微波組件殼體激光焊接技術的研究
2014-09-08 10:17:35朱瑋濤張海兵吳蘇興鄺小樂
雷達與對抗 2014年1期
關鍵詞:焊縫
朱瑋濤,張海兵,吳蘇興,鄺小樂
(中國船舶重工集團公司第七二四研究所,南京211153)
微波組件殼體激光焊接技術的研究
朱瑋濤,張海兵,吳蘇興,鄺小樂
(中國船舶重工集團公司第七二四研究所,南京211153)
結合微波T/R組件更小、更輕、更可靠的發展方向,對微波組件殼體材質、氣密性焊接技術進行了分析,重點討論了激光焊接密封的關鍵技術,并通過鋁合金殼體的激光焊接試驗對影響鋁合金焊接質量的因素進行了研究。
微波組件;鋁合金;激光焊接
0 引 言
隨著有源相控陣技術在航海、航天等領域的廣泛運用和飛速發展,其成千上萬個微波T/R組件質量的一致性和可靠性是保證電子設備性能的關鍵。由于空間運轉等特殊環境的需要,相控陣雷達對微波組件提出了體積小、重量輕的發展方向。因此,采用裸芯片的微波組件因其在體積及重量方面的優勢已成為目前微波組件發展的主要方向,并逐漸取代傳統的模塊式T/R組件產品,而這些組件產品大都具有氣密性封裝的要求。本文主要從微波組件的殼體、氣密性焊接技術以及激光焊接密封的關鍵技術等方面進行研究,并通過焊接試驗對工藝參數及失效機理進行了分析。
1 微波組件殼體
隨著組件微小型化的發展趨勢,多種裸芯片正廣泛應用于微波組件中。而為了確保裸芯片與外界環境隔絕,避免外界有害氣體及雜物的侵襲,限制封裝腔體內的水汽含量,并對自由粒子實現有效的控制等,必須采用堅固、耐腐、易密封、可靠性較高的殼體對微波器件進行氣密性封裝[1]。
常用的微波組件的殼體材質有:銅、鋁合金和可伐(Kovar)等材料。如表1所示為常用殼體材料的物理特性。銅材質由于密度大、導熱性能較高,常被應用于散熱要求較高、重量要求不大的模塊封裝殼體。