電解多功能天車更換陽(yáng)極自動(dòng)控制系統(tǒng)
2014-09-03 10:54:11劉成
有色設(shè)備 2014年3期
關(guān)鍵詞:系統(tǒng)
劉 成
(中國(guó)有色(沈陽(yáng))冶金機(jī)械有限公司 經(jīng)營(yíng)銷售部,遼寧 沈陽(yáng) 110141)
電解多功能天車更換陽(yáng)極自動(dòng)控制系統(tǒng)
劉 成
(中國(guó)有色(沈陽(yáng))冶金機(jī)械有限公司 經(jīng)營(yíng)銷售部,遼寧 沈陽(yáng) 110141)
電解槽換極自動(dòng)測(cè)控系統(tǒng)是專為鋁電解多功能天車新舊陽(yáng)極替換過程中,為保證新舊陽(yáng)極同水平度而研制開發(fā)的新一代自動(dòng)測(cè)控與管理系統(tǒng)。該系統(tǒng)采用全自動(dòng)化操作、便攜式基準(zhǔn)小車,對(duì)提高換極速度、減輕工人勞動(dòng)強(qiáng)度、提高安全性方面都取得了突破,是目前國(guó)內(nèi)先進(jìn)換極測(cè)高定位系統(tǒng)。
電解多功能天車;更換陽(yáng)極;自動(dòng)測(cè)控;陽(yáng)極測(cè)高
0 引言
目前國(guó)內(nèi)多數(shù)鋁廠對(duì)于鋁電解陽(yáng)極更換主要是人工操作,所帶來的問題是人工勞動(dòng)強(qiáng)度大、操作誤差大、生產(chǎn)效率底及安全性差等問題。
隨著電解鋁工藝技術(shù)的不斷發(fā)展,對(duì)電解鋁裝備提升的要求也越來越高。國(guó)內(nèi)外企業(yè)一直致力于電解多功能天車更換陽(yáng)極自動(dòng)測(cè)控系統(tǒng)的開發(fā)、研究工作。在軟件方面已逐步趨于完善,而在硬件方面,由于操作困難、可靠性不高等方面原因應(yīng)用一直受限。本系統(tǒng)是借鑒國(guó)外產(chǎn)品技術(shù)的基礎(chǔ)上并結(jié)合國(guó)內(nèi)電解鋁生產(chǎn)實(shí)際研制開發(fā)的新型陽(yáng)極更換自動(dòng)控制系統(tǒng)。通過國(guó)內(nèi)幾家鋁廠的應(yīng)用效果很好并得到了用戶的認(rèn)可。該系統(tǒng)安裝便捷,自動(dòng)化程度高,控制精度滿足實(shí)際使用要求。是目前國(guó)內(nèi)最先進(jìn)的更換陽(yáng)極自動(dòng)測(cè)控系統(tǒng)。
1 GS-YJCK-S-III更換陽(yáng)極自動(dòng)測(cè)控系統(tǒng)
