硫化異型填芯對橡套電纜外觀的改進(jìn)
2014-09-28 11:03:20凌國楨曾慶濤于雪芳
電線電纜 2014年4期
關(guān)鍵詞:工藝設(shè)計(jì)
凌國楨, 曾慶濤, 于雪芳
(江蘇上上電纜集團(tuán)有限公司,江蘇溧陽213300)
0 引言
橡套電纜是應(yīng)用較為廣泛的電纜品種,特別是在礦用、船用、石油平臺(tái)等特定環(huán)境,其耐彎曲、耐磨、耐油等特性表現(xiàn)突出。橡套電纜不僅絕緣護(hù)套材料的配方復(fù)雜,而且其制造工藝難度也高,尤其是在護(hù)套擠包時(shí),經(jīng)常會(huì)出現(xiàn)護(hù)套麻花、表面凹陷、電纜不圓整等問題。
這些問題雖然可以通過調(diào)整配模、控制擠包膨脹系數(shù)、增加護(hù)層厚度等方法解決,但大多依賴于操作人員的經(jīng)驗(yàn),并且在調(diào)整的過程中容易增加成本。因此,我們對該電纜的填芯結(jié)構(gòu)進(jìn)行重新設(shè)計(jì),研發(fā)出一種異型填芯應(yīng)用于纜芯,使其結(jié)構(gòu)更加圓整、緊湊、穩(wěn)定,方便護(hù)套擠包工序操作,減少電纜外觀問題的產(chǎn)生。
1 以往填芯的設(shè)計(jì)及缺點(diǎn)
纜芯間隙通常采用圓形填芯填充,填芯的尺寸先通過作圖和計(jì)算得出,再根據(jù)工藝人員的經(jīng)驗(yàn)放一定的偏差。
圓形填芯的使用,有硫化和非硫化之分,選擇的原則是:
(1)如果絕緣橡膠容易充分硫化(如不飽和型橡膠),線芯連硫后就一次成型,具有高彈性,則填芯可以采用硫化填芯,即使經(jīng)過護(hù)套擠包工序連硫,也不會(huì)對線芯造成壓痕。硫化過的填芯形狀已經(jīng)固定,所以它的尺寸設(shè)計(jì)應(yīng)與線芯和纜芯外切圓相切(見圖1)。尺寸過大容易造成纜芯在填芯走向上凸起,反之凹陷,護(hù)套擠包時(shí)難度就加大了。
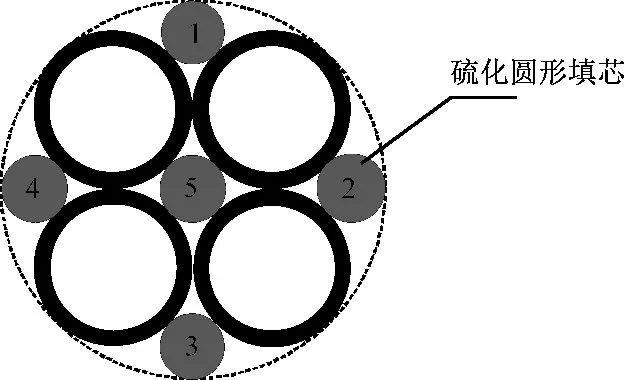
圖1 纜芯采用硫化圓型填芯
(2)如果絕緣橡膠難以硫化充分,線芯比較軟、彈性低,則填芯應(yīng)采用非硫化填芯。非硫化填芯在護(hù)套擠包工序連硫時(shí),會(huì)按照纜芯空隙的形狀變形,可以避免對線芯造成壓痕,也能防止線芯之間壓扁。非硫化填芯的尺寸設(shè)計(jì)上要稍大于硫化填芯(見圖2),以便變形過程中能向四周的空隙區(qū)域進(jìn)行填充,尺寸的余量大小,取決于工藝人員的經(jīng)驗(yàn)。
圓形填芯應(yīng)用的比較多,但若制造過程中填芯尺寸波動(dòng)或人員經(jīng)驗(yàn)失誤,則會(huì)造成與原有的設(shè)計(jì)參數(shù)不匹配,最終影響到護(hù)套外觀。
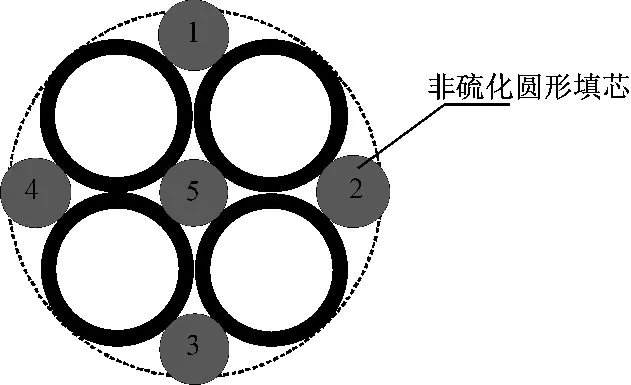