可伐合金材質(4J29)含Ni29%、Co17%的硬玻璃鐵基合金,在較寬的溫度范圍內(-80 ℃~450 ℃)內具有與硬玻璃相近的線膨脹系數,可良好的封接匹配,該合金的氧化膜致密,容易實現焊接和熔接,并具有良好的可塑性和切削加工性能;作為電子封裝行業中最常用的金屬外殼材料,被廣泛地應用于相控陣雷達T/R組件、放大器、微波組件、電子管、晶體管和集成電路中做引線和結構材料[2]。相比于鋁合金其焊接性能更好,但密度較大,散熱性較差,在一些特殊環境下使用受到一定的限制。
鋁合金材因具有質量輕、導熱性能好、比強度高、耐腐蝕性能優、無磁性、成形性好以及低溫性能好等諸多優點,被廣泛應用于各種焊接結構產品中。常用于制作微波組件殼體的主要有4系和6系等鋁合金材料。
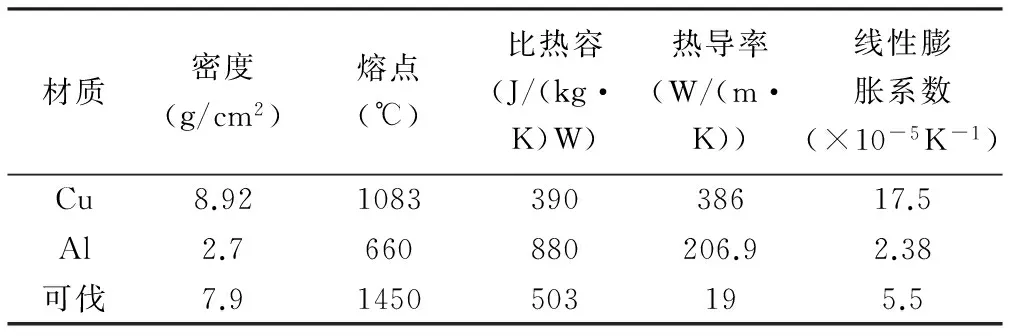
表1 常用殼體材料的物理特性材質密度
另外,為提高封裝材料的可焊性和耐腐蝕性,可在封裝殼體和蓋板表面進行鍍鎳、鍍鎳金和鍍錫鉍化學處理,而應用較多的主要是在殼體表面進行化學鍍鎳金。在航海等環境惡劣的領域對氣密性要求更高,可在殼體氣密封蓋后再涂覆三防漆,以具備抗酸堿鹽等特殊環境的要求。
2 氣密性焊接技術
氣密性封裝主要是為了避免殼體內的裸芯片、互聯引線及集成電路等與外部空氣接觸,以減少空氣中的水汽、雜質和各種化學氣氛對芯片的污染和腐蝕。目前,常見的密封方式有環氧粘接密封、焊料焊接密封、平行縫焊密封和激光焊接密封。
2.1 環氧粘接密封
環氧粘接密封方式是最為普遍的密封方法,通過使用環氧膠將盒體和蓋板粘接在一起,經過高溫固化的方式達到盒體的密封效果。該方法操作方便, 但容易返工, 且無法保證盒體內部水汽含量和長期氣密性。
2.2 焊料焊接密封
焊料焊接是一種常用的密封方法,具有工作速度快、成品率高、重復性好和應用范圍廣等優點。通常采用SnPb、InAg和BiSn等錫焊焊料進行密封。而對于氣密性要求更高的產品,多采用共晶金錫合金焊料進行焊接。例如,Au80Sn20合金具有良好的浸潤性,而且對鍍金層的浸蝕程度很低,同時也沒有銀的遷徙現象,還具有高耐腐蝕性、高抗蠕變性和良好的導熱和導電性[3]。因此,Au80Sn20焊料被廣泛用于大功率電子器件的芯片焊接和高可靠電路的氣密性封裝,但焊料焊接密封對操作人員、殼體設計要求較高,稍有不當,就容易產生多余物。