1.1 系統(tǒng)及主要技術(shù)指標(biāo)
1.1.1 系統(tǒng)概述
GS-YJCK-S-III型電解槽換極自動(dòng)測(cè)控系統(tǒng)是專為鋁電解新舊陽(yáng)極替換過程中,為保證新舊陽(yáng)極同水平度而研制開發(fā)的新一代自動(dòng)測(cè)控與管理系統(tǒng)。本系統(tǒng)采用全新的技術(shù)路線,自動(dòng)化程度高、操作便捷。整個(gè)系統(tǒng)完全按照工業(yè)級(jí)標(biāo)準(zhǔn)設(shè)計(jì)生產(chǎn),能夠適應(yīng)電解鋁生產(chǎn)的惡劣環(huán)境,在高溫、高粉塵、強(qiáng)磁場(chǎng)環(huán)境中能長(zhǎng)期穩(wěn)定工作。
與市場(chǎng)上同類產(chǎn)品相比,本系統(tǒng)配備了更加方便可靠的便攜式移動(dòng)比較基準(zhǔn)、絕對(duì)值高度測(cè)量編碼器,較精確的提高了換極的自動(dòng)化程度。并有效的消除了換極過程中產(chǎn)生的隨機(jī)誤差,使電解生產(chǎn)效率得以提高。從而減輕了操作人員的工作強(qiáng)度,有效地改善了工人的操作環(huán)境,避免人工劃線換極操作帶來的危險(xiǎn)性。同時(shí)系統(tǒng)配備了換極數(shù)據(jù)庫(kù)管理軟件,可按槽、區(qū),任選時(shí)間段匯總各數(shù)據(jù)并生成相應(yīng)報(bào)表,并進(jìn)行對(duì)比和分析,方便監(jiān)測(cè)管理。[2]
1.1.2 GS-YJCK-S-III型換極自動(dòng)測(cè)控主要技術(shù)指標(biāo)
測(cè)量最大行程 2100 mm(可由用戶指定)
顯示分解率 1 mm(可由用戶指定)
新舊陽(yáng)極同水平度 ±4 mm(可由用戶指定)
電源 AC220 V±10%
工作環(huán)境溫度 0~55 ℃
信號(hào)傳輸方式 RS485/RS232/USB/WIFI
網(wǎng)絡(luò)
1.1.3 GS-YJCK-S-III型基準(zhǔn)小車主要技術(shù)指標(biāo)
最大陽(yáng)極測(cè)量寬度 6 m(可根據(jù)現(xiàn)場(chǎng)位置確定)
陽(yáng)極底掌測(cè)量精度 ±1 mm
供電電源 本系統(tǒng)采用電池供電方案,DC-16.8 V10A/H;
工作環(huán)境溫度 0~55℃
工作方式 可移動(dòng)式便攜式基準(zhǔn)小車
