弧形板的新型自由鍛工藝
2014-10-10 05:35:24于爽遼寧金鋼重型鍛造有限公司
鍛造與沖壓 2014年9期
文/于爽·遼寧金鋼重型鍛造有限公司
弧形板的新型自由鍛工藝
文/于爽·遼寧金鋼重型鍛造有限公司
節(jié)省原材料、降低能耗、降低生產(chǎn)成本是自由鍛企業(yè)的生存之本。對于一部分中小批量、形狀較為復雜的鍛件,可利用胎模鍛來節(jié)省原材料,提高生產(chǎn)效率。但對于一些單件或少量生產(chǎn)的鍛件,如按最大輪廓尺寸加余量自由鍛生產(chǎn),則既浪費原材料,又為后續(xù)的加工帶來了麻煩;若采用胎模鍛生產(chǎn),則由于數(shù)量少反而會增加生產(chǎn)成本。如何解決這一問題一直是各自由鍛企業(yè)的研究課題。
我公司承接了一批燒結(jié)機排礦部鏈輪弧形板,品種多,數(shù)量少,若采用胎模鍛生產(chǎn),會增加生產(chǎn)成本;若鍛成長方形板再氣割成弧形,則不僅浪費原材料,同時由于切斷了一部分金屬纖維,對于零件的使用壽命也有一定的影響。經(jīng)過分析研究,我們根據(jù)金屬的塑性變形特點計算出弧形板成形所需的階梯厚度差,科學地設計了工裝,并利用計算機進行了模擬計算。經(jīng)過多次模擬計算,反復修正數(shù)據(jù),最終采用3150t自由鍛壓機,利用上、下平砧及大平臺,成功鍛造出了合格的弧形板。經(jīng)過檢驗,外形尺寸完全符合圖紙設計尺寸,比常規(guī)鍛造節(jié)省了30%多的原材料,希望此新工藝對這類產(chǎn)品的生產(chǎn)能起到借鑒作用。
產(chǎn)品技術(shù)要求及工藝難點分析
技術(shù)要求
弧形板鍛件圖如圖1所示,冶煉工藝為LF+VD,澆注錠型4t,材料為45Mn,其化學成分見表1。
從表1中可以看出,45Mn與45鋼化學成分接近,只是Mn含量略高一點,其工藝過程可參考45鋼制定。
產(chǎn)品超聲波探傷要求:JB/T 5000.15—2007Ⅲ級。
工藝難點分析
鍛件寬度B=810mm,厚度H=140mm,料寬比B/H≈5.8,遠大于鍛造坯料變形區(qū)中心無橫向拉應力作用的料寬比0.83~1.20,容易出現(xiàn)橫向裂紋;鍛件太薄,鍛造變形抗力較大;在寬度B方向拔長時坯料容易產(chǎn)生彎曲。
保證弧度成形及角度準確在實際生產(chǎn)操作中難度較大。鍛件只能一次鍛造成形,成形后弧度及角度尺寸難以再修改。

圖1 弧形板鍛件圖

■ 表1 弧形板鍛件材料的化學成分
前期準備工作
鍛造方法的選擇
鍛造板類及模塊類產(chǎn)品,通常采用普通平砧鍛造法(上、下均用普通平砧)和FM鍛造法(上用普通平砧、下用大平臺)。采用普通平砧鍛造法鍛造,保證毛坯變形區(qū)中心無軸向拉應力的砧寬比須滿足W/H≥0.8,無橫向拉應力的料寬比須滿足B/H=0.85~1.18。但此弧形板鍛件,當毛坯厚度H與壓機作用力方向一致時,砧寬比W/H與料寬比B/H遠不能滿足上述條件,在毛坯變形區(qū)中心位置極易形成二向拉應力。
采用FM鍛造法鍛造,保證毛坯變形區(qū)中心無軸向拉應力的砧寬比須滿足W/H≥0.4,無橫向拉應力的料寬比須滿足B/H=0.83~1.20。采用FM鍛造法鍛造寬板類鍛件可以滿足無軸向拉應力的砧寬比條件,雖然無橫向拉應力的料寬比條件不能滿足,但是可以通過壓下率來控制。FM鍛造法每次的壓下量比普通平砧鍛造法小一半,故在變形過程中形成橫向拉應力裂紋源的可能性要比普通平砧鍛造法小得多。
采用FM鍛造法鍛造寬板類鍛件比普通平砧鍛造法也要省力,如圖2所示,采用FM鍛造法鍛造時,砧寬比W/H=0.4時所需的鍛壓力平均為普通平砧鍛造法砧寬比W/H=0.9時的67%。
FM鍛造法使用的是下平臺而非下平砧,這就使坯料與工具的接觸面積大大增加,減少了在厚度方向壓下時彎曲的產(chǎn)生,同時也便于隨時對坯料進行檢測,即時觀察坯料的變形情況是否與工藝要求相符。
根據(jù)上述分析,此產(chǎn)品適合采用FM鍛造法鍛造。FM鍛造法采用先180°后90°翻轉(zhuǎn),上、下砧花錯開的方式進行鍛造。
預制坯料截面厚度差的計算
坯料在鍛壓時變形比較復雜,難以計算求出通解。在生產(chǎn)中,應根據(jù)具體情況及經(jīng)驗,將工步的變形狀態(tài)加以簡化并計算。