2.3 平行縫焊密封
平行縫焊是采用平行相向運動的兩個電極與殼體管帽點接觸。因電流通過接觸點時的電阻很大,根據電流通過時使導體發熱的原理,在電極與殼體管帽相接觸的地方產生很高的熱量,達到可伐材料熔化的溫度,使被焊接的材料熔化,從而完成焊接。其優勢在于局部加熱對芯片熱沖擊小且當生產批量較大時使用平行縫焊工藝技術成熟、生產效率高、成品率最高,但其對殼體結構有一定要求,蓋板必須位于底座上,而且邊緣基本與底座邊緣齊平,只能應用于高電阻材料的矩形或者圓形等規則形狀的氣密封裝。
2.4 激光焊接密封
激光氣密性焊接技術是激光技術近年來發展起來的新型應用,其原理是將高強度激光束直接輻射至材料表面,通過激光與材料的相互作用,使材料局部熔化實現焊接。激光封焊密封技術針對組件產品使用鋁合金等輕量化的材料及異形結構的外形要求,具有焊縫窄、非接觸、清潔無污染、美觀、可靠性高;功率密度高、作用時間短、熱影響區小,可耐真空冷熱浸和真空冷焊實驗;熔深較深,承載能力強;水氧含量可控;氣密性封裝效果優良,重復性好等諸多優點[4]。因此,非常適合對微波組件進行密封。
下面重點對激光氣密性焊接技術進行討論。
3 激光焊接密封關鍵技術
3.1 激光焊接技術分類
根據激光對工件的作用方式,激光焊可分為脈沖激光焊和連續激光焊。按實際作用在工件上的功率密度的高低,激光焊接分為熱傳導焊和深熔焊兩種形式。熱傳導焊的激光功率密度為105W/cm2~106W/cm2,其主要特點是激光光斑的功率密度小、光的吸收率較低、焊接熔深淺且速度慢,主要用于薄(厚度<2.54 mm)小焊件的焊接加工;深熔焊采用的功率密度為106~107W/cm2。這兩種激光焊接方式與功率密度、作用時間、材料性質和焊接方式等因素有關。當激光功率密度較低、作用時間較長而焊件較薄時,通常是以熱傳導焊機理為主進行焊接的,反之則是以深溶焊機理為主進行焊接[5]。