外形尺寸 750 mm(L)×400 mm(W)×900 mm(H)
重量 20 kg(整個(gè)基準(zhǔn)小車車含電氣部分)
1.2 工作原理及操作操法
1.2.1 GS-YJCK-S-III型換極自動(dòng)測(cè)控系統(tǒng)構(gòu)成
GS-YJCK-S-III型換極自動(dòng)測(cè)控系統(tǒng)主要由機(jī)械齒輪齒條傳動(dòng)裝置,絕對(duì)值編碼器、電路主控箱、基準(zhǔn)小車、電解槽及陽(yáng)極定位系統(tǒng)、中文屏幕、遙控器、上位機(jī)數(shù)據(jù)分析管理軟件組成。換極自動(dòng)測(cè)控系統(tǒng)構(gòu)成框圖見圖1。
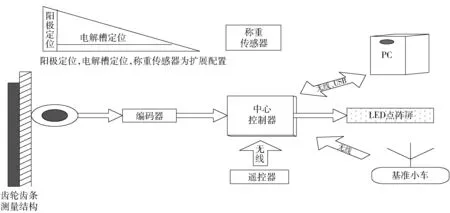
圖1 換極自動(dòng)測(cè)控系統(tǒng)組成圖
1.2.2 GS-YJCK-S-III型換極自動(dòng)測(cè)控系統(tǒng)工作原理
基準(zhǔn)小車由平臺(tái)小車、電控箱、電池、機(jī)械齒輪齒條傳動(dòng)結(jié)構(gòu)、絕對(duì)值編碼器、復(fù)位彈簧、防碰撞、防高溫、防粉塵保護(hù)結(jié)構(gòu)、防陽(yáng)極擺動(dòng)導(dǎo)向結(jié)構(gòu)等組成,其結(jié)構(gòu)見圖2。
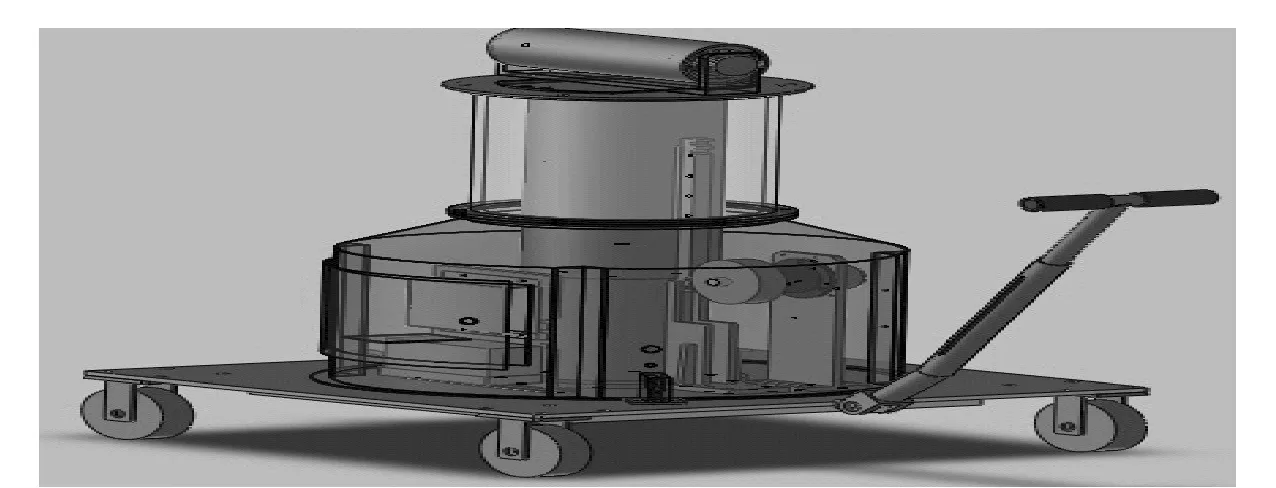
圖2 基準(zhǔn)小車示意圖
基準(zhǔn)小車采用的工作原理是:由機(jī)組上相同的齒輪齒條傳動(dòng)結(jié)構(gòu)帶動(dòng),通過編碼器測(cè)量高度,電控柜通過無線傳輸把基準(zhǔn)小車編碼器的高度實(shí)時(shí)傳輸天車測(cè)高裝置,保證了系統(tǒng)的精度。系統(tǒng)中的復(fù)位彈簧給陽(yáng)極下落提供了緩沖空間,避免了硬接觸,當(dāng)測(cè)量陽(yáng)極工作開始后,天車測(cè)高系統(tǒng)實(shí)時(shí)監(jiān)測(cè)基準(zhǔn)小車編碼器的高度變化,當(dāng)陽(yáng)極壓到基準(zhǔn)小車上設(shè)定的距離時(shí)停止陽(yáng)極下落得到陽(yáng)極的高度。當(dāng)陽(yáng)極提升時(shí)復(fù)位彈簧給測(cè)量結(jié)構(gòu)提供復(fù)位能量。
1.2.3 陽(yáng)極測(cè)高裝置工作過程及操作方法
