BP神經網絡與GA算法相結合的空調風葉翹曲均勻性優化
2014-09-11 02:05:12黃立東周小蓉
中國塑料 2014年7期
黃立東,周小蓉
(湖南機電職業技術學院機械工程系,湖南 長沙410151)
0 前言
空調中的風葉作為送風的主要裝置,其性能的好壞直接關系到空調工作狀況的好壞。風葉注塑時,由于各個葉片受到的壓力可能不同,將使得各個葉片產生的翹曲不一致,這將直接決定著風葉葉片的品質,因此必須確保3個葉片翹曲的平衡性。
關于注塑產品的翹曲優化問題,許多學者都做過相關研究,Fei等[1]利用BP神經網絡對產品進行了翹曲預測及優化;Gao等[2]利用Kriging代理模型減少了產品翹曲量;Erzurumlu等[3]采用正交實驗、信噪比率和遺傳算法得出了最小翹曲和縮痕指數的優化組合;Hakimian等[4]利用正交實驗研究了微齒輪的翹曲和收縮性質;Deng等[5]利用MIPS方法及GA算法對產品翹曲量進行了優化。不過以上研究大多集中于對產品翹曲量最值的優化,而對于注塑產品而言,翹曲的整體均勻性甚至比翹曲量最值更重要,因此,簡單的以翹曲量的最大值來衡量最終產品翹曲的好壞,具有一定的局限性。對于本文提出的空調風葉件,3個葉片的翹曲均勻性就對最終產品品質起著決定性作用。本文研究的空調風葉計算機輔助工程(CAE)模型如圖1所示,未注塑時,其3個葉片葉尖處A、B、C 3點的坐標如圖1所示。注塑后,由于空調風葉件發生翹曲變形,A、B、C 3點原本一致的Z軸坐標很難再保持一致,這說明了空3個葉片的翹曲并不均勻對稱,而對于實際生產的空調風葉件,其葉尖處A、B、C 3點處的Z軸坐標必須處于一定的范圍才能滿足實際要求。因此,本文提出采用3個葉片葉尖A、B、C 3點Z軸坐標差值的最大值來衡量3個葉片的翹曲均勻性,并以工藝參數模具溫度、熔體溫度、注射時間、保壓時間、保壓壓力為設計變量,A、B、C 3點Z軸坐標差值的最大值為目標變量,采用BP神經網絡構建設計變量與目標變量之間的數學關系模型,并利用GA算法對數學模型進行全局最優求解,以提高產品最終的翹曲均勻性。
1 CAE模型建立

圖1 有限元模型Fig.1 CAE Model
結合實際生產在Moldflow軟件中構建如圖1所示的有限元模型,其中網格為雙面網格,其中網格匹配率為90.8%,通過非牛頓流動非等溫條件下的廣義Hele-shaw[6]流動控制方程控制熔融聚合物的充填。分析類型采用填充+保壓+翹曲,材料為丙烯腈-苯乙烯共聚物(AS)+20%玻璃纖維,工藝參數設置采取默認。得到填充時間為1.692 s,澆口凍結時間為11.59 s,速度/壓力(V/P)轉換時壓力為55.62 MPa,如圖2所示。根據經驗,保壓壓力一般為V/P轉換壓力的60%~120%,保壓時間為不能大于澆口凍結時間減去注射時間,因此保壓壓力為33~67 MPa左右,保壓時間不能大于9.9 s。
根據CAE默認分析,得到注射位置處的注射壓力變化如圖3所示,由圖3可以看出,注射位置處的最大壓力為55 MPa左右,注射位置處的壓力隨時間呈均勻變化趨勢,這說明了在填充過程中整個產品上的壓力梯度是均勻的,說明了充填平衡及充填效果良好。

