波紋管轉向柱成型方法仿真分析研究
2014-09-19 08:37:08張縱縱胡習之吳斯熾
機械制造與自動化 2014年6期
張縱縱,胡習之,王 鑫,吳斯熾
(華南理工大學機械與汽車工程學院,廣東廣州510640)
0 引言
大量交通事故處理結果顯示:駕駛員傷亡主要來自人體與轉向盤以及剛性轉向柱的二次碰撞[1]。采用可伸縮的吸能式轉向柱,可以吸收碰撞產生的沖擊能量,減少作用于駕駛員的沖擊力,降低二次碰撞帶來的傷害,并為駕駛員留下足夠大的生存空間,進而提高汽車安全性[2]。
波紋管轉向軸具有軸向壓縮變形余量大,使用前景較好等優點。但是其結構復雜,加工成型困難[3],合理的成型方法可以保證加工尺寸的精確性和加工后組織的完整性。本文基于ANSYS/LS-DYNA軟件,使用流固耦合方法,對爆炸成型和液壓成型兩種工藝加工某款波紋管轉向柱的成型過程進行仿真分析,通過對比分析兩種工藝的優缺點,得到適合實際生產需要的成型工藝。相關結論有望為實際生產工藝提供指導意義。
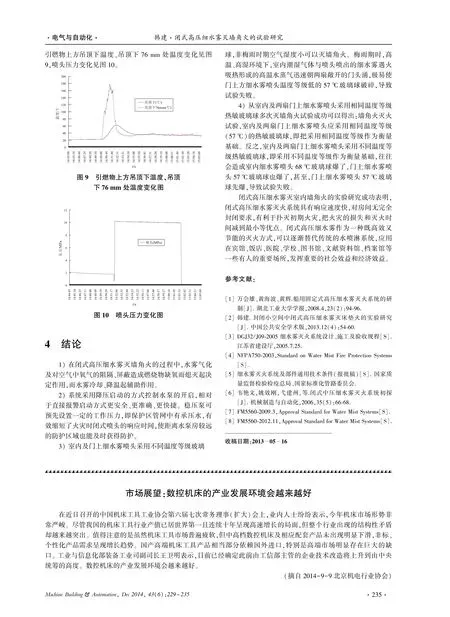
1 爆炸成型方法仿真
1.1 方法原理
爆炸成形是利用炸藥的爆炸能量將金屬加工成一定的形狀。爆炸物質的化學能在極短時間內轉化為周圍介質(空氣或水)中的高壓沖擊波,并以脈沖波的形式作用于坯料,使其產生塑性變形并以一定速度貼模,完成成形過程[4,5]。基于ANSYS/LS-DYNA軟件,采用流固耦合方法,對某波紋管的爆炸成型過程進行仿真。
1.2 幾何模型
建立某波紋管轉向柱仿真模型。波紋管內徑80 mm,外徑92 mm,波高6 mm,波距10 mm,彎曲半徑12 mm,共設置4個波紋節,管壁厚2 mm,長100 mm,內徑76 mm,外徑80 mm。炸藥在整體模型的正中間區域,面積為40 mm×40 mm。水介質位于鋼管和炸藥中間,充滿整個鋼管并包圍炸藥,模型1/4平面圖及三維網格圖,如圖1所示。


圖1 模型及網格
1.3 材料特性
算例中波紋管材料為碳鋼,彈性模量為21 GPa,泊松比為0.26,密度為7.9×103 kg/m3,鋼管模型則選擇能夠承受大變形,能滿足實際工作中的加工硬化和應變率的JOHNSON_COOK模型,JOHNSON_COOK在大變形高應變率和高溫條件下的本構結構表達式為:

其中: ε 為等效塑性應變一般取值 1.0/s),無量綱溫度 T?=(T-Tr)/(Tm-Tr),其中:Tr為參考溫度(一般取為室溫),T為當前溫度,Tm為材料的熔點溫度。其他五個參數A,B,n,C和m均為材料常數。
炸藥選用TNT炸藥,水采用NULL模型模擬。模具采用剛體材料。為減小穿透,剛體的輸入與鋼管相同的彈性模量。
1.4 成型過程仿真
對模具邊界位移進行約束,并設置水的邊界設置表面無反射條件。接觸方法采取面-面雙向接觸搜索,為防止出現嚴重的穿透,罰因子取0.8,計算時間為0.05 s,成型過程如圖2所示(壓力云圖)。