圖2 纜芯采用非硫化圓形填芯
2 一種硫化異型填芯的設(shè)計(jì)和驗(yàn)證
2.1 異型填芯結(jié)構(gòu)
從電纜的截面圖中得到啟發(fā),如果將圖3中的填充部位(黑色)進(jìn)行分割,四芯電纜的填充部位可以看成五個(gè)圖形,中心區(qū)域近似菱形,邊緣四個(gè)區(qū)域近似扇形。
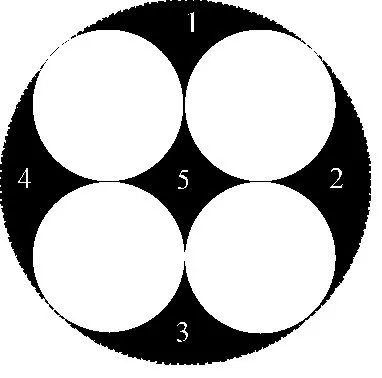
圖3 設(shè)計(jì)填充區(qū)域(黑色)
若把四芯電纜的1~5填充區(qū)域設(shè)計(jì)成固定尺寸的異型填芯,使其與線芯良好配合,如此制造出來的纜芯則更加圓整、緊湊、穩(wěn)定,護(hù)套工序中出現(xiàn)電纜外觀問題的幾率將大大降低。
2.2 材料的選擇
填芯可以采用普通的橡膠填充材料,但也要根據(jù)產(chǎn)品設(shè)計(jì)需要,如產(chǎn)品是低煙無鹵阻燃類型,填充材料則應(yīng)考慮低煙無鹵方面的性能。在填芯的中心可以采用一個(gè)加強(qiáng)芯,如棉線、麻、尼龍或者鋼絲。
2.3 模具的設(shè)計(jì)
模芯的設(shè)計(jì)比較簡單,只要能通過加強(qiáng)芯即可,所以采用普通的圓形模芯。而模套的設(shè)計(jì)則較復(fù)雜,要根據(jù)所需的填芯形狀進(jìn)行設(shè)計(jì)。首先對填芯區(qū)域作圖,再確定制造控制參數(shù),如寬度和高度(見圖4、圖5),實(shí)現(xiàn)連續(xù)制造。不同形狀的異型填芯控制的參數(shù)不同,這需要工藝摸索。
2.4 填芯擠出工藝
如果采用非硫化異型填芯作為填充物,則比較理想。它無需硫化、制造成本低,而且在護(hù)套連硫過程中會(huì)變形,更貼合線芯形狀,能包覆和保護(hù)線芯。
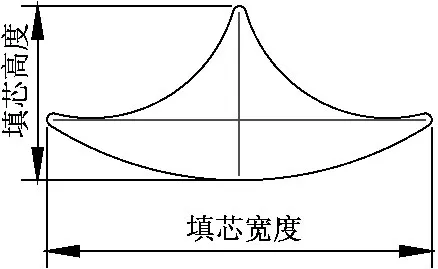
圖4 四芯電纜邊側(cè)填充扇形填芯結(jié)構(gòu)示意圖
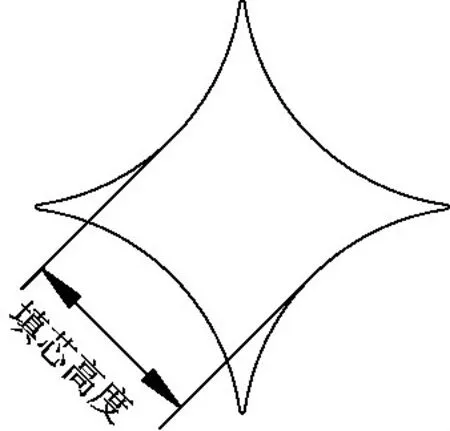
圖5 四芯電纜中心填充菱形填芯結(jié)構(gòu)示意圖
但非硫化異型填芯在擠包時(shí)易出現(xiàn)以下問題:
(1)由于異型填芯形狀特殊,異型模套孔加工工藝難度高(線切割加工易造成模套內(nèi)的工作面粗糙),膠料出模口時(shí),扇形的邊緣區(qū)域容易破裂、卷邊,雖經(jīng)過冷卻,但上盤后壓在內(nèi)層的填芯仍容易變形;
(2)異型填芯與線芯的接觸面大,如果絕緣硫化程度低,則容易在護(hù)套擠包后發(fā)生線芯與非硫化填芯粘連。
通過反復(fù)的摸索和分析,發(fā)現(xiàn)硫化過的異型填芯方案更合適。
