氣囊對兩縱半體船或大型分段合攏方法
2014-09-26 04:47:52李英春尹興壯
船舶標(biāo)準化工程師 2014年1期
關(guān)鍵詞:工藝
李英春,尹興壯
(大連遼南船廠,遼寧大連 116041)
0 引言
隨著我國船舶建造業(yè)的迅猛發(fā)展,在船臺使用氣囊下水的工藝方法已得到廣泛應(yīng)用,但兩縱半體船或大型船體分段在船臺上的合攏卻鮮為人用。筆者對采用氣囊對兩縱半體或大型船體分段合攏工藝進行了研究和實踐,認為采用氣囊與相關(guān)工具對兩縱半體或大型船體分段相配合合攏是一種簡便、實用、安全性能高、可操性強、費用較低的工藝方法。
1 氣囊合攏工藝方案與傳統(tǒng)合攏工藝比較
兩縱半體船或大型船體分段的噸位較大,把兩個噸位較大的縱向半體在有一定坡度的船臺上進行精確合攏,一般有以下三種方法:
1)對有大型龍門吊的造船廠,可用大型龍門吊進行半體合攏(半體重量在吊車的起重范圍內(nèi)),對超過龍門吊起重能力或沒有龍門吊的造船廠可以租用大型海浮吊對兩縱向半體合攏,但這種方法費用太高,而且當(dāng)縱向半體的重量大到一定程度或碼頭泊位不具備條件時,用海浮吊進行合攏受到限止。
2)使用常規(guī)重載小車與相配合的特種滑道進行合攏。采用這種方法,一是要看有沒有成套的專用設(shè)備和成熟的工藝方法,二是要看合攏的條件。在船塢里合攏,雖然工藝較為復(fù)雜,費用相對較高,但合攏后可直接下水。如在有坡度的船臺上進行合攏,重載小車與相配合的滑道需水平工藝改造,同時應(yīng)考慮合攏后需要與船舶下水相關(guān)設(shè)備設(shè)施有一個復(fù)雜的銜接過程,否則不能保障安全性。
3)質(zhì)量好的氣囊單條承載力一般都在100t~200t,甚至更大,多條氣囊很容易滿足≥1000t的半體或大型分段的托起和運行滾動而且有很大的承載安全余量。氣囊承載力與半體的型寬、重量及合攏高度(起墩高度)有關(guān),其計算公式為:F=Nπ/2(D-H)P·L[1](其中,N為氣囊個數(shù);D為氣囊直徑;H為氣囊工作高度;L為氣囊長度)。為確保合攏過程安全,在充分考慮半體型寬、重量和合攏高度及氣囊質(zhì)量的情況下,一般要求即使一排氣囊移出,剩余氣囊的承載力F/G>1.26[1](其中G為半體重量)滿足標(biāo)準要求。未充的氣囊橫向截面小、重量輕(每個不大于 1t),可在縱向半體臨時坐落的鋼墩之間隨意拖進拖出,省力而且簡單;單條氣囊的承載力大,所需數(shù)量較少,所用充氣設(shè)備簡單,一般采用壓力0.4MPa以上的管路或使用小型空壓機即可;同時氣囊內(nèi)部的壓力低(0.1Mpa左右)、與船體接觸面積大,使半體在合攏過程中運行平穩(wěn)無變形。因此,采用氣囊為主,配合縱向牽引液壓缸和橫向拉緊框螺絲對兩縱向半體合攏適用于半體重量幾百噸到幾千噸,半體或分段重量適用范圍大,而且工藝方案合理、設(shè)備設(shè)施簡單、施工時間短、合攏費用低、安全性能好、船體局部變形小、合攏精度高,而且合攏后與船舶下水銜接過程很好。因氣囊合攏對場地要求不高,配套設(shè)備簡單,適用在戰(zhàn)時船臺、船塢被毀的情況下進行船舶合攏與修復(fù)。
2 操作要求及過程
