輥鍛工藝的應用與發展方向
2014-10-10 06:22:10劉化民吉林大學輥鍛工藝研究所劉翊安北華航天工業學院
鍛造與沖壓 2014年15期
文/劉化民·吉林大學輥鍛工藝研究所劉翊安·北華航天工業學院
輥鍛工藝的應用與發展方向
文/劉化民·吉林大學輥鍛工藝研究所劉翊安·北華航天工業學院
輥鍛是回轉鍛造的一種,屬于連續局部塑性成形工藝。相較于自由鍛、模鍛等鍛造方法具有很多優點,現廣泛應用于農機具、餐具、汽車零部件、葉片、工具行業等的制坯和成形工序,近年來在鐵路、機車等行業關鍵零部件制坯中得到了廣泛應用。
輥鍛工藝是將縱向軋制技術引入鍛造成形范疇,并經不斷發展而形成的鍛造工藝,屬于連續局部塑性成形。相比于自由鍛、模鍛等鍛造方法具有很多優點,現廣泛應用于農機具、餐具、汽車零部件、葉片、工具行業等的制坯和成形工序,近年來在鐵路、機車等行業關鍵零部件制坯中得到了廣泛應用。
輥鍛的變形原理
在常規軋制中,坯料軸線與軋輥軸線互相垂直,而且制件的運動趨勢和軋輥的轉向是一致的,可稱之為縱軋。輥鍛是塑性變形中坯料長度小于軋輥圓周長的縱軋。輥鍛變形時通過一對反向旋轉的模具使毛坯連續地產生局部變形。平輥變形是輥鍛最簡單的變形情況,圖1是平輥變形的原理圖。
從圖1可以看出,隨著上下輥的反向轉動,坯料在高度方向受到了模具的擠壓,產生塑性變形,高度減小,長度增加。這一形變過程類似于縱軋,變形的主要參數有變形區長度l、坯料入口斷面的高度h0和寬度b0、坯料出口斷面的高度h1和寬度b1、變形區所對應的軋輥圓心角α(咬入角)等。
平輥同軋制一樣,坯料在輥鍛任意時刻的變形情況,都可以代表整個變形過程,這個變形過程非常穩定。但是,實際生產中的輥鍛變形中,坯料軸向截面一般都發生變化,變形不穩定。實際生產中的輥鍛工藝原理簡圖如圖2所示。
由圖2可以看出,輥鍛模具安裝在鍛輥上,隨著上、下鍛輥向相反方向的轉動,坯料隨模具型槽的變化發生連續、局部的塑性變形。在實際生產中輥鍛模具型槽截面在不斷變化,則輥鍛的變形區受力、輥鍛過程中坯料的咬入、輥鍛時的前滑、后滑和展寬都在不斷變化,這導致輥鍛過程比平輥復雜。
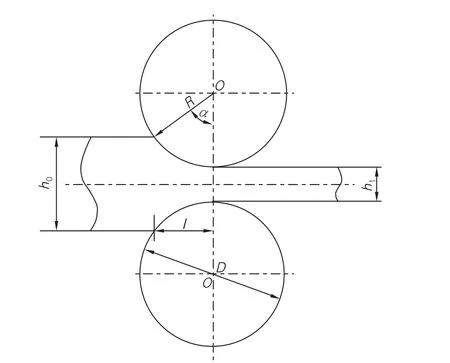
圖1 平輥變形原理圖

圖2 實際生產中的輥鍛工藝原理簡圖
輥鍛過程首先是坯料的咬入。輥鍛開始前,輥鍛模具轉離工作位置,坯料放置在兩軋輥之間,坯料的高度大于輥鍛模具型槽間的最小距離;輥鍛開始時,坯料受到模具的擠壓,坯料與模具之間產生摩擦力,當坯料的咬入角(圖1中的α)小于模具與坯料之間的摩擦角時,輥鍛進入穩定咬入狀態,輥鍛變形開始。坯料的咬入分為兩種,如圖3所示。
前滑與后滑是輥鍛中兩個重要的參數,輥鍛的前滑、后滑如圖4所示。

圖3 輥鍛咬入方式

圖4 輥鍛前、后滑示意圖
