雙絲脈沖焊模糊自適應PID控制系統
2014-09-17 02:42:12王磊磊
電焊機 2014年7期
姚 屏 ,王磊磊 ,楊 永 ,朱 強
(1.廣東技術師范學院 機電學院,廣東 廣州 510635;2.華南理工大學 機械與汽車工程學院,廣東 廣州 510640)
0 前言
PID控制穩定性高、實時性好,目前在工業過程中應用廣泛。傳統PID控制參數調整好后,在整個控制過程中都是固定不變的,而焊接是一種復雜的、時變的、非線性的過程,固定的PID參數難以實現系統的最優控制[1]。近年來,學者將專家系統引入PID控制過程,讓系統根據實際情況自動調節PID參數,實現自適應PID控制[2]。對于焊接工藝而言,模糊控制是最適用的智能控制算法之一。近年來國內外對模糊自適應PID在焊接領域的應用進行了探索。文獻[3]設計了一個雙閉環模糊PID送絲控制系統實現PWM數字調速,動靜態特性都優于單電壓閉環系統;文獻[4]通過模糊PID方法調整送絲速度變化范圍,并且在仿真中取得較好的效果;文獻[5]采用模糊PID進行鋁合金薄板焊的研究,證明了模糊PID用于焊接過程的可行性;文獻[6-8]設計了基于數字模糊PID控制的焊機控制系統。上述研究為模糊PID在焊接控制領域的應用提供了參考,但由于雙絲焊控制的復雜性和實時性要求較高,目前對雙絲焊智能控制系統的研究不多。本研究設計了雙絲脈沖焊模糊自適應PID控制系統,并在試驗中取得較好的效果。
1 系統總體設計
控制系統原理如圖1所示,控制系統以誤差e和誤差變化ec作為輸入,通過模糊控制器,PID調節器獲得調節量,最后作用于雙絲焊機。

圖1 雙絲模糊PID控制系統結構框圖Fig.1 System structure of double wire fuzzy PID control
模糊控制器主要由模糊化接口、推理機、解模糊接口三部分組成。模糊推理是模糊決策的前提,研究采用Mamdani推理法,采用if A and B then C推理形式。
2 仿真模型建立
自適應模糊PID控制器仿真模型如圖2所示。

圖2 雙絲模糊PID控制系統仿真模型Fig.2 Simulation model of double wire fuzzy PID control system
該模型主要由Fuzzy子系統和PID控制器子系統兩個模塊構成,Fuzzy子系統結構如圖3所示。

圖3 子系統Fuzzy仿真模型Fig.3 Simulation model of subsystem Fuzzy
圖3中PID控制器以偏差e和偏差變換率ec為輸入量,經過模糊運算后,得到P、I、D參數的調整量U1、U2、U3。輸出結果與圖2的量化因子相乘后得到模糊 PID 控制修正量 dKp、dKi、dKd。
PID調節器內部結構仿真模型如圖4所示。由圖4可知,PID控制參數是由初始PID參數Kp、Ki、Kd與它們的調整因子 dKp、dKi、dKd相加得到的,通過模糊查表的方式獲得調整因子,最終實現模糊自適應PID控制。
3 模糊PID控制器實現
3.1 控制量的模糊化
雙絲脈沖MIG焊反饋信號的電壓大小為0~3.3 V,經過A/D變換,在DSP中變為0~4 095之間的一個值。考慮到設計的焊機額定電流為500 A,實際電流偏差正負不會超過400 A,因此輸入的偏差e論域設為[-3 500,+3 500],偏差變化率ec的論域設為[-2.8e+8,2.8e+8]。根據參數整定經驗,輸出ΔKp的論域設為[0,6],輸出 ΔKi的論域設為[0,80],輸出ΔKd的論域設為[0,0.001]。
為了方便,所有輸入輸出的模糊離散論域統一取值為{-6,6},可離散為從-6~+6共13個整數等級,對應的模糊子集為:e,ec={NB,NM,NS,ZO,PS,PM,PB},分別表示正大、正中、正小、零、負小、負中、負大7個集合。基本論域值通過量化因子映射至模糊離散論域,輸入量 e、ec 和輸出量 ΔKp、ΔKi、ΔKd的量化因子如下
根據經驗,在焊接峰值電壓偏差eUp比較大時,控制系統需要迅速減小偏差,而eUp較小時控制系統的主要任務是在保持穩定性的同時提高精度。為了同時滿足系統的敏捷性、穩定性和精度的要求,針對eUp的不同取值,按照不同的規則生成模糊控制表,通過查表的方式,獲取不同情況下的PID控制參數,實現模糊PID參數整定。
3.2 隸屬函數的確定
模糊控制器性能的優劣與隸屬函數密切相關。在偏差較大時,平緩型的隸屬函數可以迅速改變控制參數,實現系統快速變化;在偏差較小時,為提高控制的精度,隸屬函數形狀陡一些。
分析e和ec,發現e和ec的變化主要集中在模糊域的子集[-3,3]之間。據此設計了如圖5所示的ec的隸屬函數曲線,偏差變化率ec的范圍較大,但是通過數據分析發現數據一般情況下集中在[-0.3,0.3]區域,因此ec的隸屬曲線劃分更為集中。[-0.1,0.1]為ZO,NS和PS對應的區間非常小,分別為[-0.3,0]和[0,0.3],采用三角形隸屬函數,隸屬區間取得比較窄可以保證控制系統的精度,提高系統的動態特性。NM與PM同樣選擇三角形隸屬曲線,但是考慮到此時偏差變化加大,所以區間范圍增大,分別為[-3.5,-0.1]和[0.1,3.5],可以實現較快地變化;NB和PB則對應了比較大的區間,PB為[1.5,6],NB為[-6,-1.5],此時隸屬度函數采用梯形函數,使控制參數迅速改變。e的隸屬度曲線與之類似,在此不再贅述。
對于 Kp、Ki、Kd的修正量,等距劃分隸屬區間,設定對應的隸屬函數值,具體不再贅述。

