水下濕法FCAW 電弧穩(wěn)定性的研究
2014-09-19 08:36:58石永華婁風(fēng)力
機(jī)械制造與自動(dòng)化 2014年6期
石永華,婁風(fēng)力
(華南理工大學(xué)機(jī)械與汽車工程學(xué)院,廣東廣州510640)
0 引言
水下焊接技術(shù)是海洋油氣設(shè)施建造及核電站維修的關(guān)鍵技術(shù)之一[1,2]。隨著海洋石油的開采從近海走向深海,穩(wěn)定可靠的水下焊接技術(shù)也成為需要。但從現(xiàn)階段看,我國(guó)水下焊接維修技術(shù)遠(yuǎn)遠(yuǎn)難以滿足國(guó)民經(jīng)濟(jì)發(fā)展的要求,同外國(guó)先進(jìn)水平相比有很大的差距[3]。
盡管水下濕法焊接環(huán)境惡劣,難以得到高品質(zhì)的焊縫接頭,但由于水下濕法焊接具有設(shè)備簡(jiǎn)單,操作靈活,成本低,適應(yīng)性強(qiáng)的優(yōu)點(diǎn),研究水下濕法焊接對(duì)提高水下焊接技術(shù)具有重要的意義。水下濕法焊接主要采用自保護(hù)藥芯焊絲,因?yàn)樽员Wo(hù)藥芯焊絲在電弧燃燒時(shí)能夠產(chǎn)生大量的氣泡,提供一個(gè)穩(wěn)定的氣相區(qū)維持電弧的燃燒[4,5]。由于水下焊接環(huán)境與常壓空氣中焊接環(huán)境差別很大,受到水下嚴(yán)酷的環(huán)境影響,水下濕法焊接過(guò)程不穩(wěn)定,焊接品質(zhì)差[6-8]。因此,電弧燃燒的穩(wěn)定性在焊接過(guò)程中起著關(guān)鍵的作用[9]。對(duì)水下濕法焊接電弧穩(wěn)定性進(jìn)行研究,分析影響水下濕法焊接的關(guān)鍵因素,對(duì)提高水下焊接過(guò)程的穩(wěn)定性有重要作用。
1 基于響應(yīng)曲面法的實(shí)驗(yàn)方案設(shè)計(jì)
根據(jù)試驗(yàn)要求設(shè)計(jì)了高壓艙水下濕法焊接系統(tǒng)軟硬件。模擬了在不同水深下進(jìn)行濕法自動(dòng)焊接過(guò)程,并通過(guò)傳感器和數(shù)據(jù)采集卡結(jié)合Labview軟件采集焊接過(guò)程中的電壓電流數(shù)據(jù),用于焊接電弧穩(wěn)定性的研究。建立了電弧穩(wěn)定性指標(biāo),進(jìn)行詳細(xì)的響應(yīng)曲面試驗(yàn)方案設(shè)計(jì)。最后根據(jù)試驗(yàn)方案,運(yùn)用高壓艙水下焊接系統(tǒng)進(jìn)行不同水深下的濕法FCAW焊接試驗(yàn),獲得可靠的試驗(yàn)數(shù)據(jù)及結(jié)果。