從圖4中可以看出,輥鍛中前滑區的金屬流動速度大于鍛輥水平速度,后滑區的金屬流動速度小于鍛輥水平速度,兩者相等的位置為臨界面。在前滑區的每個垂直斷面上,金屬流動的平均水平速度等于鍛輥相應處線速度水平分量與金屬和鍛輥之間相對滑動的水平分速度之和,前滑區金屬流動的水平分速度大于相應處鍛輥線速度的水平分量;與前滑區相反,在后滑區的每個垂直斷面上,金屬流動的平均水平速度等于鍛輥相應處線速度水平分量減去金屬和鍛輥之間相對滑動的水平分速度,后滑區金屬流動的水平分速度小于相應處鍛輥線速度的水平分量。因此,在輥鍛過程中除臨界面外,變形區內各個斷面上的金屬流動速度的分布是連續而不均勻的。前滑的影響因素主要有輥徑、相對壓下量、軋件高度、坯料寬度、摩擦系數。
輥鍛的變形實質是坯料的軋制延伸,坯料部分截面變小而長度增加。輥鍛坯料金屬縱向流動使其長度增加,同時進行橫向流動導致寬度有所增加,形成展寬。展寬的主要形式有三種,如圖5所示。展寬的主要影響因素包括壓下量、鍛輥直徑、坯料寬度、摩擦系數、金屬化學成分、輥鍛道次。
人工進行輥鍛模具設計時較難,尤其是復雜形狀輥鍛件的模具設計。長期以來,模具的設計主要依賴設計人員的實踐經驗,設計周期長,精度低,模具成本高。德國Eratz公司和DGN有限公司與SMS Eumuco有限公司共同成功開發了專門用于設計輥鍛模具的CAD/CAM軟件——VeraCAD。VeraCAD可直接輸入鍛件的三維造形數據,自動計算合適的輥坯形狀,或者直接人工輸入輥坯形狀。在確定了總的輥鍛道次后,軟件能夠自動計算每道次輥鍛后的毛坯形狀及模具型腔形狀,并生成加工模具型腔所需的NC數據。整個模具設計過程可在一天內完成,比原手工設計效率提高了30倍,鍛件材料分配合理,廢品率低,質量好。

圖5 展寬形式
VeraCAD的價格非常昂貴,一般企業很難接受,不過通過人工模具設計,然后經三維制圖軟件進行模具制圖,通過有限元模擬軟件進行輥鍛工藝過程的數值模擬,從而檢查輥鍛模具設計是否合理,優化模具、坯料設計,同樣可以減少人工模具設計的不足,極大地減少模具調試時間。
輥鍛工藝的特點
相對金屬體積塑性成形中的自由鍛、模鍛等工藝,輥鍛工藝具有以下特點:
⑴生產效率高。制坯輥鍛、成形輥鍛成形過程中,一個輥鍛周期通常只需十幾秒甚至幾秒,適合大批量生產要求,相較于自由鍛、模鍛等工藝生產效率高、成形穩定。
⑵所需設備噸位小,可實現小設備制造大零件。輥鍛屬于漸進連續局部變形,在變形的每一瞬間,上下模與坯料的接觸面積較小,相同噸位的設備可產生較大的壓強,設備噸位利用率高。
⑶勞動環境好。輥鍛過程屬于漸進連續局部變形,坯料的塑性變形是在靜壓下進行的,振動小、噪聲小,有助于工人進行生產。
⑷模具磨損小,使用壽命長。輥鍛過程屬于漸進連續局部變形,所需變形力小,摩擦力小,模具磨損小;輥鍛過程中坯料在靜壓下進行塑性變形,沖擊小,模具使用壽命長。
⑸操作簡單,易于實現機械化與自動化。
⑹適用于坯料截面積減小的塑性變形過程。由輥鍛變形的原理可知,變形過程中坯料的長度增加,截面積減小,如桿件的拔長、板坯的輾片以及沿桿件軸向分配金屬體積的變形過程。輥鍛工藝對于加工軸對稱長軸類零件具有很大的優越性。
⑺鍛件質量高。由輥鍛變形的原理可知,變形過程中金屬主要流向坯料的軸向,寬度方向流動較少,因此,輥鍛件擁有良好的金屬流線,產品力學性能高。