圖2 45鋼不同鍛造方法及砧寬比的鍛壓力與壓下率的關(guān)系曲線
采用自由鍛的方法鍛造弧形板的工藝是先將坯料截面預制出厚度階梯差,弧形板成形時再利用厚度階梯差使金屬變形也呈階梯分布。根據(jù)金屬塑性變形的流動特點,厚度大的一側(cè)沿長度方向變形大,形成弧形板的外側(cè);厚度小的一側(cè)沿長度方向變形小,形成弧形板的內(nèi)側(cè)。工藝的關(guān)鍵是計算出弧形板成形前坯料的厚度差。在實際生產(chǎn)中,采用4t錠型,每支錠出兩件產(chǎn)品,鋼錠成材率為75%。計算時忽略鍛件厚度各端面產(chǎn)生的圓頭和弧形板成形時內(nèi)弧弧長及寬度方向的少量變化,不計燒損量,將弧形板成形前、后的坯料簡化成規(guī)則的矩形及圓環(huán)的一部分。
根據(jù)坯料鍛造過程中體積不變的原理,經(jīng)計算,最終得到弧形板成形前坯料厚度差ΔH的計算公式為:

式中 ΔH——弧形板成形前的坯料厚度差(mm);
ΔL——弧形板成形后的外弧伸長量(mm);
R1——弧形板成形后的外弧半徑(mm);
H——弧形板成形后的厚度(mm);
B——弧形板成形后的寬度(mm);
L——弧形板成形前的坯料長度(mm)。
工藝參數(shù)的制定
FM鍛造法的3個重要參數(shù)為:砧寬比W/H、料寬比B/H、壓下率η。坯料展寬鍛造時工藝參數(shù)可參照圖3并綜合考慮各參數(shù)的最佳匹配來制定,但同時也要注意坯料在主要展寬變形時的送進量不能小于0.7W。鍛造此弧形板時工藝參數(shù)的制定比較復雜,可利用計算機輔助計算并根據(jù)實際生產(chǎn)經(jīng)驗制定各參數(shù)。實際在鍛出弧形的操作過程中厚度是一次鍛壓至成品厚度的,坯料送進量在50~80mm之間。
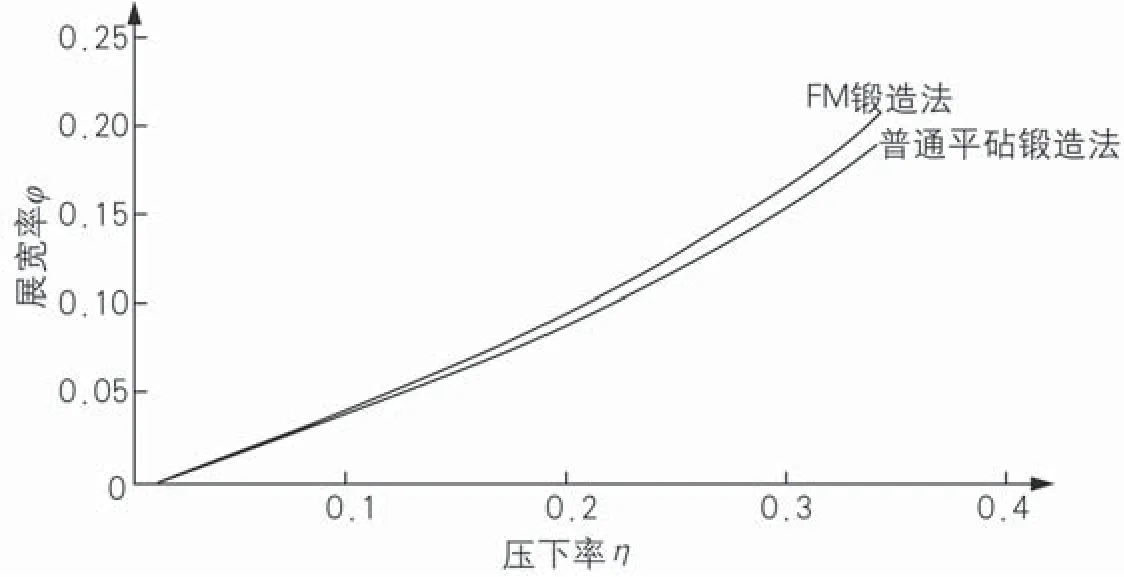
圖3 45鋼的展寬率與壓下率的關(guān)系曲線
生產(chǎn)準備工裝
上、下平砧(寬度500mm);大平臺(寬度2000mm);鐓粗漏盤;樣板;斜鐵;半圓形墊鐵;標尺;樣桿。
工藝過程的實施
鍛前加熱
鍛前加熱工藝曲線如圖4所示,t1、t2根據(jù)原料及爐況確定。
鍛造過程
⑴第一火:壓冒口,錯水口,如圖5所示。
⑵第二火:鐓粗,在鍛坯上端面中間預成凹形(圖6),展寬毛坯拔扁方(圖7)。
⑶第三火:預制坯料,壓出弧形板成形所需的截面階梯厚度(圖8),校正因截面厚度差產(chǎn)生的彎曲;鍛出弧形,修整毛坯表面至平整(圖9)。
鍛后熱處理
鍛后熱處理工藝曲線如圖10所示,t1、t2、t3根據(jù)毛坯有效截面尺寸及爐況確定。