2.1 操作要求
1)選擇一縱向半體分段,按預(yù)定的船體中心線正常進行分段的合攏(在施工現(xiàn)場起重設(shè)備范圍內(nèi)),合攏后作為固定標(biāo)準坐落在下水鋼墩上(左右、前后和高低找好正),鋼墩高度一般設(shè)定為 0.8m,同時為保證基準固定標(biāo)準半體的位置,可視基準片體分段的坐墩情況將其與船臺地貓進行縱橫向加固,加固方式如圖1所示。另一縱向半體在橫向距中心線1.5m~2m處進行分段合攏(小分段合攏形成大型半體)。合攏后半體坐落在鋼墩上,鋼墩間隔要距離留有放置氣囊的位置。
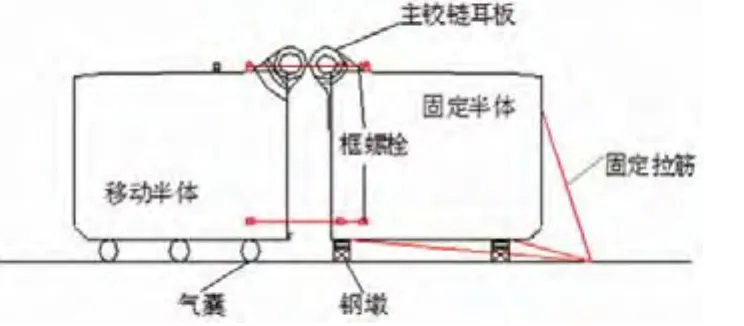
圖1 兩縱半體船橫向斷面合攏簡圖
2)根據(jù)船臺應(yīng)用的條件進行分析,通過公式Fmax=W半·μ[1](其中,W半為半體重量;μ 為滾動摩擦系數(shù)),對半縱船體橫向移動阻力進行估算,可采取施工方式:在兩艙壁處的甲板及艙內(nèi)底部分別焊裝一定數(shù)量的牽引耳板,并配置相應(yīng)規(guī)格的框型拉螺栓,作為兩片體合攏時的定位及牽引。框型螺栓與耳板的連接方式有兩種:當(dāng)兩縱向片體合攏時,框型螺栓一端與片體固定連接,另一端與片體活動鉸鏈連接;當(dāng)固定縱向半體與移動縱向半體需要分開進行微調(diào)時,框型螺栓與固定縱向半體和移動縱向半體的連接都是固定連接(同時可配合千斤頂使用)(圖1)。
3)為防止橫移時造成船體下移而需要向上牽制力進行的估算,可通過公式 Fmax=W半(SinarctgK+CosarctgKμ)[1](其中,W半為半體重量;k為船臺坡度;μ為滾動摩擦系;W半SinarctgK為向上移動而需要克服的下滑力;W半CosarctgKμ向上移動的滾動阻力)在船臺實際應(yīng)用條件下進行分析計算,根據(jù)計算的結(jié)果可在半體首部由設(shè)計部門指定位置焊裝一個不小于估算負荷的牽引耳板,并在船臺頂部的牽引系統(tǒng)中串聯(lián)一個負荷不低于帶動縱向半體移動的手動與電動的液壓缸系統(tǒng),牽引鋼纜系統(tǒng)按牽引力設(shè)計并進行有效固定連接,起墩前應(yīng)予以縱向半體帶緊(牽引系統(tǒng)預(yù)緊力,可通過液壓缸壓力表反映出來),起墩及橫向合攏時應(yīng)隨時由專人對卷揚機和油壓缸進行操控,同時為了預(yù)防液壓缸失效,應(yīng)在液壓缸上裝壓力表,并在兩頭拉環(huán)之間并聯(lián)一組框螺栓,一起對縱向距離進行有效控制。縱向牽引裝置簡圖如圖2所示。
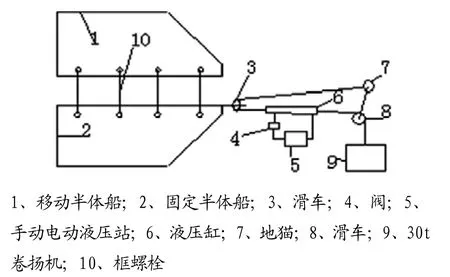
圖2 縱向牽引裝置簡
4)以氣囊為主配合液壓缸和框型松緊螺栓等工具的合攏工藝方法。可用于兩縱半體船或船體大型分段在造船場地(平地)進行合攏,也可用于在有一定坡度的船臺上進行合攏。如果是在船塢或平地上進行兩縱向半體合攏施工,只要在船尾或船首處再增加一套拉緊裝置,其它方式不變。雖然在船臺上合攏只有在船體向坡上移動有拉緊裝置,而船體向坡下運動則依靠船體重量的下滑力,但總體來說在船臺合攏施工將比在船塢或平地合攏施工要相對復(fù)雜一些。
2.2 操作過程