⑻材料利用率高。輥鍛件表面粗糙度值較小,對坯料計算得當可實現無余量生產,材料利用率高。
我國輥鍛工藝的研究與應用
輥鍛工藝主要分為制坯輥鍛和成形輥鍛。制坯輥鍛是為模鍛準備所需形狀、尺寸的毛坯;成形輥鍛能直接制出符合零件形狀、尺寸要求的鍛件。由于輥鍛技術具有高效、節能和環保等特點,因此被列為國家重點推廣的新技術之一。
輥鍛成形復雜模鍛件是我國對輥鍛工藝的創新。內燃機連桿是形狀復雜、質量要求高、需求量大的典型模鍛件。連桿輥鍛工藝的研制成功,解決了諸如突變截面輪廓成形、多道次變形匹配、型槽約束區內金屬前滑規律、成形輥鍛中不產生干涉的條件及臨界包容角、臨界前壁角的計算等一系列關鍵技術問題。吉林大學輥鍛工藝研究所在山東淄博建成了我國第一條連桿輥鍛自動化生產線,節省材料10%、勞動生產率提高2倍、單位成本降低35%、產品質量為優等品,初顯了輥鍛專業化生產的優越性。吉大輥鍛所為了制造高精密度的轎車連桿,已經開發出了輥鍛制坯+熱模鍛壓力機的成形工藝,其連桿精度達到精密級,質量公差可控制在10g以下,在全國已建成多條輥鍛制坯+熱模鍛壓力機生產線。
汽車前軸是汽車的重要承載件,其形狀復雜、質量大,直接采用自由鍛、模鍛生產設備噸位大、生產效率低、材料利用率低。完全采用輥鍛成形工藝可以生產前軸,容易出現局部填充不足的現象。北京機電研究所開發的載重汽車前軸精密輥鍛—整體模鍛技術、用自動輥鍛機和熱模鍛壓力機生產復雜彎曲長搖臂鍛件等都取得不錯的經濟效益。利用精密輥鍛將前軸的工字形和彈簧座成形到位,然后通過模鍛僅對前軸的兩個端部成形。這種輥鍛+模鍛工藝生產前軸,產品質量穩定,可有效地減小制坯、成形過程中對大噸位模鍛設備的依賴,降低設備投資85%,同時提高生產效率,可靈活生產各種類型的前軸,提高材料利用率,適合大、中批量的前軸生產。汽車擺臂、彎臂采用輥鍛制坯+模鍛成形工藝同樣極大地提高了生產率、材料利用率,降低了設備噸位,取得了良好的經濟效果。
汽車變截面鋼板彈簧的變截面彈簧片雖然形狀不算復雜,但長而薄,利用自由鍛、模鍛等加工方法成形較難。精密輥鍛工藝可以很好地解決這一問題。20世紀90年代中期,吉大輥鍛所開展了變截面板簧片精密輥鍛工藝及其模具CAD/CAM的研究,成功地研制出了變截面板簧精密輥鍛成形自動化裝置,成果很快在全國大面積推廣應用,技術市場占有率在53%以上,并建立了多家專業化的變截面板簧生產廠。
鐵路貨車鉤尾框展開后尺寸長,厚度小,采用輥鍛制坯,解決了其制坯困難、效率低、質量差等問題。北京機電研究所率先研發了17型鐵路貨車鉤尾框精密輥鍛+摩擦壓力機模鍛成形技術。現今,北京機電研究所和吉大輥鍛所在全國二十幾個廠家推廣應用了該技術,并實現了17型和13B型鉤尾框輥鍛制坯成形。目前,正在研發1200輥鍛機和16型鉤尾框的輥鍛成形工藝。
在農機具行業,輥鍛工藝同樣占據很重要的地位。通過輥鍛制坯或成形可以高效、高質量地生產墾鋤、園藝鍬、鎬頭、鋼叉、犁刀等。聯合收割機護刃器通過輥鍛制坯+模鍛成形工藝,使其在我國可以大批量的利用鍛件替代鑄件,并遠銷國外。機引犁鏵輥鍛工藝的研制成功,解決了橫向不對稱工件輥鍛時產生側彎、板片類工件展寬與延伸變形協調等技術難題,現已建成多條犁鏵輥鍛生產線。