圖4 鍛前加熱工藝曲線
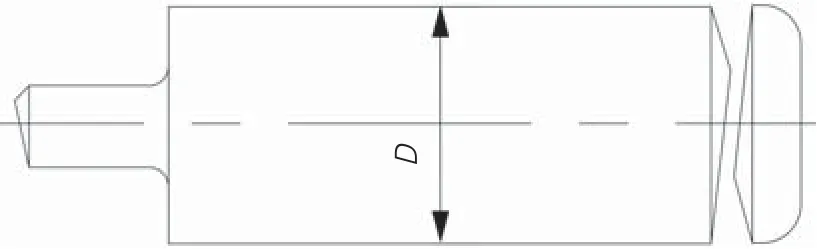
圖5 壓冒口,錯水口

圖6 鐓粗,在鍛坯上端面中間預成凹形

圖7 展寬毛坯拔扁方
生產(chǎn)操作中的注意事項
⑴鐓粗時在上端面中間預制出凹形,可大大減少拔長時端部圓頭的產(chǎn)生,提高材料利用率。
⑵預制弧形板成形坯料時,因截面存在厚度差,故會使坯料在寬度方向產(chǎn)生彎曲,此時一定要及時校正,否則會影響最終產(chǎn)品的變形分布。
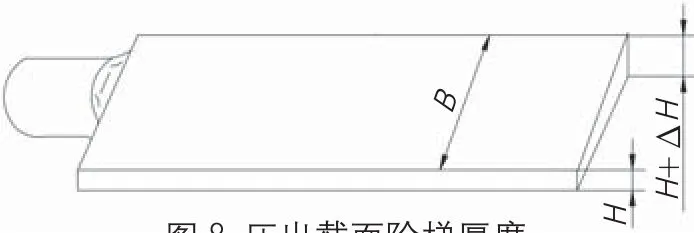
圖8 壓出截面階梯厚度

圖9 鍛出弧形,修整毛坯表面至平整

圖10 鍛后熱處理工藝曲線
⑶鍛造時要嚴格控制每一次的送進量及壓下量,使坯料變形均勻并按預定的工藝變形要求分布。
最終檢測結(jié)果
鍛件外形與樣板外形完全吻合,鍛件尺寸符合設計尺寸;鍛件粗車后進行超聲波檢測,判定標準為JB/T 5000.15—2007,起始靈敏度為φ2.0mm,檢測頻率為2.0MHz,結(jié)果未發(fā)現(xiàn)超標缺陷,鍛件完全合格。
結(jié)束語
機械工業(yè)的發(fā)展對鍛造行業(yè)提出了更高的要求,為了適應行業(yè)發(fā)展的需求,自由鍛企業(yè)必須在實際生產(chǎn)中不斷探索研究如何減小自由鍛件余量,提高鍛造精度,降低能耗,減少燒損,改進工藝與技術(shù),提高產(chǎn)品使用壽命。企業(yè)只有練好內(nèi)功,才能更好地應對日趨激烈的市場競爭。
于爽,工程師,主要從事自由鍛造工藝的制定與審核工作,研究方向為模具鋼的鍛造及鍛后熱處理工藝。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03