1.1 水下濕法FCAW試驗(yàn)裝置
在實(shí)際的海水中進(jìn)行水下濕法焊接試驗(yàn)成本高,操作困難,并且存在各種自然影響因素,因此在實(shí)驗(yàn)室中采用高壓艙模擬水下焊接試驗(yàn)。高壓艙水下濕法焊接試驗(yàn)系統(tǒng)如圖1所示。在高壓艙內(nèi)進(jìn)行濕法焊接試驗(yàn),艙內(nèi)注入水,水面比焊接工件表面高約0.2 m,導(dǎo)電嘴深入水中,焊接時(shí)電弧完全在水環(huán)境中燃燒。通過(guò)加入高壓氣體模擬不同水深,0.1 MPa壓力等于10 m水深。在高壓艙外使用工控機(jī)控制三軸運(yùn)動(dòng)平臺(tái)帶動(dòng)焊槍運(yùn)動(dòng)進(jìn)行焊接,并實(shí)現(xiàn)導(dǎo)電嘴到工件距離的調(diào)整。焊接電壓電流信號(hào)數(shù)據(jù)采集系統(tǒng)主要由霍爾傳感器、數(shù)據(jù)采集卡與數(shù)據(jù)采集軟件組成,采集的電壓電流信號(hào)數(shù)據(jù)用于對(duì)電弧穩(wěn)定性的分析。

圖1 高壓艙水下焊接系統(tǒng)
1.2 基于響應(yīng)曲面法的水下濕法FCAW試驗(yàn)
水下濕法焊接試驗(yàn)于高壓艙水下焊接系統(tǒng)中進(jìn)行,試驗(yàn)條件為:藥芯焊絲牌號(hào)為SQJ501,直徑為1.6 mm,導(dǎo)電嘴到工件距離(CTWD)定為 20 mm,焊接速度定為7 mm/s,在厚度為8 mm的Q235鋼板上進(jìn)行表面堆焊。
2 水下濕法焊接電弧穩(wěn)定性研究
電弧穩(wěn)定性是衡量焊接品質(zhì)好壞的重要指標(biāo)之一。穩(wěn)定的電弧是獲得良好的焊縫品質(zhì)的基礎(chǔ)。水下焊接參數(shù)和水壓對(duì)水下焊接電弧的穩(wěn)定性有很大的影響。焊接電弧穩(wěn)定性的高低對(duì)焊接品質(zhì)的好壞影響很大,不穩(wěn)定的焊接電弧會(huì)造成各種焊接缺陷。水下濕法焊接環(huán)境惡劣,冷卻速度快。水下濕法焊接電弧由于水的壓力和擾動(dòng),焊接氣泡周期性破裂等原因?qū)е禄¢L(zhǎng)波動(dòng)較大,電弧容易熄滅,焊接過(guò)程不穩(wěn)定。由于焊接環(huán)境的不同,水下濕法焊接電壓電流的匹配規(guī)律跟常壓空氣中應(yīng)有所不同。同時(shí)電弧所受的壓力隨水深而增加,不同水深下的電壓電流的匹配對(duì)焊接過(guò)程的穩(wěn)定性影響也不一樣。以電弧電壓變異系數(shù)的倒數(shù),即電弧穩(wěn)定系數(shù)Ud作為電弧穩(wěn)定性指標(biāo),通過(guò)響應(yīng)曲面法建立電弧穩(wěn)定性模型,分析焊接電流、電壓和水深及其相互之間的交互作用對(duì)電弧穩(wěn)定性的影響,分析了不同水深下電壓電流的匹配規(guī)律和水下焊接工藝范圍。