先將基準(zhǔn)小車放置到方便換極測(cè)量的地方,打開基準(zhǔn)小車電源(注:由于基準(zhǔn)小車采用電池供電,換極間隔時(shí)間較長(zhǎng)情況下可先將小車開關(guān)關(guān)閉以獲得更長(zhǎng)的使用時(shí)間)。
第1步:取殘極高度初值
①按【換極】鍵進(jìn)入換極流程。
②陽(yáng)極卡具小力提升消除機(jī)械間隙。
③按【確定】鍵保存殘極初值a。
注:a.小力提升的目的是為了消除陽(yáng)極卡具和陽(yáng)極導(dǎo)桿孔之間的機(jī)械間隙,配裝稱重測(cè)力傳感器后當(dāng)傳感器數(shù)值達(dá)到設(shè)定值(此時(shí)即消除機(jī)械間隙)在中文屏幕上提示取殘極初值,按確定即可錄得殘極初值;b.編碼器按1和2識(shí)別,系統(tǒng)自動(dòng)換算二者差值。
第2步:測(cè)量殘極高度
①系統(tǒng)完成取殘高度極初值后自動(dòng)切換到測(cè)殘極流程。
②天車操作人員把殘極吊止基準(zhǔn)小車上方,在陽(yáng)極不明顯擺動(dòng)的情況下把一號(hào)極慢速壓在小車測(cè)量圓臺(tái)上。
③在陽(yáng)極停止下落后,按【確定】鍵保存殘極的高度b。
注:只測(cè)單塊殘極即可。同一組換極過程中已進(jìn)行殘極測(cè)量步驟后不得移動(dòng)基準(zhǔn)小車。
第3步:測(cè)新陽(yáng)極高度
①系統(tǒng)完成測(cè)殘極后自動(dòng)切換到測(cè)新極流程。
②天車操作人員把新極吊止基準(zhǔn)小車上方,在陽(yáng)極不明顯擺動(dòng)的情況下慢速壓在小車測(cè)量圓臺(tái)上。
③在陽(yáng)極停止下落后,按【確定】鍵保存新極的高度c。
如果陽(yáng)極是兩個(gè)單陽(yáng)極,還要測(cè)試第二個(gè)新極高度,測(cè)試方法和測(cè)第一個(gè)新極相同。
第4步:測(cè)新陽(yáng)極2高度
①系統(tǒng)完成測(cè)新極后自動(dòng)切換到測(cè)新極2流程。
②天車操作人員把新極2吊止基準(zhǔn)小車上方,在陽(yáng)極不明顯擺動(dòng)的情況下慢速壓在小車測(cè)量圓臺(tái)上。
③在陽(yáng)極停止下落后,按【確定】鍵保存新極2的高度。
第5步:放置新陽(yáng)極
①把新極吊到原殘極上方。
②根據(jù)系統(tǒng)提示按【確定】鍵,系統(tǒng)大屏幕顯示當(dāng)前陽(yáng)極高度,與相同水平度d的誤差。
③慢速下放新極。如果誤差值為負(fù)值,上提陽(yáng)極,如果為正值,下放陽(yáng)極。
