影響圓盤剪帶材剪切質量的因素分析
2014-09-14 06:42:33肖,
有色金屬材料與工程 2014年1期
肖 ,
(中色科技股份有限公司,河南 洛陽 471003)
影響圓盤剪帶材剪切質量的因素分析
肖磊,郭坤龍
(中色科技股份有限公司,河南 洛陽471003)
介紹了圓盤剪在設計、制造以及使用中影響圓盤剪精度的關鍵技術要點和主要技術參數:刀盤、側隙、重疊量等,結合工作中的經驗對圓盤剪關鍵點進行了分析和探討,通過合理的設計、制造及使用方法使圓盤剪剪切出的帶材質量合格、穩定,對相關設計、制造和使用具有積極的參考價值.
圓盤剪; 帶材; 剪切; 側隙; 重疊量; 精度
0 前 言
圓盤剪是用于剪切帶材邊部,消除帶材邊部缺陷,保證帶材寬度一致的裝置.現已廣泛應用于冶金工廠連續生產線上,如:冷軋機組、清洗機組、酸洗機組、重卷機組和拉彎矯直機組等[1].圓盤剪的作用非常關鍵,直接影響最終帶材的質量.因此,圓盤剪的設計、制造以及日常維護對其精度影響是至關重要的.
1 圓盤剪主要技術參數
圓盤剪的主要技術參數包括刀盤直徑與厚度、側向間隙、重疊量和滾珠絲杠的精度.特別是側向間隙與重疊量,直接影響剪切帶材的質量.針對不同厚度、不同材質的帶材,側隙與重疊量各不相同,需要設計者根據具體情況分析確定.圖1為側向間隙與重疊量的位置關系圖.
1.1 刀盤直徑與厚度
刀盤一般為薄圓柱狀,通過一對刀盤上下錯位,下刀盤在內側,上刀盤在外側,相互平行布置,調整出合適的重疊量與側向間隙,帶材在刀盤轉動的過程中擠壓剪切掉不平整的廢邊.
刀盤直徑、厚度一般根據所需剪切板材的厚度和實踐經驗綜合確定,見表1.
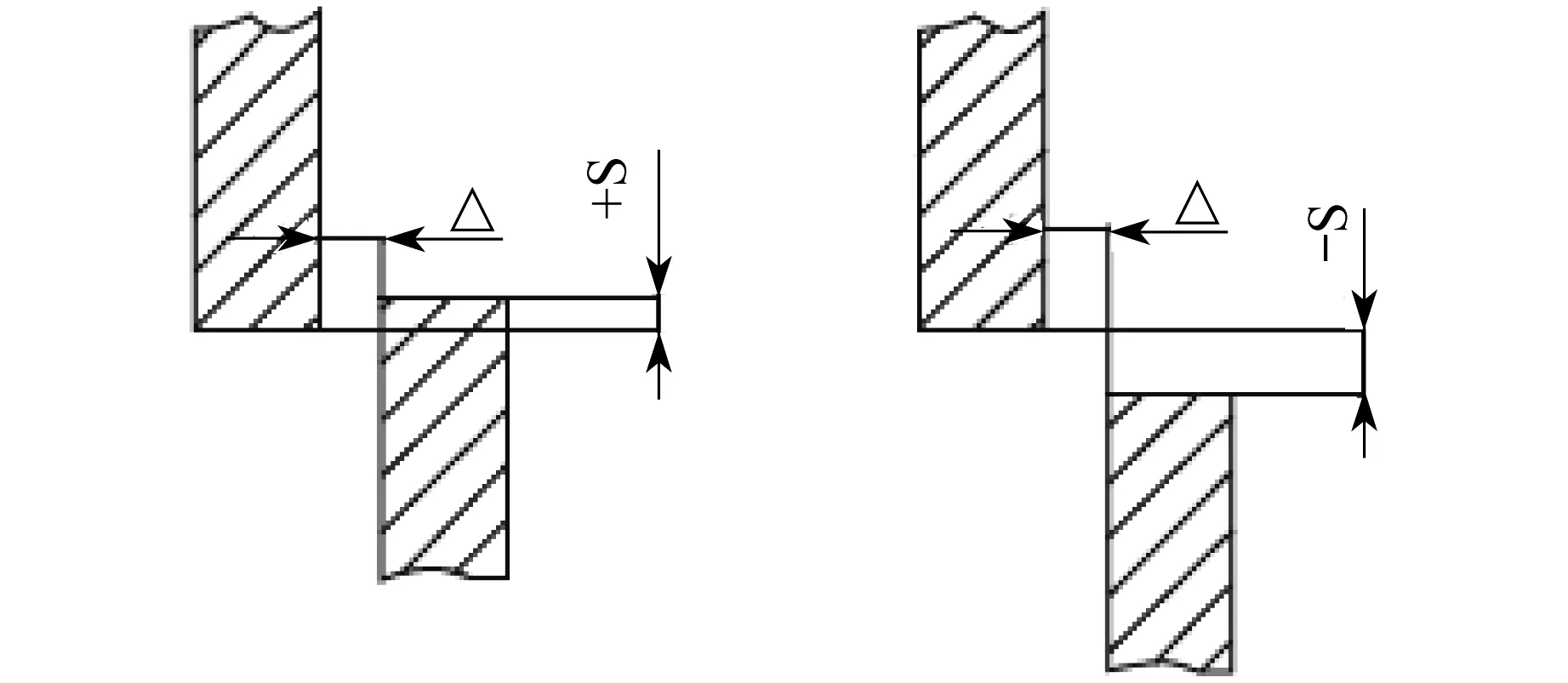
