塞棒形式對摩擦疊焊單元成形質量的影響
2014-09-17 02:42:28宋國祥陳秀清徐亞國焦向東
電焊機 2014年8期
關鍵詞:質量
宋國祥 ,陳秀清 ,楊 帆 ,徐亞國 ,焦向東 ,高 輝
(1.海洋石油工程股份有限公司,天津300451;2.北京石油化工學院 能源工程先進連接技術北京市高等學校工程研究中心,北京 102617)
0 前言
摩擦疊焊(Friction Stitch Welding)屬于摩擦焊接技術的一種,是英國焊接研究所在固相連接技術領域做出的重大貢獻。隨著世界范圍內海洋油氣資源開發力度的不斷加強,海洋鋼結構物數量以及油田開采深度逐年增加,海洋工程鋼結構的連接及其安全保障技術也日益受到業界的關注,摩擦疊焊接因其接頭性能優異、不受壓力環境的影響而在水下連接領域得到了迅速發展,其對于水下工程的意義在某種程度上可以與以鋁及鋁合金連接為主要應用的攪拌摩擦焊(Friction Stir Welding)對于航空工業、汽車工業劃時代的意義相比[1-2]。摩擦疊焊焊接過程分為單元成形和疊焊兩個過程,如圖1所示。單元成形過程描述為:首先在基體母材上預鉆一個孔,然后在孔中插入一根直徑比孔徑略小的旋轉塞棒,同時在塞棒上施加軸向力并保持一定的進給速度。當旋轉塞棒與焊孔底部接觸時,開始摩擦剪切發熱過程。所產生的摩擦熱使塞棒自身在底端接觸面上發生塑性變形,塑性金屬材料在壓力作用下向接觸界面四周轉移而填充棒材與焊孔之間的徑向間隙,并達到緊密結合。隨著塑性金屬材料不斷填充焊孔以及焊孔表面雜質不斷排出,摩擦剪切面迅速從焊孔底部上移完成單元焊接,一系列單元重疊或搭接便構成摩擦疊焊[3-7]。因而單元成形質量是摩擦疊焊成形的關鍵。在此主要針對塞棒形式對摩擦疊焊單元成形質量的影響進行了研究。

圖1 摩擦疊焊單元成形及完整焊縫形成Fig.1 Friction hydro pillar processing and completed weld
1 摩擦疊焊實驗裝置
摩擦疊焊實驗裝置如圖2所示,該設備主要由液壓站、閥組、主軸頭、控制系統和數據記錄系統、試驗臺架等組成。實驗裝置能夠提供30 kN的最高軸向工作壓力和最大50 N·m的轉矩。液壓馬達的最高轉速達到9 000 r/min。設備完全可以滿足試驗要求。

圖2 摩擦疊焊試驗裝置Fig.2 Test device of friction stitch welding
2 焊接試驗
2.1 試驗材料
試驗材料選用目前海洋及船舶常用的D36鋼。國標GB712-2000規定船用D36鋼的化學成分如表1所示,D36鋼材料中除含有一定量的碳之外,還有Mn、Si、Nb、V等合金元素,提高了D36鋼的機械性能(見表2),改善了D36鋼的強度與硬度,韌性和塑性也很好,特別是低溫下的沖擊韌性很高,這樣可以用于船上低溫部位的結構。

表1 D36級船體結構用鋼化學成分Tab.1 Chemical composition of D36-class hull structural steel %

表2 D36級船體結構用鋼機械性能Tab.2 Mechanical properties of D36-class structural hull steel
2.2 塞棒形式設計
摩擦疊焊單元成形常用組合有圓柱和圓錐兩種,如圖3所示。
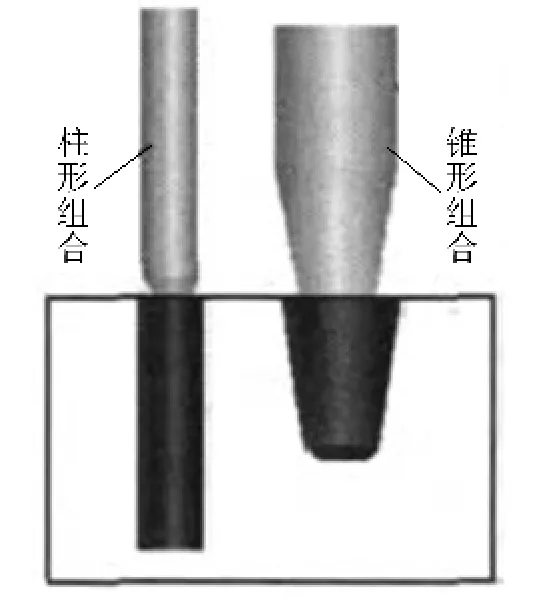
圖3 摩擦疊焊單元成形常用組合Fig.3 Common combinations of friction stitch welding
本研究針對兩種常用組合設計了如下幾種塞棒形式,如圖4所示。設計思路為:根據摩擦焊特點,當旋轉金屬棒與焊孔底部接觸時,開始摩擦剪切發熱過程,所產生的摩擦熱使金屬棒自身在底端接觸面上發生塑性變形,塑性金屬材料在壓力作用下向接觸界面四周轉移而填充棒材與焊孔之間的徑向間隙[8-9]。由于開始階段可能存在產熱不足的可能,因而在底部開始填充階段,塑性金屬與母材結合不良,因而設計形式Ⅰ和Ⅱ,研究初始階段的結合情況;在剪切面上升至孔中間位置時,由于塑性金屬向四周遷移后屬于自然流動狀態,在與孔側壁結合時,只有熱作用,而沒有摩擦焊中的壓力這一關鍵因素,因而設計了形式Ⅲ和Ⅳ;在摩擦剪切結束后的頂鍛階段,同樣考慮壓力這一關鍵因素,增加軸肩以施加壓力于徑向間隙是塑性金屬,保證其與孔側壁達到緊密結合。相對應的孔的形式設計要適應塞棒形式,即孔采用塞棒外輪廓形式并留1~2 mm間隙。