3.2 激光焊接的主要工藝參數
脈沖激光焊有5個主要焊接參數:脈沖能量、脈沖寬度、脈沖形狀、功率密度和離焦量。
(1) 脈沖能量
脈沖能量決定了加熱能量大小,主要影響金屬的熔化量。它主要取決于材料的熱物理性能,特別是熱導率和熔點,導熱性好、熔點低的金屬易獲得較大的熔深。
(2) 脈沖寬度
脈沖寬度主要影響熔深,進而影響接頭強度。脈沖能量一定時,不同的材料均存在一個最佳脈沖寬度,此時焊接熔深最大。脈沖加寬,熔深逐漸增加,當脈沖寬度超過某一臨界值時熔深反而下降。
(3) 脈沖形狀
材料的反射率隨工件表面溫度的變化而變化,而脈沖形狀對材料的反射率有間接影響。對于低重復頻率焊接可采用帶前置尖峰的激光脈沖波形,前置尖峰有利于對工件的迅速加熱,以改善材料的吸收性能,提高能量的利用率。對于高重復頻率的焊接可采用光強基本不變的平頂波,而對于易產生熱裂紋和冷裂紋的材料采用三階段激光脈沖,使工件經歷預熱——熔化——保溫的變化過程。
(4) 功率密度
在脈沖激光焊中,為避免焊點金屬的過量蒸發與燒穿,應合理地控制輸入到焊點的功率密度。功率密度:
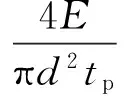
式中,E為激光能量;d為光斑直徑;tp為脈沖密度。因此,對功率密度的調節可通過改變脈沖能量、光斑直徑、脈沖寬度以及激光模式等實現。
(5) 離焦量
離焦量F(也稱為入焦量)是指焊接時焊件表面離聚焦激光束最小斑點的距離。激光束通過透鏡聚焦后,有一個最小光斑直徑,如果焊件表面與之重合,則F=0;如果焊件表面在它下面,則F>0,稱為正離焦量;反之則F<0,稱為負離焦量。通常,要增大熔深時可采用負離焦,而對于焊接薄材料時則宜采用正離焦。
3.3 影響激光焊接質量的主要因素
(1) 工藝參數影響
激光功率是決定焊縫熔深的主要因素。峰值功率較小時,提供的焊接熱量不足,蓋板和殼體不能相互熔合形成密封接頭,易出現焊縫未熔合現象;峰值功率較大時,易引起焊縫熔池金屬大量蒸發汽化,強大的蒸汽壓力造成熔池金屬飛濺,易將殼體部分的鋁合金焊塌。