圖2 爆炸成型過程
圖3給出了靠近鋼管某點的水單元壓力曲線圖。由圖3可知,水介質產生的壓力值有較大波動,載荷傳遞的數值不穩,使不同位置處生成的表面質量發生較大的不同。壓力值在0~0.09 MPa間波動。因此,爆炸成型過程比較難以控制。

圖3 靠近鋼管的水單元的壓力曲線圖
圖4給出了最終成型時的應力分布云圖。由圖4可知,通過爆炸成型制成的波紋型轉向柱應力值分布不均且應力在波峰波谷出集中的現象,可能導致產品的厚度不均或在波峰處發生失效。

圖4 最終狀態應力云圖
1.5 結果分析
爆炸成型有以下特點:1)成型過程不容易控制,傳遞的載荷具有一定的隨機性,導致產品的厚度不均勻。2)易出現應力集中現象,導致波紋型轉向柱波峰處失效。
2 液壓成型仿真
2.1 基本原理
液壓成形是利用液體介質代替凸模或凹模,靠液體介質的壓力使材料成形的一種加工工藝。適用于復雜零件結構,且能提高零件品質,減少成形工序降低加工成本[6]。本節主要通過流固耦合方法對某波紋管轉向柱的液壓成型過程進行分析。
2.2 模型建立
波紋轉向柱模型尺寸如前所述,1/4的波紋節幾何模型及有限元模型如圖5所示。

圖5 四分之一的波紋節初始模型
2.3 材料參數仿真
定義模具的材料為剛體材料,密度、楊氏模量和泊松比分別為 7.8×103 kg/m3,2E11 pa,0.3。 不考慮鋼管材料的破壞,定義鋼管的材料模型為彈性模型,密度,楊氏模量、泊松比、屈服應力和切向模量分別為7.8×103 kg/m3,2E11 pa,0.3,100e6 pa,8.85e5 pa。 模具采用剛體材料,對剛體模型外邊界施加位移約束,為減小計算量,簡化模型,通過施加面載荷來模擬水壓的效果,水壓加載的時間-壓力加載曲線如圖6 所示,其中:t=0.005 s,F=3.0e8 Pa。
2.4 成型過程
定義接觸的過程及計算時間與爆炸成型相同,接觸定義為面-面雙向接觸。計算時間為0.05 s。仿真結果如圖7所示,為方便觀察,圖中未顯示剛性模具。

圖6 水壓加載曲線
圖8給出波紋管模型上任選三處A、B、C處的壓力曲線圖。由圖可知,不同位置成型過程中載荷的變化量和變化率穩定力曲線基本一致,因此,成型過程比較穩定。

圖7 液壓成型過程

圖8 不同位置網格收到的壓力曲線
圖9給出波紋管模型上任選三處A、B、C處的塑性變形曲線。由圖9可知,液壓成型加工過程中各點的塑性變形無論在時間和數值上差別不大,因此成型結構均勻,有效避免了應力集中和波峰位置的失效。

圖9 不同位置處的塑性變形曲線
2.5 結果分析
通過液壓成型過程仿真分析可知,液壓成型具有以下特點:1)成型過程比較穩定,加工完成后產生的回彈現象比較少;2)加工過程中應力分布均勻,產品厚度變化均勻,且無失效現象。
3 結語
通過上述仿真分析可見,液壓成型方法較爆炸成型方法具有成型過程穩定,成型品質高等優點。因此,在實際應用中推薦使用液壓成型方法。
[1]林小哲.汽車吸能轉向機構的設計與碰撞仿真[D].杭州:浙江大學碩士學位論文,2008:3-9.
[2]柳艷杰.汽車低速碰撞吸能部件的抗撞性能研究 [D].哈爾濱:哈爾濱工程大學博士學位論文,2012:6-11.
[3]張桂榮.基于車輛碰撞時轉向柱安全性研究[J].拖拉機與農業運輸車,2006,33(4):15-17.
[4]鄭哲敏,楊振聲,等.爆炸加工[M].北京:國防工業出版社,1981:9-21.
[5]宋秀娟,浩謙,等.金屬爆炸加工的理論和應用 [M].北京:建筑工業出版社,1983:5-13.
[6]姜奎華.沖壓工藝與模具設計[M].北京:機械工業出版社,1997:6-20.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
兒童故事畫報(2019年5期)2019-05-26 14:26:14
光學精密工程(2016年6期)2016-11-07 09:07:19
Coco薇(2016年2期)2016-03-22 02:42:52
核科學與工程(2015年4期)2015-09-26 11:59:03
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56