2.1 焊接參數(shù)的交互作用對(duì)電弧穩(wěn)定性的影響
0.2 m水深、40 m水深和80 m水深的電流電壓對(duì)電弧穩(wěn)定性的交互影響如圖2所示,對(duì)比可以看出:
1)隨著水深的增大,電弧穩(wěn)定性總體下降。
2)在水深較淺時(shí),可以通過(guò)提高焊接電流來(lái)獲得較穩(wěn)定的焊接電弧;在水深較大時(shí),可以通過(guò)提高焊接電壓來(lái)獲得較穩(wěn)定的焊接電弧。
3)隨著水深的增大,要獲得較高的電弧穩(wěn)定性,電壓必須增大。
同時(shí)采集焊接電流和水深對(duì)電弧穩(wěn)定性的影響、焊接電壓和水深對(duì)電弧穩(wěn)定性的影響得出結(jié)論,隨著水深的增大,電弧穩(wěn)定性明顯下降,而且電流越大,下降的程度越明顯。當(dāng)水深較淺時(shí),用較低的焊接電壓能獲得較高的電弧穩(wěn)定系數(shù),隨著水深的增加,所需的匹配電壓增大。
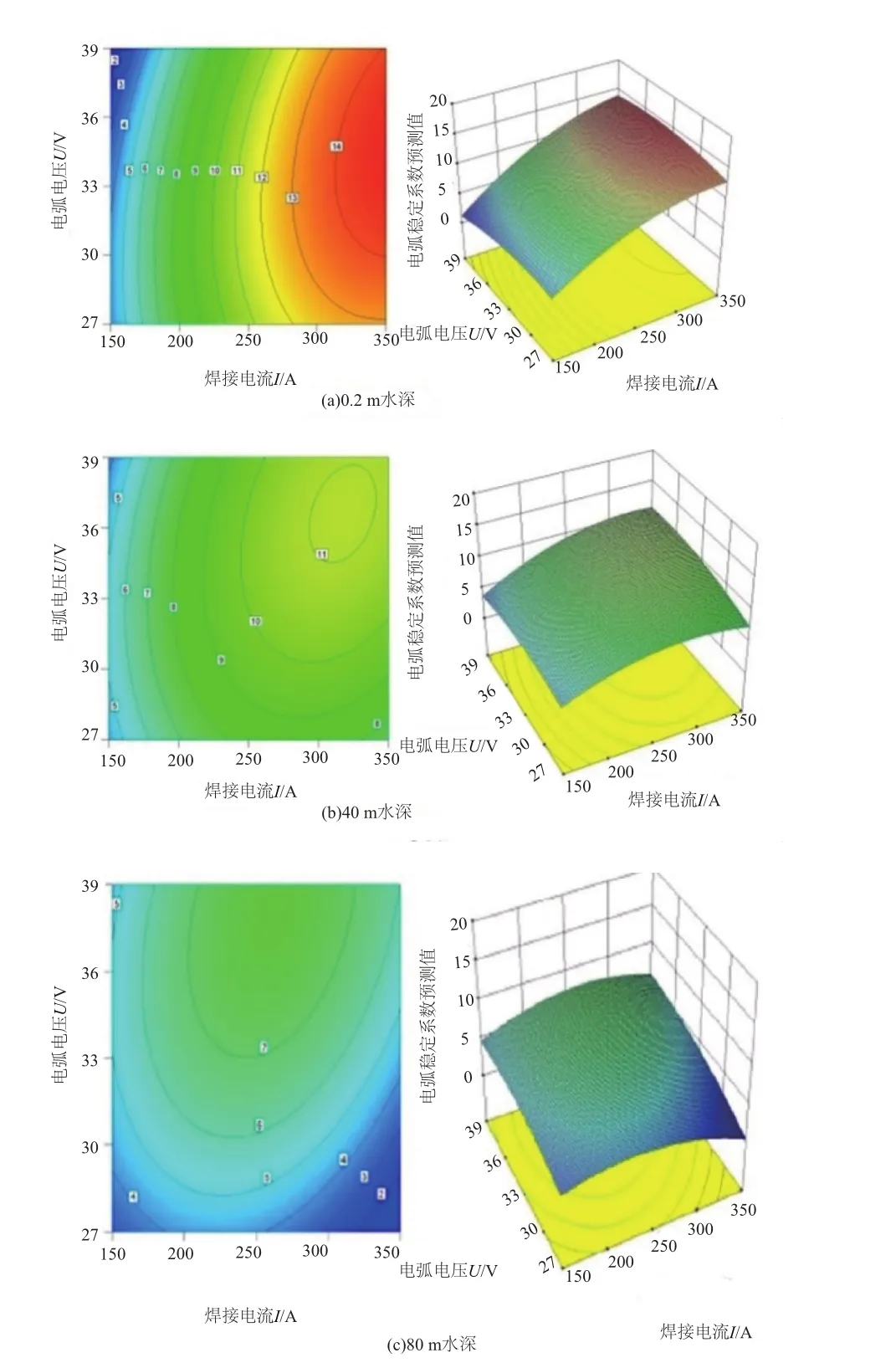
圖2 焊接電流和焊接電壓對(duì)電弧穩(wěn)定性的影響
2.2 不同水深下的電流電壓匹配規(guī)律
圖3(a)為水深0.2 m時(shí),電弧穩(wěn)定性隨焊接電壓改變的趨勢(shì)圖。圖中可以看到,電流為150 A、200 A、250 A、300 A和350 A時(shí),電弧穩(wěn)定性隨電壓先上升后下降。
圖3(b)為水深40 m時(shí),電弧穩(wěn)定性隨焊接電壓改變的趨勢(shì)圖。焊接電流為150 A、200 A、250 A、300 A時(shí),電弧穩(wěn)定性隨電壓先上升后下降,而當(dāng)電流為350 A時(shí),電弧穩(wěn)定性隨電壓的上升而上升。
圖3(c)為水深80 m時(shí),電弧穩(wěn)定性隨焊接電壓改變的趨勢(shì)圖。,焊接電流為150 A、200 A、250 A時(shí)電弧穩(wěn)定性先上升后下降,當(dāng)電流為300 A和350 A時(shí),電弧穩(wěn)定性隨電壓的上升而上升。
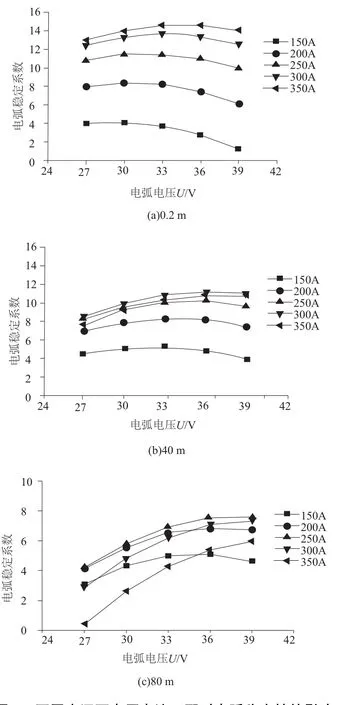
圖3 不同水深下電壓電流匹配對(duì)電弧穩(wěn)定性的影響