脈沖寬度決定加熱時間,影響熔深和熱影響區。脈寬越寬,熔深越大,而其熱影響區域就會越大。焊接薄板時,不宜使用太大的脈寬,否則可能導致蓋板變形較大而不能與殼體焊接在一起,增加熱應力。為了增加熔深,可適度增加脈寬。
脈沖重復頻率影響焊縫的成型。脈沖重復頻率增加,兩相鄰焊點熔池間的間距減小,相互重疊區域變大,有利于內部裂紋的消除及晶粒的細化,使焊縫質量提高。脈沖頻率選擇應與焊接速度相匹配,以提高焊接接頭的致密性;為保證激光焊接的密封性,焊點重疊率需達到70%以上。
(2) 其他影響因素
焊接工裝夾具是試驗件裝配定位和獲得良好焊縫的重要保證。由于焊接的軌跡為封閉環型,為避免焊接時的應力集中導致蓋板的翹曲,需設計合理的夾具固定工件,確保殼體與蓋板裝配的平整度,同時也可有效避免和減少影響激光束焦點位置穩定性的因素。
密閉的焊接環境是保障獲得較佳效果的必要條件。焊接過程中,采用氣體保護有如下作用:(1)保護光學器件不被污染,(2)保護工件表面不被氧化,(3)驅除等離子體。
鋁合金盒體的自身缺陷也是影響焊接質量的重要因素,如:(1)鋁合金對激光束的初始反射率高及自身的高導熱性,使鋁合金在未熔化前對激光的吸收率低;(2)鋁的電離能低,焊接過程中光致等離子體易于過熱和擴散,使得焊接穩定性差;(3)焊接過程中易產生氣孔和熱裂紋;(4)合金元素在焊接過程中的燒損可導致焊接處力學性能下降。
4 鋁合金殼體激光焊接試驗
4.1 試驗準備
盒體與蓋板材料分別采用牌號為6061和4A11鋁合金,表面進行本色導電氧化處理,蓋板與盒體采用緊配合。盒體樣品及尺寸(單位:mm)如圖1所示。試驗設備選用300W激光器,在氮氣循環的手套箱環境中進行焊接試驗。
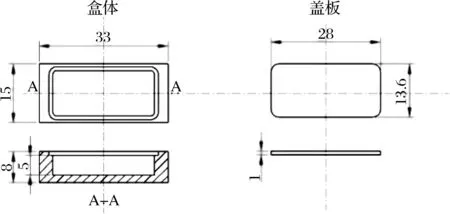
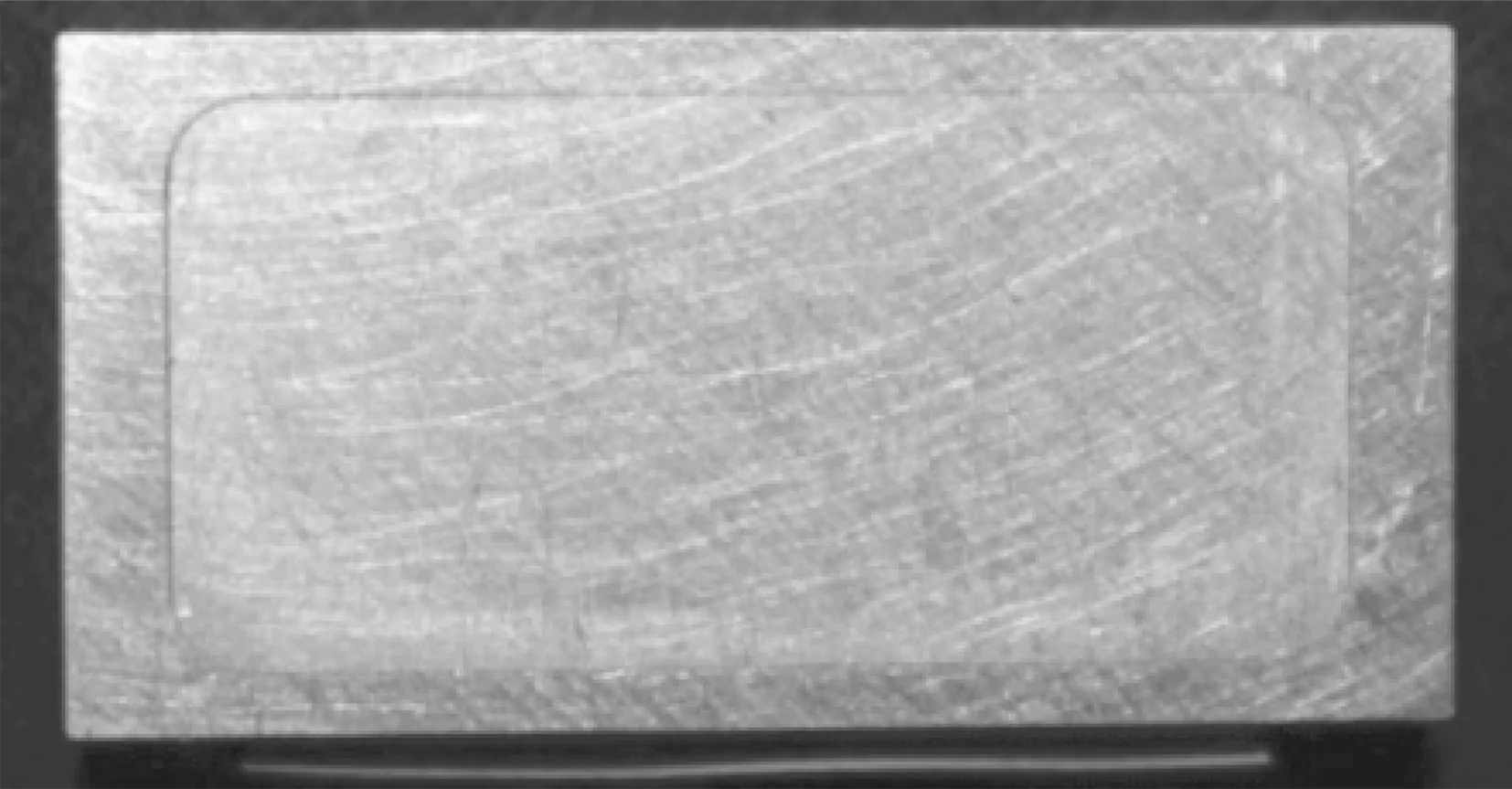
圖1 激光焊接盒體尺寸及盒體樣品
4.2 脈沖焊與連續波激光焊接
