特點。
可以預見.隨著汽車輕量化要求的不斷提高.采用復合熱成形工藝制造的零件比例將逐步上升.如何適應整車廠的產品質量要求.提高工藝穩定性.降低制造成本.將成為熱成形零部件供應商面臨的主要挑戰。

圖4 變截面板料
結束語
在汽車輕量化的背景下.熱成形零件因其能在高強度、輕量化和成形性三者之間找到良好的平衡點.正在得到越來越廣泛的應用。先前國內熱成形技術和市場均被外資企業壟斷.國內企業經過幾年的努力和探索.已基本掌握了熱成形工藝的關鍵技術.自主開發能力得到了很大的提升.初步打破了外資企業的壟斷。相信通過科學合理的規劃和堅持不懈的努力.順應熱成形技術的發展趨勢.國內企業一定能夠不斷增強競爭力.早日實現自主創新.為中國汽車工業的發展做出貢獻。
超高強鋼熱成形工藝技術的發展趨勢
文/劉磊超·上海賽科利汽車模具技術應用有限公司
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