當(dāng)誤差置為0時(shí),放到相同水平度。
④按【確定】鍵,結(jié)束新極放置。
簡(jiǎn)單記憶法:【換極】→殘極→消除間隙→【確定】a→基準(zhǔn)小車→↓→【確定】b→新極→基準(zhǔn)小車→↓→【確定】c→d放新極→【確定】
1.3 換極操作過程中注意事項(xiàng)維護(hù)說明及常見系統(tǒng)故障處理
1.3.1 換極操作過程中注意事項(xiàng)
(1)每班換極前把基準(zhǔn)小車移到固定位置鎖住小車輪,打開基準(zhǔn)小車電源開關(guān)。當(dāng)班換完極后關(guān)閉電源開關(guān),打開基準(zhǔn)小車輪移回位鎖住小車輪;
(2)在使用過程中要嚴(yán)格注意對(duì)基準(zhǔn)小車的保護(hù),嚴(yán)禁陽(yáng)極完全落在基準(zhǔn)小車上;
(3)原則上不允許在陽(yáng)極擺動(dòng)的情況下放陽(yáng)極壓小車。
1.3.2 換極自動(dòng)測(cè)控系統(tǒng)調(diào)試及維護(hù)說明
(1)檢查各個(gè)電纜接頭注意是否有松動(dòng)及斷線現(xiàn)象。若出現(xiàn)松動(dòng)、斷線應(yīng)及時(shí)維護(hù);
(2)接通電源時(shí)注意中文屏幕上是否有顯示變化,判斷系統(tǒng)供電是否正常;
(3)及時(shí)檢查基準(zhǔn)小車電池是否缺電,應(yīng)盡快對(duì)基準(zhǔn)小車電池進(jìn)行充電;
(4)檢查基準(zhǔn)小車彈簧復(fù)位結(jié)構(gòu)是否有卡死或者不靈活現(xiàn)象;
(5)觀察中文屏幕時(shí)鐘是否顯示準(zhǔn)確,應(yīng)及時(shí)調(diào)校時(shí)鐘;
(6)定期對(duì)基準(zhǔn)小車編碼器進(jìn)行檢查,保證編碼器工作正常;
(7)定期檢測(cè)極號(hào)識(shí)別及槽號(hào)識(shí)別設(shè)備讀卡器和卡是否正常;
(8)如果沒有以上問題,打開小車電源開關(guān)使用。
1.3.3 常見故障解決辦法
換極自動(dòng)測(cè)控系統(tǒng)在具有強(qiáng)磁場(chǎng)、高熱場(chǎng)、多粉塵等惡劣環(huán)境中使用,長(zhǎng)期使用時(shí)環(huán)境因素對(duì)系統(tǒng)的元器件有一定影響作用,因此,需要定期進(jìn)行維護(hù)和檢修。在該環(huán)境中常見故障及解決辦法見表1。
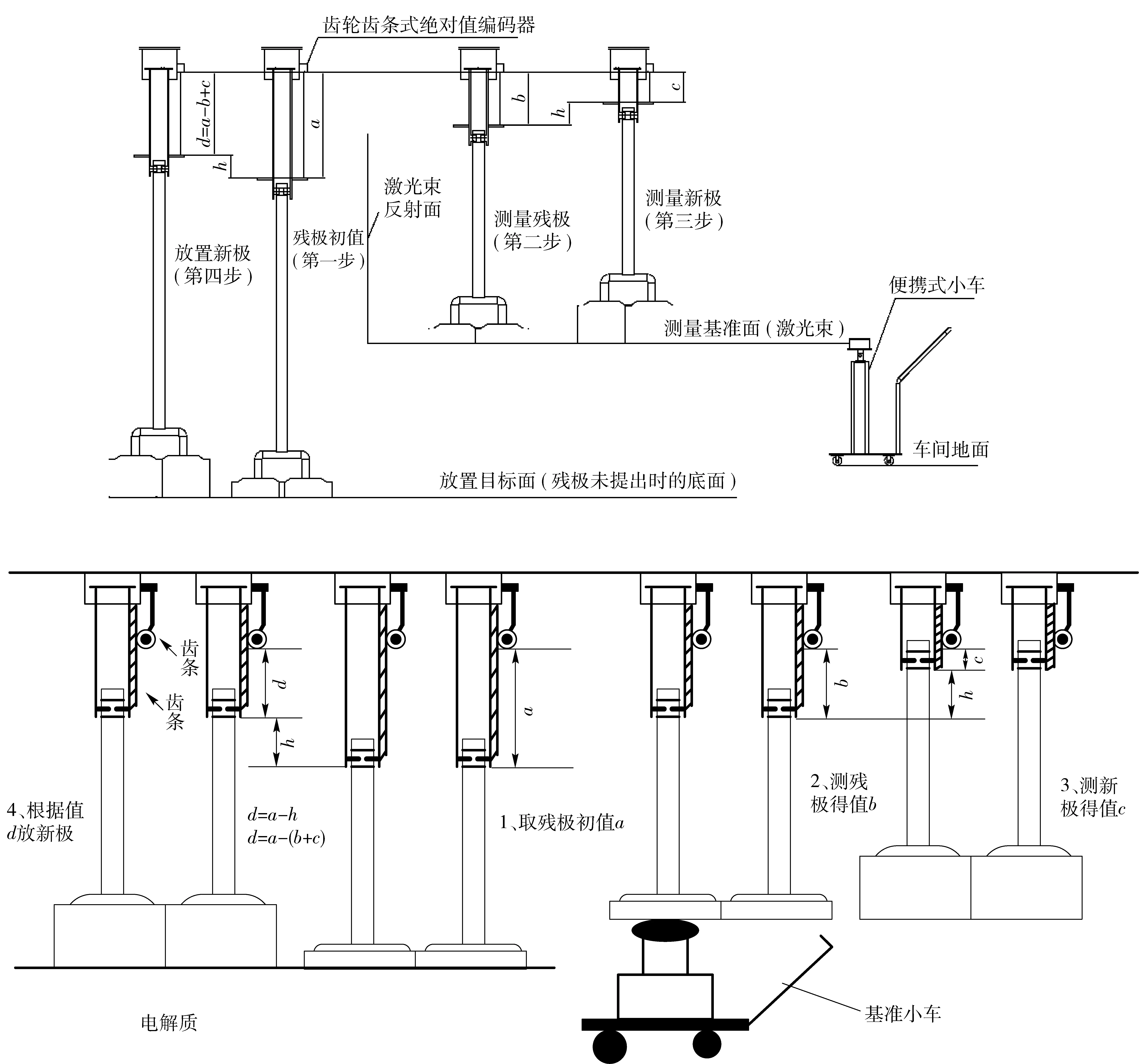