3.3 模糊規則設計
模糊控制規則設計是模糊控制的精髓。模糊控制規則設計不僅需要理論知識,更需要實際經驗。研究表明,比例系數Kp越大,系統響應速度越快,超調量越大,穩態誤差減小,但會使系統不穩定。反之,超調量減小,靜態誤差增大。積分系數Ki越小,閉環系統的超調量越小,系統響應速度越慢;反之超調量越大,響應速度增快。微分系數Kd越大,系統響應速度越快,改善系統的動態性能,但對于擾動較敏感,易使穩態性能變差。根據上述規律設計了模糊PID參數自整定原則并設計了相應的規則,具體如下[8]:
(1)當系統偏差|e|較大時,系統偏差大,為盡快消除偏差,Kp和Ki都應該取較大的值。如果e·ec<0,則 Kd=0,反之取較大的 Kp。
(2)當系統偏差|e|適中時,為了防止超調量過大,此時的Kp應適當取小一點,Ki應適中,減小靜態誤差。如果e·ec<0,則Kd為較大的值,反之取較小的Kd。
(3)當系統偏差|e|較小時,為了縮短系統調節時間,此時的Kp應適中,Ki應取稍小的值。如果e·ec<0,則 Kd=0,反之取較小的 Kd。
Kd修正量的模糊推理曲面如圖6所示。由于微分環節對擾動較為敏感,容易帶來系統振蕩,所以Kd在大部分情況下都設為0。這是因為在電流變化較大的時候,加入微分環節,可增大系統的響應速度,防止超調量過大,但是在接近穩態的時候,將Kd設為零,即直接用模糊PI控制。
4 雙絲焊模糊PID控制試驗
利用仿真模型進行頻率相同、電流不同、相位相反的雙絲電中的PID參數自適應變化過程如圖7所示,可以看出在電流變化的0.012 s時,比例、積分、微分系數都相應變化,到了穩態比例系數迅速在新的水平上穩定,積分系數進行補償、微分系數繼續為0。