異型填芯采用連硫工藝制造,模口溫度高,膠料在制造過程中硫化充分、柔軟、流動(dòng)性好。因此硫化異型填芯既能徹底避免異型填芯邊緣區(qū)域的破裂、卷邊問題,又能解決非硫化異型填芯上盤后易變形的問題。但采用連硫方式制造填芯,硫化管長,填芯承受的張力大,中心用加強(qiáng)芯必須采用強(qiáng)度高、延伸性較小的材料,所以推薦使用尼龍或者鋼絲。
制造的填芯應(yīng)及時(shí)與線芯進(jìn)行匹配,即與線芯拼接,使兩者的尺寸合適。如果填芯尺寸不符合,應(yīng)及時(shí)調(diào)整擠包工藝參數(shù)。現(xiàn)場如果沒有線芯,可以采用與絕緣線芯外徑相當(dāng)?shù)膱A桿作為線芯的參照。
2.5 成纜工藝
采用硫化的異型填芯成纜時(shí),由于形狀特殊,所以要求填芯在纜芯中的位置必須固定,可以采用盤絞設(shè)備生產(chǎn),滿足異型填芯的正常成纜。
硫化異型填芯在成纜過程中需要實(shí)時(shí)地退扭。成纜時(shí)應(yīng)在分線板(見圖6)的穿線孔上安裝孔形與異型填芯相同、尺寸與異型填芯相當(dāng)?shù)漠愋痛┚€模用作固定,防止異型填芯在制造過程中翻轉(zhuǎn)。雖然成纜的工藝難度有所增加,但是可控和可操作程度遠(yuǎn)高于護(hù)套連硫,盤絞過程中可以隨時(shí)停車檢查。纜芯通過并線模后,繞包適當(dāng)?shù)膸Р模瑢⒗|芯扎緊,從纜芯的外觀質(zhì)量和圓整度來看,大大優(yōu)于圓形填芯填充的纜芯。這一步的改進(jìn)對成品電纜外觀質(zhì)量的提高,起到了很好的作用。

圖6 分線板實(shí)物圖
2.6 護(hù)套擠包外觀
纜芯圓整,護(hù)套擠包后外觀質(zhì)量有了明顯的改進(jìn),但是也存在問題。例如由于線芯與填芯結(jié)合過于密實(shí)、緊湊,纜芯就像一個(gè)整體,擠包外護(hù)套時(shí),集聚在纜芯中的氣體無法沿著原來松散纜芯的縫隙通道及時(shí)排出。生產(chǎn)一定的長度之后,護(hù)套上會(huì)產(chǎn)生局部氣泡。通過反復(fù)驗(yàn)證,在機(jī)頭前采用抽真空的方式,排出纜芯中集聚的氣體,解決了氣泡問題。
3 結(jié)束語
橡套電纜的護(hù)套外觀質(zhì)量問題,與填芯的設(shè)計(jì)有很大關(guān)系,以上是對四芯電纜用異型填芯的設(shè)計(jì)和工藝探索過程。通過制造跟蹤,發(fā)現(xiàn)其他多芯電纜制造時(shí),均可采用類似的結(jié)構(gòu)來提高外觀質(zhì)量。但也有一些例外,如多芯小規(guī)格電纜的邊緣分割過小,成纜過于復(fù)雜,邊緣不建議采用類似結(jié)構(gòu)設(shè)計(jì)。但可以考慮在其中心采用硫化異型填芯,邊緣采用圓形填芯,也可以大大提高產(chǎn)品的圓整度。
猜你喜歡
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