1)撤除移動半體的支撐鋼墩:在以上兩縱向半體的合攏設(shè)備設(shè)施經(jīng)檢查布置完畢后,按布置要求將一定數(shù)量的氣囊布置于移位半體船底下的預(yù)定位置,按順序分別進行充氣(充氣壓力保持在0.4MPa~0.6MPa),待氣囊將船體完全托起并離開一定高度時,撤出墩架。觀察移動半體狀態(tài),然后將支撐鋼墩撤除,繼續(xù)充氣,當(dāng)移動半體船底高度在0.85m時停止充氣。
2)半體船縱向和橫向移動調(diào)整(圖 2):當(dāng)兩縱向半體在縱向距離相差較大時用卷揚機進行調(diào)整(這時液壓缸處于自鎖狀態(tài)),當(dāng)兩縱向半體在縱向距離相差較小時(200mm以內(nèi))用液壓缸系統(tǒng)進行調(diào)整(此時卷揚機牽引系統(tǒng)制動器處于制動狀態(tài));在兩半體總段底部基準部位引出中心線上安裝指引桿;用手動或電動液壓缸按指引桿為基準進行精確縱向調(diào)節(jié)。通過調(diào)整氣囊的工作壓力和首部牽引纜端的油壓缸行程,對片體分段的高度和縱向位置進行調(diào)整,當(dāng)高度及縱向位置基本符合要求時,分別收緊各組框型螺栓,使移位半體緩慢向固定半體靠近、移位,同時適時監(jiān)控測量片體分段的高度及縱向位置,隨時調(diào)整片體分段的位置。移動半體船縱橫向分別調(diào)整:基本框螺栓橫向移動30mm就要確定一次半體的相對距離,累計縱向位移4mm,就要調(diào)整一次液壓缸。
3)半體移動橫向與縱向傾角及高差的調(diào)節(jié):兩縱向半體的高差可通過對氣囊充氣或放氣達到目的。橫向傾角的調(diào)節(jié):因地面、船體和氣囊充氣直徑等各種因素的原因使移動半體船橫斷面產(chǎn)生了橫向傾角。如果是朝外傾斜,可適當(dāng)降低里側(cè)的氣囊高度,同時配合拉緊上部的框型螺栓;如果是朝里傾斜,可適當(dāng)降低外側(cè)的氣囊高度,同時配合拉緊下部的框型螺栓(圖1)。縱向傾角的調(diào)節(jié):逐步調(diào)整從船首到船尾的氣囊壓力和高度并配合縱向牽引的液壓鋼的預(yù)緊力即可達到縱向傾角的調(diào)節(jié)。
4)合攏到位后按船舶工藝標(biāo)準要求對合攏精度進行調(diào)整,以縱橫向半體關(guān)鍵部位為基準點,在局部用增加或降低氣囊高度(可配合千斤頂);調(diào)節(jié)局部框型螺栓的拉緊或頂力(可配合千斤頂),同時對縱向的牽引液壓缸慢慢手動泵壓,輕微移動船體達到要求。待達到合攏精度要求后填架支墩,并打制予緊墩架的下支撐(并為采用氣囊下水作好準備)。確認合攏位置符合要求后,撤出氣囊,合攏結(jié)束。
5)合攏后的船體坐落在按下水狀態(tài)布置的鋼墩上,待工程舾裝完后準備下水時,把氣囊拖進各排鋼墩的空擋處,這時割除固定的鋼筋,撤除液壓缸設(shè)備,把卷揚機、鋼纜、脫鉤器和滑車按下水的牽引方式進行設(shè)計布置,在與準備下水的船體進行縱向連接后即可進入下水狀態(tài);即以上兩半體合攏與合攏后的整體下水方式有一個很好的銜接過程。
3 典型案例