圖4 摩擦疊焊單元成形的塞棒形式設計Fig.4 Form design of rods for friction hydro pillar processing
在單元成形可焊參數范圍內選取了一套焊接工藝參數進行實驗。焊接規范如表3所示。通過對比不同實驗條件下試件的宏觀照片及拉伸試驗結果,分析塞棒形式對焊接過程及焊接質量的影響。
3 塞棒形式對焊接質量的影響
通過試驗結果分析可知:(1)采用塞棒形式I導致塞棒底部尖角對應的部位結合不良,存在明顯的未結合情況,即存在圖5a所示的底部空隙,而塞棒形式Ⅱ可以有效解決該問題,但從底部往上的部位還是未能結合良好;(2)對采用塞棒形式Ⅲ和Ⅳ焊接得到焊件分析知,采用圓錐形式的塞棒只是在一定程度解決孔中上部的結合,即雖然表面未發現明顯缺陷,但從拉伸的斷口可以看出,結合面處有斷續存在的氣孔,只有部分達到原子間結合,整體連接效果不好;(3)采用塞棒形式Ⅴ和Ⅵ焊接并對拉伸的斷口進行分析知,增加軸肩只能實現孔上部的緊密結合,但對中部的結合效果不明顯,如圖5b所示,原因是焊接結束后頂鍛時,孔中部的溫度降低得很多,遷移到徑向間隙的金屬其塑性流動性變差,雖然軸肩起到擠壓金屬的作用,但只有上部溫度尚高的金屬才會再次受擠壓而與孔側壁緊密結合;(4)采用塞棒形式Ⅶ和Ⅷ進行焊接,焊接質量明顯得到提高,尤其是采用塞棒形式Ⅷ的焊接質量,其連接質量最好,通過拉伸試驗知,其抗拉強度等于甚至超過了母材,如圖5c和圖6所示。

表3 摩擦疊焊單元成形焊接規范Tab.3 Welding parameters for friction hydro pillar
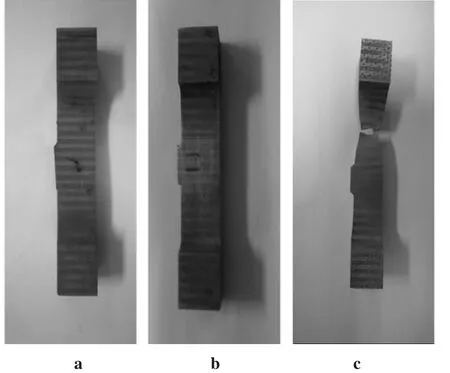
圖5 摩擦疊焊單元成形的拉伸試件Fig.5 Tensile specimens for friction hydro pillar processing

4 結論
焊接實驗和分析結果表明,對塞棒形式進行優化,可以有效地解決焊接時塞棒與孔側壁的結合問題。塞棒底部采用圓頭,孔底部配合同樣的形式,可以消除尖角處無法填充的問題,實現底部充分填充;塞棒中部采用圓錐形式,使中部焊接時塞棒對間隙的塑性金屬有頂鍛作用;塞棒上部加軸肩,對頂鍛階段的塑性金屬進行擠壓,保證孔上部塞棒與孔側壁的緊密結合,最終實現單元成形的整體結合。每個質量良好的單元填充都為后續的單元焊接填充打下基礎,從而可以獲得無缺陷的摩擦疊焊焊縫。
:
[1]焦向東,周燦豐,陳家慶,等.21世紀海洋工程連接技術的挑戰與對策[J].焊接,2007(5):23-30.
[2]陳家慶,焦向東,邱宗義,等.摩擦疊焊——種新型的固相連接技術[J].焊接技術,2007,36(1):1-6.
[3]高 輝.摩擦疊焊試驗裝置及焊接工藝研究[D].北京:北京化工大學,2010.
[4]Meyer A,Pauly D,Santos J F D,et al.Subsea robotic friction welding repair system[C].OTC 13250:2001 Offshore Technology Conference,Houston,Texas,2001.
[5]Gibson D E,Meyer A,Vennemann O,et al.Engineering applications of friction stitch welding[C].Proceedings of 20th International Conference on Offshore Mechanics and Arctic Engineering.Rio de Janeiro,Brazil 2001.
[6]Smith C B,Hinrichs J F,Ruehl P C.Friction Stir and Friction Stir Spot Welding-Lean,Mean and Green[J].Friction Stir Link,Inc.W227 N546 Westmound Dr Waukesha,WI 53186:1-7.
[7]Thomas W M,Nicholas E D.Emerging friction joining technology for stainless steel and aluminum applications[Z].Productivity beyond 2000:IIW Asian Pacific Welding Congress,Auckland,New Zealand,1996.
[8]張寶生,焦向東,陳家慶,等.FHPP單元成形過程初期階段的熱力耦合分析[J].焊接學報,2008,29(5):73-75,80.
[9]高 輝,焦向東,周燦豐,等.轉速對LY12鋁合金摩擦疊焊單元成型質量的影響[J].材料科學與工藝,2009(17):229-231.
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54