圖3 換極自動(dòng)自動(dòng)測(cè)控系統(tǒng)原理圖
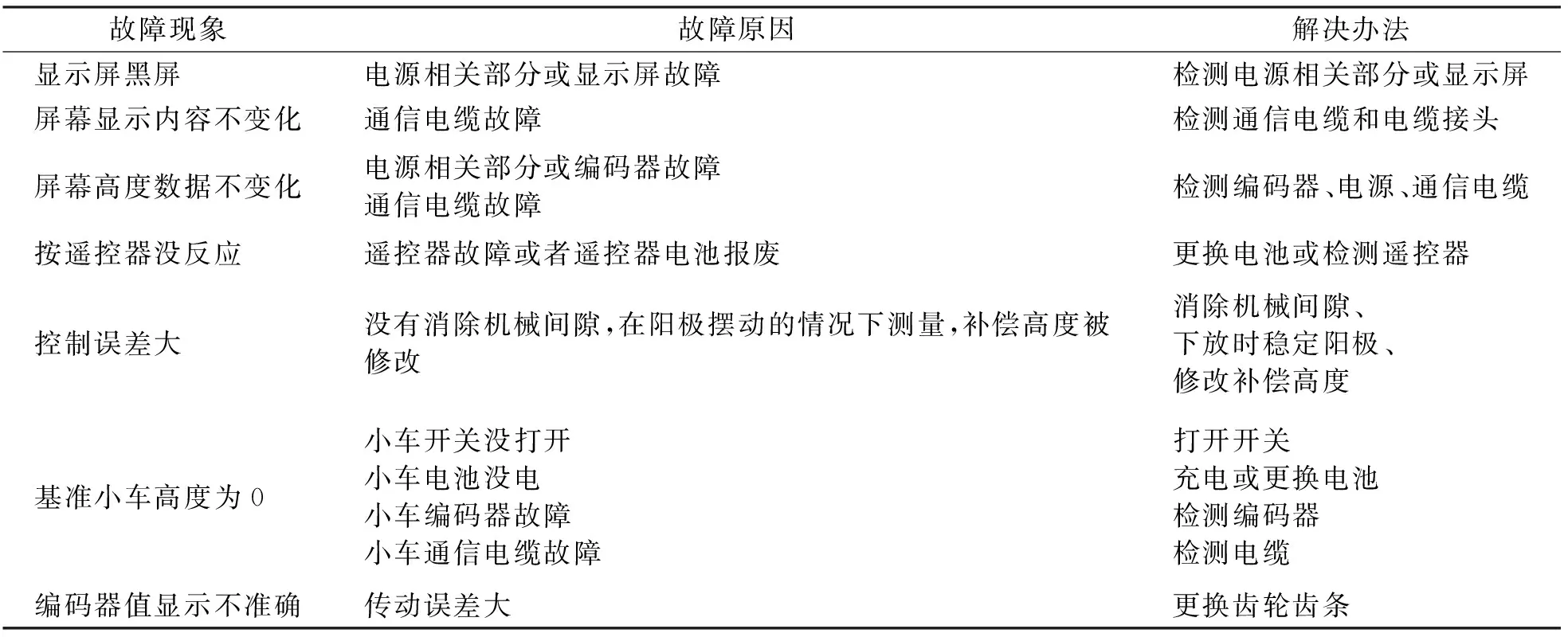
故障現(xiàn)象故障原因解決辦法顯示屏黑屏電源相關(guān)部分或顯示屏故障檢測(cè)電源相關(guān)部分或顯示屏屏幕顯示內(nèi)容不變化通信電纜故障檢測(cè)通信電纜和電纜接頭屏幕高度數(shù)據(jù)不變化電源相關(guān)部分或編碼器故障通信電纜故障檢測(cè)編碼器、電源、通信電纜按遙控器沒反應(yīng)遙控器故障或者遙控器電池報(bào)廢更換電池或檢測(cè)遙控器控制誤差大沒有消除機(jī)械間隙,在陽(yáng)極擺動(dòng)的情況下測(cè)量,補(bǔ)償高度被修改消除機(jī)械間隙、下放時(shí)穩(wěn)定陽(yáng)極、修改補(bǔ)償高度基準(zhǔn)小車高度為0小車開關(guān)沒打開小車電池沒電小車編碼器故障小車通信電纜故障打開開關(guān)充電或更換電池檢測(cè)編碼器檢測(cè)電纜編碼器值顯示不準(zhǔn)確傳動(dòng)誤差大更換齒輪齒條
2 陽(yáng)極安裝測(cè)高指導(dǎo)
2.1 系統(tǒng)組成及部件安裝
2.1.1 換極測(cè)高系統(tǒng)的組成
換極測(cè)高系統(tǒng)是機(jī)械、電氣等學(xué)科的結(jié)合產(chǎn)物,主要組成見表2。
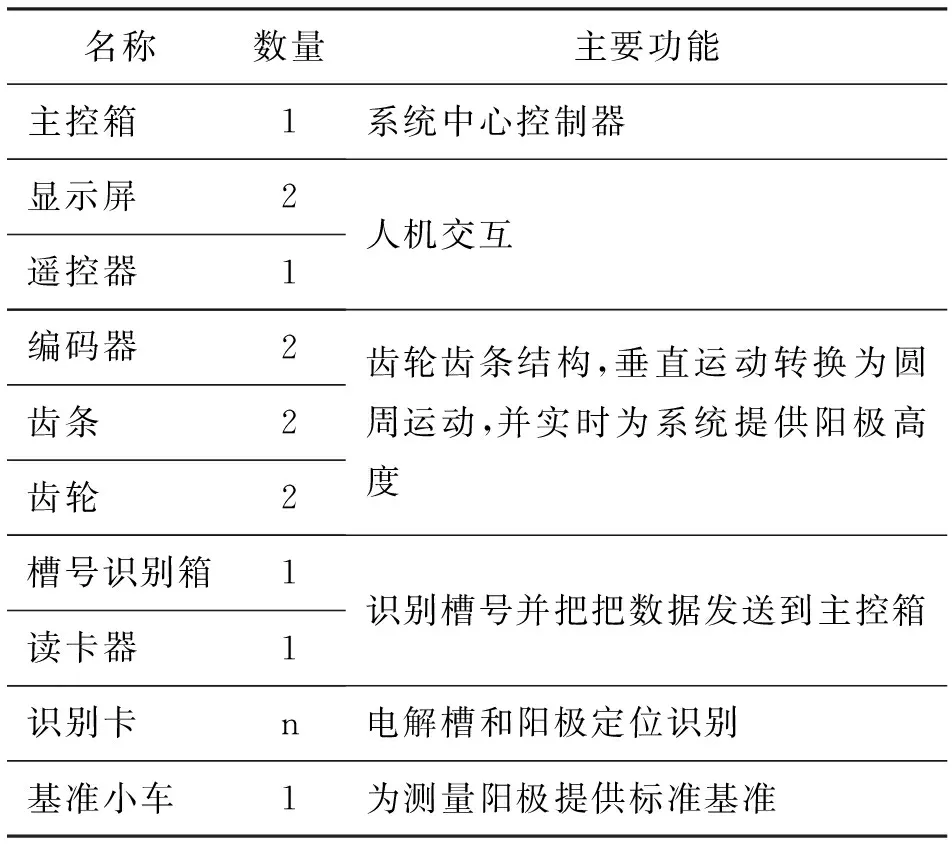
表2 換極測(cè)高系統(tǒng)組成
2.1.2 部件安裝
安裝時(shí)需要現(xiàn)場(chǎng)配合的工作:暫停多功能機(jī)組,電焊工1名,電焊機(jī)1臺(tái),升降車1輛。

圖5 換極測(cè)控系統(tǒng)操作界面
需要安裝的部件有:主控箱、顯示屏、齒條的安裝、齒輪的安裝、讀卡器、識(shí)別卡的安裝。
2.2 裝配前編碼器的配制
2.2.1 編碼器配置
設(shè)置參數(shù)時(shí),編碼器棕色線與綠色線并在一起接正電源,蘭色線接電源地線。此時(shí),編碼器的通訊速率固定為19200 bps。非編程模式,即正常工作時(shí),建議將蘭色線與綠色線并在一起接電源地線。
小車上的編碼器和天車上的編碼器在裝配安裝前,要先設(shè)置參數(shù),使之適合換極系統(tǒng)。
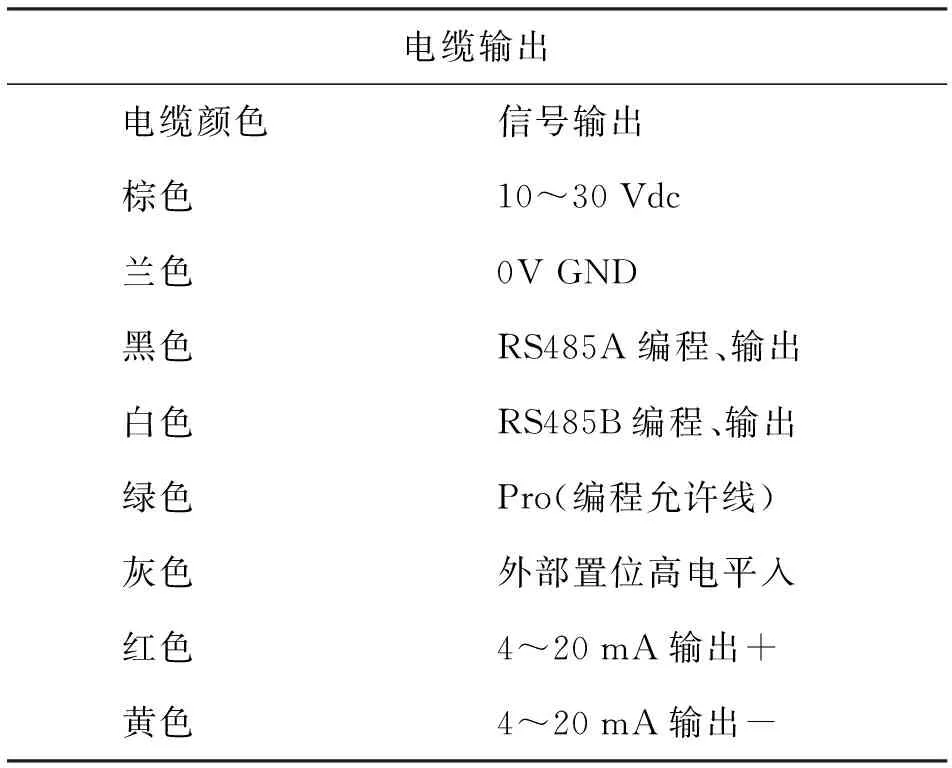
表3 編碼器配置
2.2.2 編碼器設(shè)置