2.3 水下焊接電弧穩(wěn)定性的敏感度分析
試驗(yàn)采用經(jīng)過(guò)編碼后的變量求焊接電弧穩(wěn)定性對(duì)各焊接參數(shù)的敏感度,可以消除采用不同量綱分析敏感度帶來(lái)的麻煩,使焊接電弧穩(wěn)定性對(duì)不同焊接參數(shù)的敏感度之間的比較具有統(tǒng)一的標(biāo)準(zhǔn)。分別在水深為0.2 m、20 m、40 m、60 m和80 m計(jì)算焊接電弧穩(wěn)定性對(duì)電流、電壓、水深的敏感度。不同水深下焊接電弧穩(wěn)定性對(duì)各焊接參數(shù)的敏感度如圖4所示。每一水深下的25個(gè)數(shù)值分別為焊接電流和焊接電壓5個(gè)水平的全面匹配。
圖4(a)為焊接電弧穩(wěn)定性對(duì)焊接電流的敏感度。圖中可以看出,隨著水深的增加,電弧穩(wěn)定性對(duì)焊接電流的敏感度的絕對(duì)值呈減小趨勢(shì),說(shuō)明水深越大,焊接電流對(duì)焊接電弧穩(wěn)定性的影響越小,在水深較淺時(shí),增大電流可以提高電弧穩(wěn)定性,但水深較大時(shí),增大電流對(duì)電弧的穩(wěn)定性不利。
圖4(b)為焊接電弧穩(wěn)定性對(duì)焊接電壓的敏感度。圖中可以看出,隨著水深的增加,電弧穩(wěn)定性對(duì)焊接電壓的感度的絕對(duì)值呈增大趨勢(shì),說(shuō)明水深越大,焊接電壓對(duì)焊接電弧穩(wěn)定性的影響越大,在水深較大時(shí),增大電壓可以提高電弧穩(wěn)定性。
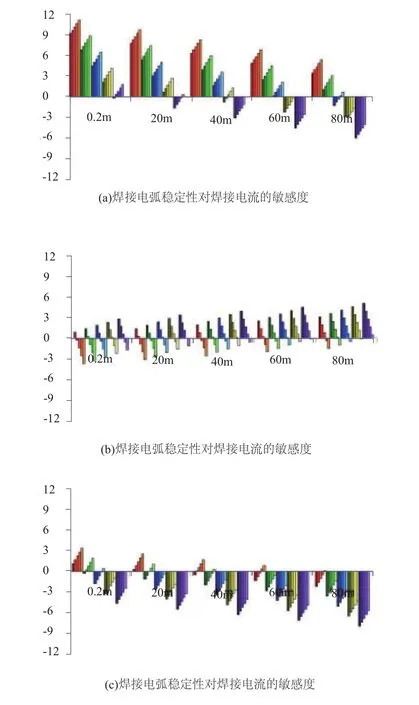
圖4 不同水深下焊接電弧穩(wěn)定性對(duì)各焊接參數(shù)的敏感度
圖4(c)為焊接電弧穩(wěn)定性對(duì)水深的敏感度。圖中可以看出,隨著水深的增加,電弧穩(wěn)定性對(duì)水深的敏感度的絕對(duì)值呈增大趨勢(shì),說(shuō)明水深越大時(shí),水深對(duì)焊接電弧穩(wěn)定性的影響越大。水深大到一定程度后,隨著水深的增大,電弧的穩(wěn)定性急劇下降。可以看出,隨著水深的增大,電弧穩(wěn)定性降低。但降低的速度并不一樣。0~40 m的水中,電弧穩(wěn)定性下降較慢,40 m~80 m的水中,電弧穩(wěn)定性下降變快。在水深小于40 m的情況下,隨著水深的增加,只要選擇合適的電壓電流,電弧穩(wěn)定性并不會(huì)有明顯下降。因?yàn)樵跍\水中,焊接產(chǎn)生的氣泡對(duì)周圍的水產(chǎn)生了擾動(dòng),水的擾動(dòng)反過(guò)來(lái)影響了電弧的穩(wěn)定性,隨著水深的增加,水壓力增大,在一定程度上可以限制這種擾動(dòng)程度。表現(xiàn)為40 m以下的焊接電弧穩(wěn)定性并沒(méi)有明顯的下降。而當(dāng)水深達(dá)到80 m后,焊接環(huán)境已經(jīng)非常惡劣,過(guò)多的短路過(guò)渡引起了大量的飛濺,焊接穩(wěn)定性急劇下降。