采用同樣的鋁合金盒體,分別用脈沖式激光器和連續波激光器進行焊接,焊接效果如圖2、3所示。采用脈沖式焊接的焊斑紋理清晰,而采用連續波焊接的焊斑密集,由于焊接速度快于脈沖式,其散熱效果也較差,在焊縫邊角處出現有焦灼焊斑現象。
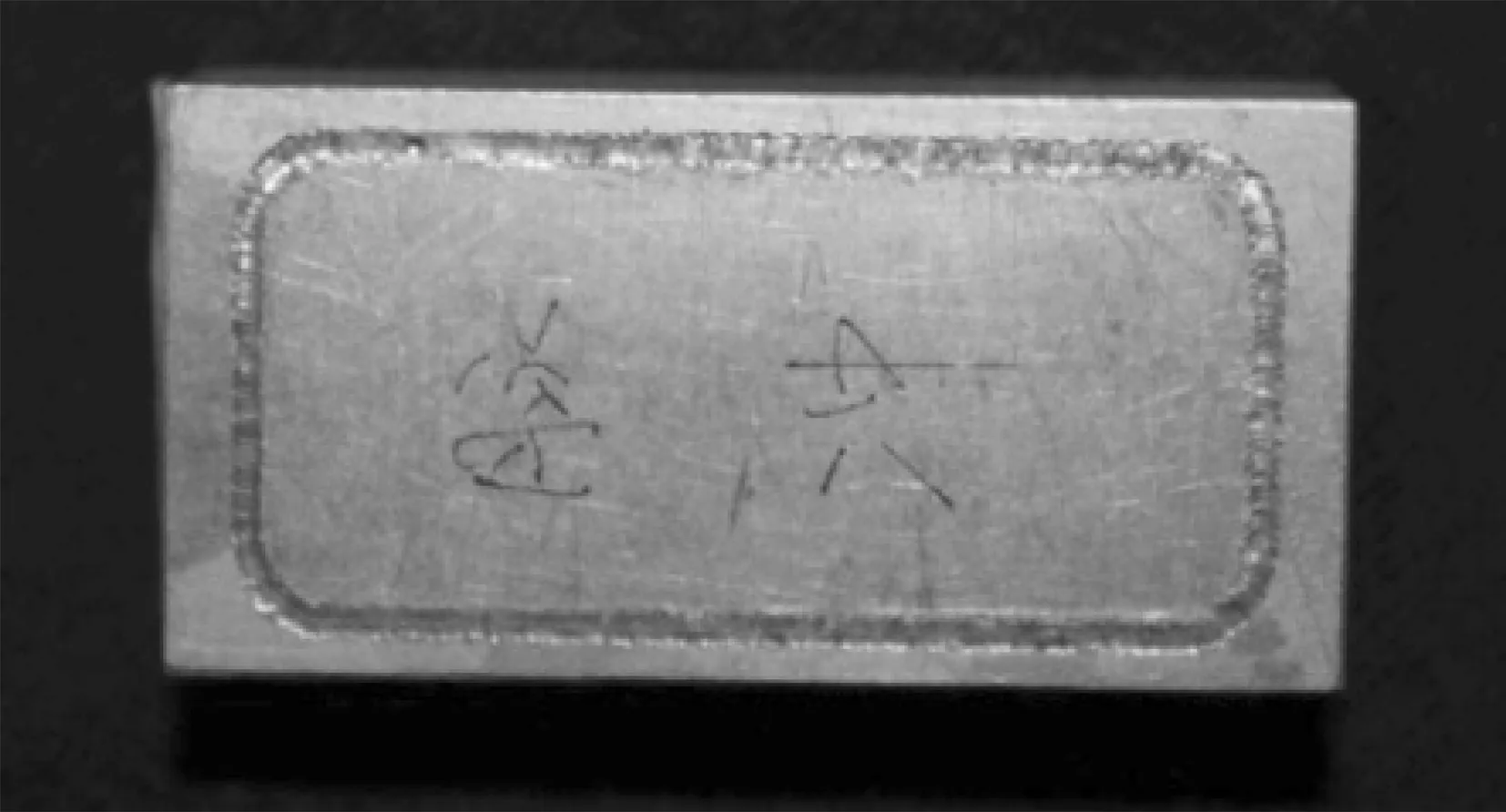
圖2 脈沖激光焊接樣品效果
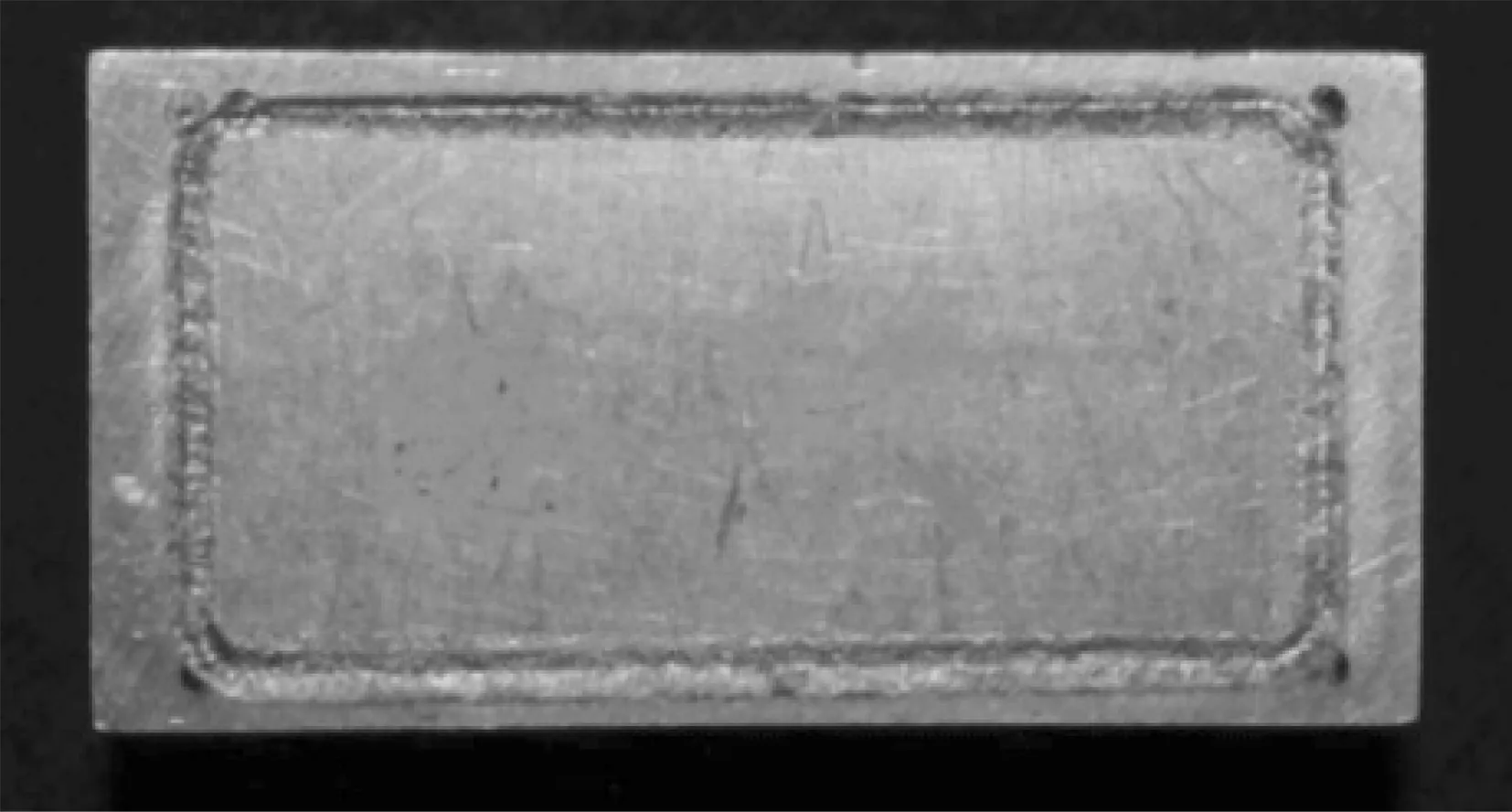
圖3 連續波激光焊接樣品效果
4.3 脈沖激光焊接工藝參數調節對比
在激光焊接過程中,工藝參數是影響焊接效果的直接因素。通常在新品階段必須對焊接樣品進行多次的試驗對比分析,以獲取合適的工藝參數。因此,試驗中選取鋁合金。
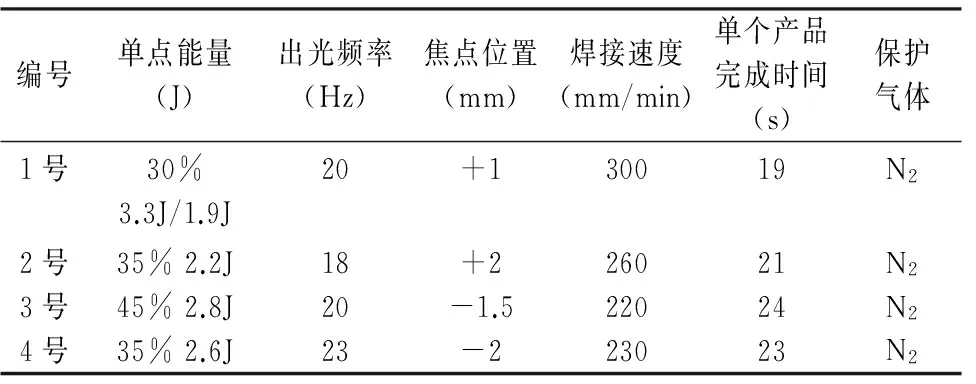
表2 樣品主要工藝參數表
圖4所示為焊接后的效果:1號盒體前半段試焊采用3.3J能量,明顯感覺焊縫過寬;后半段調整為1.9J后焊縫變窄,但有盒體焊接過程中均有微裂紋存在。2號盒體焊接前將焊接表面用砂紙打磨,去除氧化層,并適當調整了工藝參數,焊接的效果較為美觀,無明顯裂紋存在。3號盒體采用了負離焦,加大了能量,降低了速度,以便熔接更透徹,結果焊接過程中有鋁渣飛濺,并伴有黑煙,焊縫效果較差,有氣孔和裂紋產生。4號樣品在3號基礎上降低了能量增加了出光頻率,但焊縫效果一般,焊接后仍有裂紋出現。
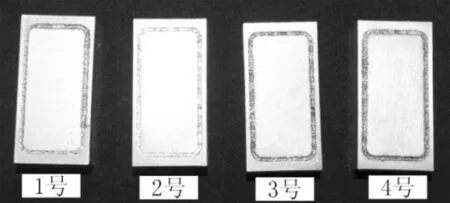
圖4 不同工藝參數下脈沖激光焊接的效果
4.4 失效分析
在激光焊接試驗過程中出現的主要失效形式有氣孔凹陷、裂紋、熔邊等,如圖5所示。
氣孔凹陷是常見的鋁合金激光焊接缺陷,產生的主要原因為焊接區表面污染物,如殘余的油脂和助焊劑在縫焊的過程中產生的影響。另外,保護氣體中氫氣的填充或熔化的金屬來不及填充凹陷,亦能導致空洞。改善的方法主要是在焊接前對焊接表面進行清理,以及在真空環境中進行焊接。