圖2 默認工藝參數CAE模擬結果Fig.2 CAE analysisresults under the default parameters
2 田口實驗設計及CAE模擬
選取四水平五因素進行田口實驗設計,表頭選用L16(45),根據材料屬性,模具溫度范圍為40~80℃,熔體溫度范圍為200~270℃,結合CAE默認分析得到的注射時間、保壓壓力及保壓時間范圍,確定各因素及水平的設置如表1所示。
根據田口實驗設計方案進行CAE模擬,得到正交矩陣及模擬結果如表2所示。
3 BP神經網絡構建
BP神經網絡具有強大的時變性、非線性逼近能力,大量文獻[7-11]都有過關于BP神經網絡的介紹,筆者在此就不再介紹。筆者在表2中隨機選取11組數據對神經網絡進行訓練,用剩余的5組數據進行驗證。采用mapminmax函數對數據進行歸一化處理,訓練后的網絡結構為5-16-1,隱含層采用logsig傳遞函數,輸出層為purelin線性函數,采用traingd函數進行訓練。得到訓練均方差隨著迭代的變化如圖4、5所示。從圖4可以看出,經過2965次迭代后,誤差減小到0.00001,迭代結束,BP神經網絡構建完成。圖4為構建的BP神經網絡預測值與CAE模擬值對比圖,可以看出,構建的BP神經網絡預測值與實際值達到了很好的吻合。這說明構建的BP網絡能夠很好的反映目標函數與設計變量的之間的函數關系。

圖3 注射位置處壓力Fig.3 Pressure atinjection location

表1 因素與水平設置Tab.1 Factors and level set

表2 實驗正交矩陣及模擬結果Tab.2 Experiments of orthogonal matrix and simulationresults

圖4 訓練誤差Fig.4 Trainning error

圖5 BP神經網絡預測誤差Fig.5 BP network prediction error
4 遺傳算法工藝尋優
遺傳算法是模擬自然界遺傳機制和生物進化論而成的一種并行隨機搜索最優化方法,大量文獻[12-16]對遺傳算法都有過介紹。筆者基于上述構建的BP網絡模型,采用實數編碼遺傳算法求解上述約束非線性最小值問題。種群大小為20,交叉概率為0.4,變異概率為0.2,經過100次迭代得到目標函數最優值為0.0445,小于所有訓練和測試樣本的值。遺傳算法優化進程如圖6所示,當經過50次迭代左右,適應度就達到最優值0.0445。得到最優工藝參數組合為:模具溫度45℃、熔體溫度205℃、注射時間1.8 s、保壓時間6 s、保壓壓力50 MPa。
5 結果驗證
根據得到的優化工藝參數,得到優化前后空調風葉整體翹曲情況對比如圖7所示。其中圖(a)表示優化前的風葉整體翹曲情況,Z軸的最大翹曲量為0.746 mm,圖7(b)為優化后的整體翹曲情況,Z軸的最大翹曲量為0.396 mm。通過對比可以看出,優化后的風葉不僅最大翹曲量由0.746 mm降為了0.396 mm,而且風葉的整體翹曲也更加均勻。
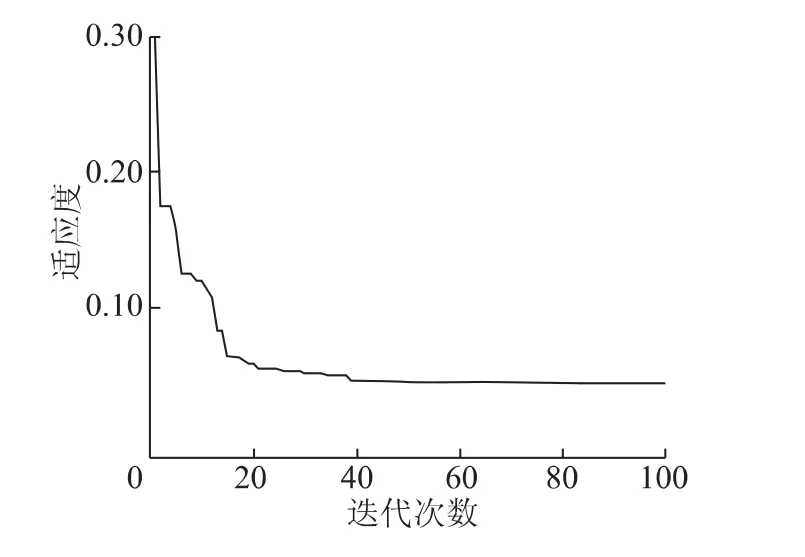
圖6 適應度曲線Fig.6 Fitness curve