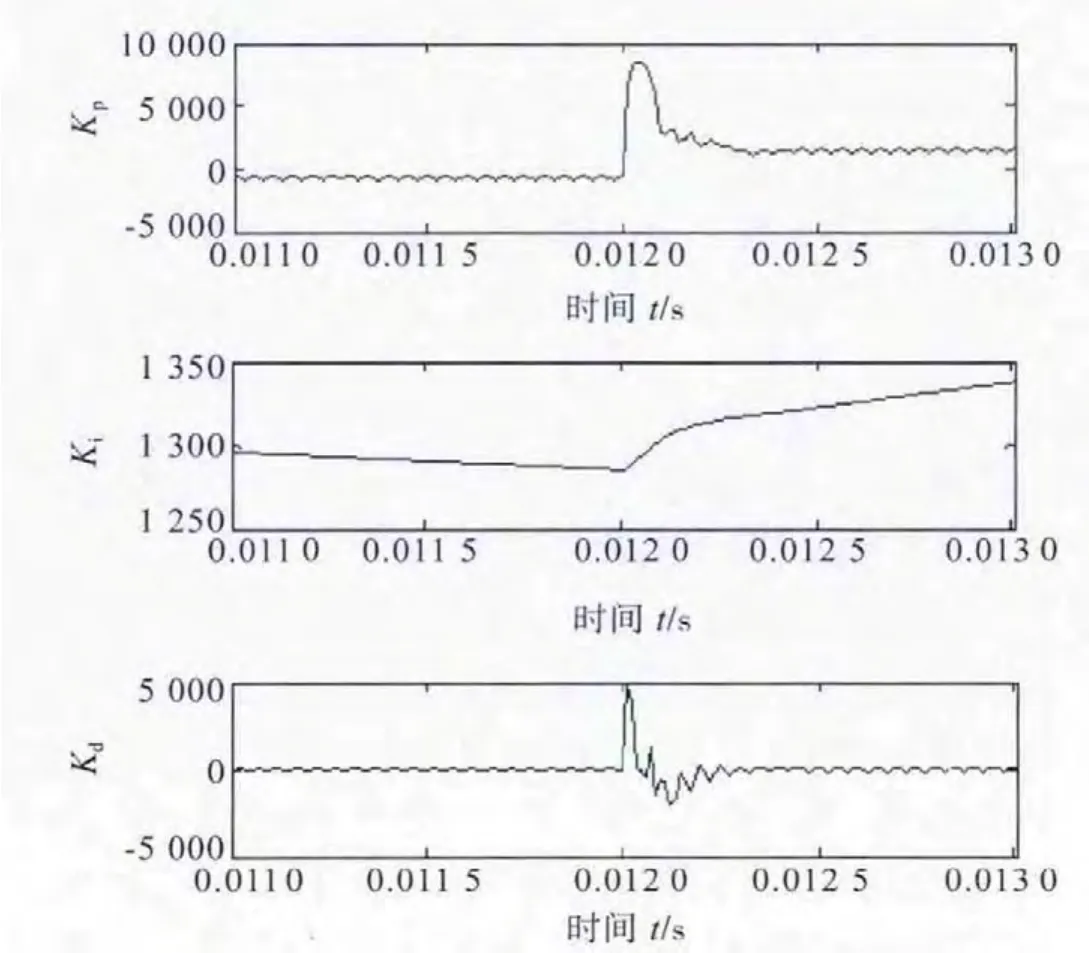
圖7 PID控制參數自適應變化過程Fig.7 Adaptive change of PID control parameters
控制效果如圖8所示。從試驗過程可看出,模糊PID控制的雙絲電流波形穩定,穩態誤差小,超調量小,上升和下降及時,達到了較好的控制效果。
綜上所述,采用基于模糊自適應PID控制具有良好的魯棒性和自適應性,它通過查表的方式進行控制,設計簡單、穩定性高。
4 結論
(1)分析了當前PID控制存在的問題,提出進行雙絲脈沖MIG焊模糊PID控制系統設計。
(2)設計了模糊PID控制系統總體方案,并在Simulink中建立了控制系統仿真模型。
(3)根據控制理論和實際經驗,完成了雙絲焊過程控制量的模糊化處理、隸屬函數確定、模糊規則設計等工作,實現了模糊控制器的設計。
(4)利用所設計的模糊PID控制器進行了控制性能仿真試驗,試驗結果表明,控制參數能隨著電流變化自適應變化,雙絲電流波形動靜態特性好,滿足控制要求。
:
[1]Astrom K J,Hagglund T.The future of PID control[J].Control Engineering Prartice,2001(9):1163-1175.
[2]Cominos P,Nunro N.PID controller:recent tuning methods and design to specification[J].IEEE proceeding of Control Theory and Applications,2002,149(1):46-53.
[3]Zhen R H.Research of the Welding Wire Sending System Based on Fuzzy Adaptive-Adjusting PID Control[J].Advanced Materials Research,2011(271):983-986.
[4]Du H W,Zhao Y N,Shi H Y,et al.The control of welding wire feed self-adaptive mechanism based on fuzzy PID[J].China Welding,2012,21(2):59-63.
[5]張曉莉,李鈺楨,龍 鵬,等.基于模糊自整定參數PID控制的鋁合金薄板脈沖MIG焊[J].焊接學報,2013(11):83-87+117.
[6]李廣軍,王祺明.基于遺傳整定的水下焊縫跟蹤系統模糊 PID 控制器[J].電焊機,2011,41(04):49-52.
[7]Wang R C,Xue J X.Digital pulsed MIG welding machine based on adaptive fuzzy controller[J].China Welding,2012,21(3):78-82.
[8]姚 屏.一體化雙絲弧焊電源智能控制策略與工藝性能評定方法[D].廣州:華南理工大學,2012.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17