如圖4中的編碼器換極系統(tǒng)中使用的編碼器,設(shè)置參數(shù)需要的準(zhǔn)備的部件有:要安裝的編碼器、編碼器電源(10-30 VDC,可以用基準(zhǔn)小車的電池),485-232轉(zhuǎn)換器,USB轉(zhuǎn)串口轉(zhuǎn)換器,筆記本電腦。

圖4 編碼器
打開電腦,連接好通信電纜后,打開編碼的電源,打開sscom32軟件,見圖5。
設(shè)置好sscom軟件的串口號(hào)(從設(shè)備管理器查看)和波特率后,在下方的字符串輸入框輸入相應(yīng)的參數(shù)命令即可設(shè)置。輸入框輸入的數(shù)據(jù)都是十六進(jìn)制格式,見表4。
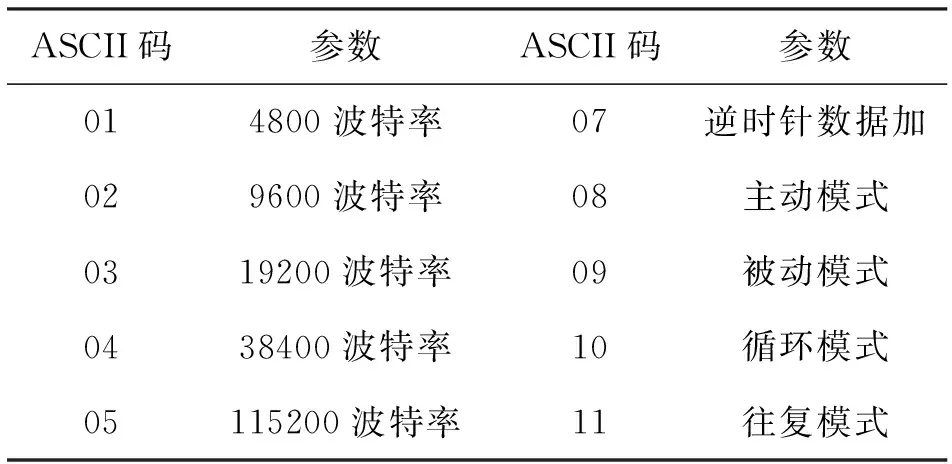
表4 編碼器設(shè)置參數(shù)
2.2.3 設(shè)置的參數(shù)
(1)旋轉(zhuǎn)正方向
在本系統(tǒng)中,當(dāng)陽(yáng)極上升的時(shí)候,高度值增大。根據(jù)現(xiàn)場(chǎng)編碼器安裝的方向,齒條上升時(shí)面對(duì)編碼器正面(也就是面對(duì)齒輪),如果齒輪逆時(shí)針旋轉(zhuǎn),則逆時(shí)針旋轉(zhuǎn)為正方向。否則,順時(shí)針為正方向。在單陽(yáng)極系統(tǒng)中一般情況下都是逆時(shí)針旋轉(zhuǎn)為正方向。在雙陽(yáng)極系統(tǒng)中有的機(jī)組兩個(gè)編碼器需要設(shè)置的不一樣。設(shè)置前要先去現(xiàn)場(chǎng)調(diào)研。
上位機(jī)發(fā)送:D+地址+C+新方向+0D
編碼器回:X+地址+c+新方向+0D
例:上位機(jī)發(fā)送:44 30 31 43 07 0D
編碼器回:58 30 31 63 07 0D
(將順時(shí)針改為逆時(shí)針)
(2)波特率(9600)
上位機(jī)發(fā)送:D+地址+E+新波特率+0D
編碼器回:X+地址+e+新波特率+0D
例:上位機(jī)發(fā)送:44 30 31 45 02 0D
編碼器回:58 30 31 65 02 0D
(將波特率改為9600)
(3)每轉(zhuǎn)一圈的分辨率
上位機(jī)發(fā)送:D+地址+F+分辨率+0D
編碼器回:X+地址+f+分辨率+0D
例:上位機(jī)發(fā)送:44 30 31 46 30 30 30 35 30 30 0D
編碼器回:58 30 31 66 30 30 30 35 30 30 0D
(設(shè)置分辨率為500)
換極系統(tǒng)天車大齒輪分辨率為500,基準(zhǔn)小車小齒輪339。