焊接裂紋主要是熱裂紋,6系鋁合金裂紋敏感性大,結晶裂紋是焊縫金屬結晶時在柱狀晶邊界形成Al- Si、Mg-Si、Al-Mg2Si 等低熔點共晶導致[6],可通過采用填絲或預置合金粉末等方法進行激光焊接。另外,調節脈沖波形、控制熱輸入也可減小結晶裂紋。熔邊現象的產生主要是由于工藝參數調節不當所致,可通過減小輸出能量、選用合適的焦點位置和出光頻率來得到改善。

(a) 裂紋 (b) 熔邊 (c) 熔邊切面分析
5 結束語
微波T/R組件的輕、小、高可靠的要求,對組件的殼體和氣密性焊接工藝帶了一定的挑戰。殼體多采用鋁合金材質以達到質量輕、導熱性能好的效果;采用激光焊接技術可實現高可靠的氣密性封裝需求。在激光焊接過程中,工藝參數是影響焊接質量的關鍵因素。另外,鋁合金殼體材質因自身缺陷等對激光焊接質量具有一定的影響。因此,在激光焊接時如何克服鋁合金材質的缺陷,調整適當的工藝參數是保證焊接質量的關鍵。
[1] 解啟林,朱啟政. MCM組件盒體與蓋板氣密封裝倒置釬焊工藝方法[J]. 電子工藝技術,2007,28(4):211-213.
[2] 劉靜,李豐. 金屬外殼封接中的可伐合金退火[J]. 半導體光電,2005,26(2):121-123.
[3] 周濤, 湯姆.鮑勃, 馬丁.奧德等. 金錫焊料及其在電子器件封裝領域中的應用[J]. 電子與封裝, 2005,5(8):5-8.
[4] 雷黨剛. 可伐合金外殼激光封焊的裂紋原因分析[J]. 電子工藝技術,2012,31(1):45-49.
[5] 韓學斌,姜幼卿. 微電子工業中脈沖激光焊接技術及其應用 [J]. 焊接技術,2002,31(8):3-5.
[6] Akira Matsunawa, Jong-Do Kim. Reduction of porosity and hot cracking by pulse shaping in laser spot welding of aluminum alloys [C]. IIW Do c IV-681- 97.
Research on laser welding technology for microwave modules
ZHU Wei-tao, ZHANG Hai-bin, WU Su-xing, KUANG Xiao-le
(No. 724 Research Institute of CSIC, Nanjing 211153)
The materials of microwave modules and the hermetical welding technology are analyzed in combination with the development requirements of smaller, lighter and more reliable microwave T/R modules, with an emphasis on the key technologies of laser sealed welding. In addition, the factors that influence the welding quality of the aluminum alloys are studied through the laser welding test of the aluminum alloys.
microwave module; aluminum alloy; laser welding
2013-12-23;
2014-01-13
朱瑋濤(1986-),男,助理工程師,碩士,研究方向:微組裝工藝技術;張海兵(1977-),男,高級工程師,研究方向:微波電路及雷達總體技術;吳蘇興(1982-),男,工程師,研究方向:微波電路設計與封裝工藝技術;鄺小樂(1986-),男,助理工程師,碩士,研究方向:微組裝工藝技術的研究。
TG456.7
A
1009-0401(2014)01-0053-05
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07