3 結(jié)論
在對(duì)水下焊接過(guò)程電弧穩(wěn)定性的研究過(guò)程中,通過(guò)高壓艙模擬不同水深水下自動(dòng)焊接過(guò)程并建立電弧穩(wěn)定性與各焊接參數(shù)之間的響應(yīng)曲面模型,分析了焊接參數(shù)及其相互之間的交互作用對(duì)電弧穩(wěn)定性的影響,并根據(jù)所建模型得出不同水深下電壓電流的最佳匹配值和水下濕法焊接工藝范圍,最后對(duì)水下濕法焊接電弧穩(wěn)定性進(jìn)行了敏感度分析。研究所采用的試驗(yàn)方法、設(shè)計(jì)的軟硬件系統(tǒng)以及得出的試驗(yàn)數(shù)據(jù)可以為今后相關(guān)領(lǐng)域提供參考。
[1]焦向東,朱加雷.海洋工程水下焊接自動(dòng)化技術(shù)應(yīng)用現(xiàn)狀及展望[J].金屬加工(熱加工),2013,2:24-32.
[2]唐德渝,龍斌,鄭樹森.海洋石油工程水下焊接技術(shù)的現(xiàn)狀及發(fā)展[J].金屬加工(熱加工),2009,4:24-28.
[3]鐘繼光,石永華,王國(guó)榮.新型水下焊接電源及送絲機(jī)構(gòu)的研究[J].電焊機(jī),2005,35(12):1-3.
[4]賈傳寶,杜永鵬,郭寧.藥芯焊絲水下濕法焊接過(guò)程實(shí)時(shí)檢測(cè)與控制技術(shù)[J].焊接,2011,4:15-19.
[5]吳安如,夏平,賀永祥.濕法水下焊接的冶金特點(diǎn)及水下焊條設(shè)計(jì)[J].西安工業(yè)學(xué)院學(xué)報(bào),2002,22(2):155-158.
[6]徐坤剛.旋轉(zhuǎn)電弧水下焊接工藝的研究[D].南昌:南昌大學(xué),2009.
[7]白濤,孫健,袁朝.水下焊接技術(shù)在水利工程中的應(yīng)用[J].水利發(fā)電,2009,35(3):72-74.
[8]蔣磊,郝靜如.超小型水下機(jī)器人本體的研究[J].機(jī)械設(shè)計(jì)與制造 2009,12:176-178.
[9]王芳,賈傳寶,杜永鵬.水下濕法手弧焊焊接過(guò)程穩(wěn)定性的評(píng)價(jià)方法研究[J].山東科學(xué),2012,25(5):47-52.