扳鉗工具中的扳手柄、鉗柄可用輥鍛工藝來拔長;大中型麻花鉆可用輥鍛成形直接制出直槽和刃部,然后在扭轉機上扭成麻花狀,此工藝不僅可節省大量貴重的合金工具鋼,而且還提高了鉆頭的耐用度;醫用鑷子采用冷輥鍛成形,與熱鍛相比可提高生產率20倍,降低成本30%,而且產品組織致密、彈性更好;寶劍以及餐具中的刀、叉、勺也普遍采用了冷輥鍛、熱輥鍛制坯或直接成形。
葉片是汽輪機、透平壓縮機及渦輪增壓器等動力機械中的主要零件,利用輥鍛技術替代切削加工來制造葉片,使其材料利用率提高了5倍,生產效率提升了2~4倍;替代模鍛工藝制坯制造葉片,使設備噸位降低了70%。
輥鍛工藝未來的研究與發展方向
輥鍛技術在空心件中的應用
輥鍛技術在實心件制造方面取得了成熟的研究及廣泛的使用,但在空心件輥鍛方面的研究和應用還是空白,空心件輥鍛完整理論體系還沒有建成。隨著汽車輕量化的要求,空心件在汽車行業的應用將會獲得長足發展。經過我們的努力,輥鍛技術在空心件方面的研究及應用也取得了一些成果。我們對厚壁空心件輥鍛工藝進行研究,開創了國內對厚壁空心件輥鍛工藝研究的先河,為厚壁空心件的輥鍛理論建設提供了第一手資料。此技術在汽車后橋殼、半軸套管等的生產中具有廣闊的市場前景。此技術與機械熱脹形工藝配合,將實現后橋殼整體無焊縫成形,可大幅度提高后橋殼的成形質量、使用性能,提升生產效率,降低生產成本。
輥鍛技術在有色金屬成形中的應用
輥鍛技術在鋼鐵材料的成形中的應用已初步成熟,其在有色金屬材料成形中的應用才剛剛開始。隨著我國節能減排的深入,輕合金在我國的應用將越來越廣泛,其中,鋁合金的應用量最大、最廣泛。我國系統的鋁合金材料輥鍛工藝理論還沒有,這需要我國學者共同努力來建設。
現今,輥鍛在有色金屬中的應用主要集中在汽車鋁合金控制臂的輥鍛制坯中。在有色金屬中,鋁合金占有極其重要的位置,已開始在我們日常生活、生產中大量使用。然而,鋁合金輥鍛的研究才剛剛開始,還沒有形成具體、系統的理論。現今,我們已對鋁合金的輥鍛進行了初步的研究,研究了在模具設計中對前滑值選取的規律,分析了輥鍛速度、坯料變形溫度等方面鋁合金輥鍛變形的規律。這為我國鋁合金輥鍛理論的建設提供了第一手的資料,為鋁合金輥鍛模具的設計提供了參考。隨著汽車輕量化的不斷深入,鋁合金將在汽車產業革命中起重要作用,鋁合金輥鍛將來必定在鋁合金成形中占有重要地位。
輥鍛技術應用的擴展
輥鍛技術目前仍然局限于體積成形范疇,屬于鍛造技術的一個分支。為了擴展輥鍛技術的應用領域,需要嘗試輥鍛技術與其他技術的融合,形成交叉學科。目前,吉大輥鍛所正在開發變截面輥壓—輥鍛技術,將輥鍛技術應用領域拓展到板材成形領域。輥鍛技術在變截面生產中具有優勢,輥壓技術適合于等截面型材生產,將兩種技術融合,實現板材變截面成形,為變截面冷彎成形開發出一條全新的道路。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