圖7 優化前后風葉翹曲對比Fig.7 Blade warp contrast before and after optimization

圖8 實際生產驗證Fig.8 Actual production verification
根據優化后的工藝參數進行實際生產驗證,得到實際生產的空調風葉如圖8所示,其中圖(a)為生產的空調風葉件產品,圖(b)為機械手自動取件的空調風葉件注塑生產,圖8(c)為生產的風葉件3個葉片尖部A、B、C 3點處的Z軸測量檢測,經抽樣檢測,實際生產的空調風葉件滿足公司內部標準,并且3個葉片的翹曲均勻。這實際驗證了BP神經網絡與遺傳算法相結合優化工藝參數解決產品翹曲均勻性的可行性。
6 結論
(1)以打點風葉葉片尖部Z軸坐標最大差值來衡量風葉各葉片的翹曲均勻性是可行的;
(2)通過BP神經網絡與遺傳算法相結合的方法能很好的進行工藝參數優化以改善風葉的翹曲均勻性。
[1]Fei Yin,Huajia Mao.Back Propagation Neural Network Modeling for Warpage Prediction and Optimization of Plastic Products Duringinjection Molding[J].Materials and Design,2011,32:1844-1850.
[2]Yuehua Gao,Xicheng Wang.Surrogate-based Process Optimizing forreducing Warpageininjection Molding[J].Journal of Materials Processing Technology,2009,209:1302-1309.
[3]Erzurumlua T,B Ozcelik.Minimization of Warpage and Sinkindexininjection-molded Thermoplastic Parts Using Taguchi Optimization Method[J].Materials and Design,2006,27:853-861.
[4]Hakimian E,A B Sulong.Analysis of Warpage and Shrinkage Properties ofinjection-molded Micro Gears Polymer Composites Using Numerical Simulations Assisted by the Taguchi Method[J].Materials and Design,2012,42:62-71.
[5]Yimin Deng,Yong Zhang.A Hybr id of Mode-pursuing Sampling Method and Genetic Algorithm for Minimization ofinjection Molding Warpage[J].Materials and Design,2010,31:2118-2123.
[6]Kim S W,L S Turng.Developments of Three-dimensional Computer-a ided Engineering Simulation forinjection Moulding[J].Modelling and Simulationin Materials and Engineering,2004,12:151-173.
[7]Sadeghi B H M.A BP-neural predictor model for Plasticinjection Molding Process[J].Journal of Materials Processing Technology,2000,103(3):411-416.
[8]Chow T T,G Q Zhang,Z Lin,et al.Global Optimization of Absorption Chiller System by Genetic Algorithm and Neural Network[J].Energy Build,2002,34(1):103-109.
[9]Cheng J,Li Q S A hybr id Artificial Neural Network Method with Uniform Design for Structural Opitimization[J].Comput.Mech,2009,44(1):61-71.
[10]Ozcelik B,T Erzurumlu.Comparison of the Warpage Optimizationin the Plasticinjection Molding Using ANOVA,Neural Network Model and Genetic Algorithm[J].Journal of Materials Processing Technology,2006,171(3):437-445.
[11]史 峰,王小川.Matlab神經網絡30個案例分析[M].北京:北京航空航天大學出版社,2010:1-45.
[12]Cook D F,C Tragsdale.Combining a neural Network with a Genetic Algorithm for Process Parameter Optimization[J].Engineering Applications of Artificialintelligence,2000,13(4):391-39.
[13]Zhou J,A.Kramschuster.Single and Multiobjective Optimization forinjection Molding Using Numerical Simulation with Surrogate Models and Genetic Algorithm[J].International Polymer Processing,2006,21(5):509-520.
[14]Kurtaran H,T Erzurumlu.Efficient Warpage Optimization of Thin Shell Plastic Parts Usingresponse Surface Methodology and Genetic Algorithm[J].International Journal of Advanced Manufaturing Technology,2006,27(5/6):468-472.
[15]Shen Changyu,Wang Lixia,Li Qian.Optimization ofinjection Molding Process Parameters Using Combination of Artificial Neural Network and Genetic Algorithm Method[J].Journal of Materials Processing Technology,2007,183:412-418.
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