圖1 側向間隙與重疊量位置關系圖Fig.1 Relationship between backlach and overlap about the shear
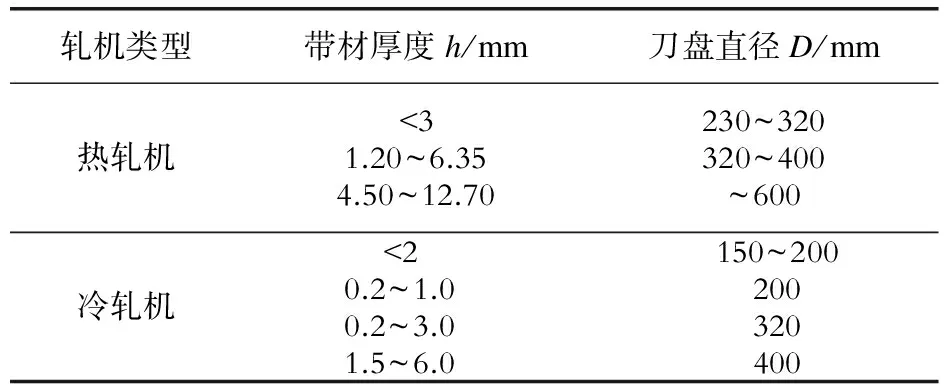
表1 根據實際經驗選擇的圓盤剪刀盤直徑Tab.1 Disk shear diameter according to the practical experience
刀盤作為損耗件,其制造精度與硬度對其使用壽命影響較大,刀盤平面度要求在0.002 5 mm以內,兩面平行度要求可相對降低至0.005 mm以內,硬度要求也很高,因此合理的制造工藝及加工設備是保證刀盤質量的關鍵.
1.2 側向間隙
在生產過程中,圓盤剪兩側刀盤的側隙、重疊量要盡可能調整一致.因為側隙小的一側剪切速度快,極易導致帶材跑偏,重疊量小的一側剪切力大,也容易導致帶材跑偏.對圓盤剪來說,側隙比重疊量更加重要,但也更難以保證.
剪切鋁帶冷軋板帶時,刀盤的側向間隙取被切帶材厚度的7%~10%;剪切厚度<0.15 mm的薄帶時,側向間隙接近0,使上下刀盤彼此接觸,甚至帶有不大的壓力;剪切熱軋板帶時,側隙取被切金屬厚度的12%~16%.裝配調整時,可通過修磨上下刀軸上的補償環來滿足出廠要求的側隙值,然后先調整重疊量為負值,在上下剪刃分開后,用塞尺沿帶材運動方向塞入,以驗證側隙值.在實際生產使用時,往往需要剪切不同厚度的帶材,側隙可通過設計與便于拆卸的調整墊片進行調整[2].
側隙過小時,會導致圓盤剪負荷過大,切斷面積過大,刀盤磨損嚴重,使用周期較短,帶材容易出現切邊發亮和毛邊現象;側隙過大時,帶材會出現裂紋無法重合,剪切面不平整,甚至帶材被撕裂.因此合理的側隙值對帶材剪切質量是至關重要的.