大連遼南船廠2009年5月在船臺上對2800m3開體駁船的總體合攏即是采用氣囊對兩縱向半體合攏的最好案例。2800m3開體駁船主要功能是把裝載泥漿等雜物運到深海處,啟動首尾船艙底部橫向安裝的開合液壓缸,從船艙底部縱向使船體分開從而使裝載泥漿等雜物落入深海處(甲板等上平面有鉸軸連接)。根據(jù)以上性能,2800m3開體駁船必須是縱向分體建造,然后再進行總體合攏。根據(jù)合攏方案分析需要,2800m3開體式自航泥駁船合攏相關(guān)技術(shù)參數(shù)如下:總長L為95.60m;型寬B為18.0m;型深D為5.90m;空船重量W為2150t;半體重量W為1000t;吃水T首為0.64m;T尾為2.58m。
1)根據(jù)以上參數(shù),工廠選用濟南昌林氣囊容器廠生產(chǎn)的CL-VI φ1.5×18的氣囊,合攏時用9只氣囊,其長度方向與移動縱向半體船長方向同向,分三排布置。9 只氣囊承載力F=Nπ/2(D-H)P·L=2145t,起墩狀態(tài)的氣囊安全系數(shù)K=2145/1000=2.15>1.26,滿足標(biāo)準要求。合攏過程中,即使一排氣囊移出,僅兩排氣囊的承載力 F=1430t,安全系數(shù)K=1430/1000=1.43>1.26,也能滿足安全標(biāo)準要求。
2)橫向合攏力為Fmax=W半·μ≈20t;根據(jù)計算在于 5#、37#、101#、140#兩艙壁處的甲板及艙內(nèi)底部分別各設(shè)置焊裝8組牽引耳板;配置≥5t拉力的負荷框型螺栓。
3)橫移時防止船體下移而需要向上的的牽制力估算 Fmax=W半(Sinarctgk+Cosarctgkμ)≈50(tf)(按1000t半體向上牽引狀態(tài)的案例),根據(jù)計算結(jié)果可在半體首部由設(shè)計部門指定的具體位置焊裝一負荷不小于60t的牽引耳板,并于船臺頂部的卷揚機采取串聯(lián)一個負荷不低于30t的液壓缸,鋼纜2倍率牽引(鋼纜走 2)進行有效固定連接,起墩前應(yīng)予以卷揚機帶緊(卷揚機預(yù)緊力 25t,可通過液壓缸壓力表反映出來),如圖2所示。
以上是1000t移動半體,如果半體重量與1000t差異較大,縱向牽引裝置可做適當(dāng)?shù)母淖儭?/p>
4)2800 m3開體駁船兩縱向半體合攏操作方法和過程基本上與本文前部分理論分析工藝方法相同。
5)待合攏到2800m3開體駁兩半體上的鉸鏈耳板接近交錯相時,應(yīng)注意觀察兩半體的相對位置,合攏到位后按工廠合攏工藝標(biāo)準要求對合攏精度進行調(diào)整,根據(jù) 2800m3開體駁首尾兩開體液壓缸軸承孔兩端法蘭與鉸鏈側(cè)面上下左右間隙相差不大于0.5mm的技術(shù)要求(用塞尺測量)為合攏基準點和合攏精度標(biāo)準。
4 結(jié)論
綜上所述,采用氣囊使縱向半體船或大型船體分段的合攏工藝操作簡單、實用性強、費用低、安全性好、合攏精度高,是值得推廣的一種工藝方法。
[1]CBT 3837-2011, 船舶用氣囊上排、下水工藝要求[S].
[2]2800立方泥口合攏及氣囊下水設(shè)計方案[S].
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52