1.3 重疊量
一般來說,重疊量太大,剪切力就會增大,帶材剪切后,邊部就會彎曲甚至扣頭;重疊量過小,帶材就會出現無法剪切或者剪不斷等現象.重疊量是根據需要剪切帶材的厚度來確定的,見表2.

表2 重疊量選擇Tab.2 Choice of the overlap
常見的圓盤剪重疊量調整大多通過將上刀軸安裝在偏心盤上,通過人工旋轉偏心盤來調整.一旦需要剪切不同厚度帶材,就需要調整一次,增加停機時間與人工,調整起來精度低,速度慢,費時費力.設計需要考慮增加自動調整機構,電機帶動大速比的減速機驅動帶動滾珠絲杠將旋轉運動轉換成直線運動,配備可靠的檢測元器件,自動精確控制,操作者輸入來料厚度,系統自動調整到所需的刀盤重疊量和側向間隙的目標值.
2 軸承的選用
設計時刀軸盡量選用高精度的徑向和推力軸承,提高刀軸軸承的游隙等級,保證裝配后刀軸的旋轉精度.圓盤剪裝配完成后,刀軸的徑向跳動和端面跳動精度是圓盤剪質量好壞的關鍵.承受徑向力和軸向力的軸承精度盡量選擇P5精度以上承受中度預緊,以保證刀軸徑向和軸向的穩定性.
3 制造精度
圓盤剪對加工精度和裝配精度要求都非常高.冷軋線上圓盤剪裝配后,要求每個刀盤端面跳動值≤0.03 mm,刀盤徑向跳動值≤0.03 mm,拉彎矯直機組上的端面跳動和徑向跳動的要求達到0.005 mm以下.為了滿足上述要求,關鍵零件,如:刀軸、刀盤、刀盤鎖緊螺母和偏心套等機械加工精度要求更高,這些零件一定要盡量選用在高精度數控機床上加工,否則極易超差.如果上下刀軸、刀盤和偏心套等關鍵零件尺寸或形位公差出現超差,將直接影響裝配后刀盤旋轉精度,無法裝配出滿足設計要求的設備.
軸向竄動直接影響側隙值的大小,導致圓盤剪系統剪切不穩定.單個刀軸裝配時,調整承受軸向載荷的軸承中度預緊,將軸承游隙控制到位以防止刀軸竄動.用千分表對軸向竄動進行檢測,承受50~60 kg軸向力后,刀軸軸向竄動變化應在0.005~0.010 mm內.
4 維護與保養
正確維護是保證圓盤剪發揮其生產能力的必要前提.圓盤剪使用一段時間后,要定期進行維護與保養,及時更換損壞的圓盤刀片,定期檢查各刀軸的穩定性、側隙與重疊量的變化以及軸承及各處潤滑點的潤滑情況,對其進行標定、記錄并及時調整.
使用過程中,操作者應根據生產實際優化出口帶材的控制速度,盡量使帶材運行平穩,避免在生產線上頻繁加、減速,并適當縮短加、減速時間.
5 總 結
介紹了圓盤剪從設計、制造到使用中對圓盤剪精度影響的主要注意事項.在保證圓盤刀精度、合理的側隙、合理的重疊量、刀軸精度以及裝配精度的情況下,圓盤剪生產過程中能夠獲得高質量的剪切帶材,通過合理的維護使用方法能夠提高成品率和生產效率.
[1]劉啟森.板帶車間機械設備設計[M].北京:冶金工業出版社,1984.
[2]程傳奇.圓盤剪在帶材生產設備中的設計和應用[J].有色金屬加工,2010,39(2):51-53.
TheFactorAnalysisofCuttingStripQualityAboutCircleShear
XIAOLei,GUOKun-long
(ChinanonferrousmetalsprocessingtechnologyCo.,Ltd.,Luoyang471003,China)
This paper introduces the key technique points and main technical parameters which influence the precision about circle shear in the design、manufacture and use: cutter, backlash, overlap, these key points in the design, manufacture are analyzed and discussed accord the author's experience about circle shear for sever years. Through reasonable methods in the design, manufacture and use, the circle shears could make high quality and stability strip. This paper has a positive reference value related to the designer, manufacturer and user.
circle shear; strip; cutting; backlash; overlap; precision
1005-2046(2014)01-0030-03
2013-11-21
肖磊(1986-),男,助理工程師,主要從事質量管理工作.E-mail:xiaolei52613@163.com.
TG333.2+1
B