(4)主被動(dòng)模式
上位機(jī)發(fā)送:D+地址+I+模式+0D
編碼器回:X+地址+i+模式+0D
例:上位機(jī)發(fā)送:44 30 31 49 08 0D
編碼器回:58 30 31 69 08 0D
(設(shè)置為主動(dòng)模式)
換極系統(tǒng)為主動(dòng)動(dòng)模式。
(5)工作模式
上位機(jī)發(fā)送:D+地址+N+工作模式+0D
編碼器回:X+地址+n+工作模式+0D
例:上位機(jī)發(fā)送:44 30 31 4E 11 0D
編碼器回:58 30 31 6E 11 0D
(工作模式設(shè)置10為循環(huán)模式,11為往復(fù)模式)
換極系統(tǒng)工作為往復(fù)模式。
主控箱內(nèi)部解析圖見圖6。
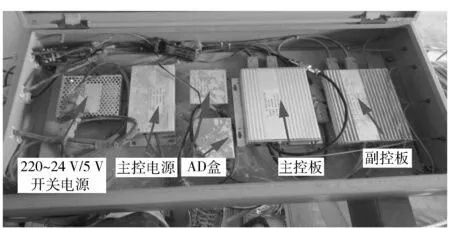
圖6 主控箱配置圖
2.2.4 主控箱配置
換極測(cè)控系統(tǒng)實(shí)現(xiàn)測(cè)控功能的大腦是主控箱,能夠根據(jù)換極過程的實(shí)際情況進(jìn)行檢測(cè)、計(jì)算和數(shù)據(jù)處理。主控箱的主要配置見表5。
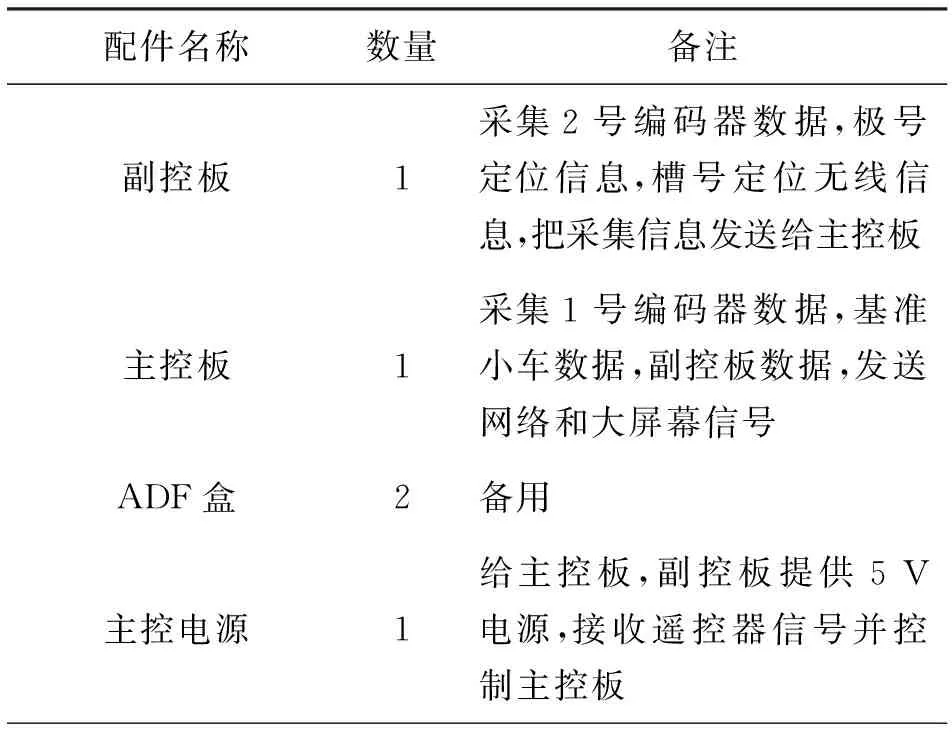
表5 主控箱配置
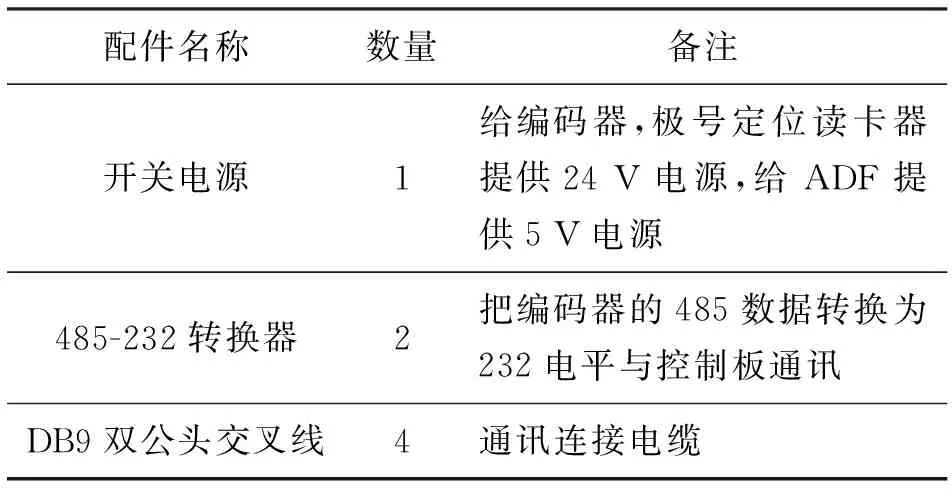
續(xù)表5
2.2.5 槽號(hào)識(shí)別控制箱
槽號(hào)識(shí)別控制箱包括:一塊控制板,一塊220-24 V/5 V開關(guān)電源,一根DB9公頭交叉通信線。控制板讀取讀卡器的信息,并把信息發(fā)送給主控箱。開關(guān)電源為控制板和讀卡器提供5 V和24 V直流電源,槽號(hào)識(shí)別箱內(nèi)部解析見圖7。
3 結(jié)論
經(jīng)過兩年來的探索及實(shí)踐,并結(jié)合國(guó)外企業(yè)的成功經(jīng)驗(yàn)。在中國(guó)有色(沈陽(yáng))冶金機(jī)械有限公司現(xiàn)有電解多功能天車上已成功應(yīng)用了10多家用戶,并在已有的該功能也進(jìn)行了更新和改造,并得到了用戶的廣泛認(rèn)可。它在提高電解工藝水平、自動(dòng)化程度以及節(jié)省人力,提高勞動(dòng)效率等方面效果顯著,是未來電解鋁行業(yè)提升能力及競(jìng)爭(zhēng)力不可缺少的設(shè)備。
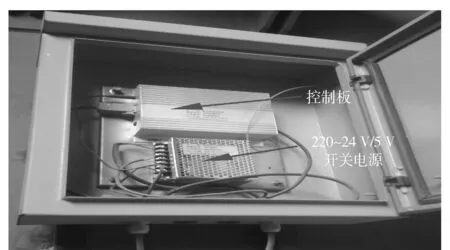
圖7 槽號(hào)識(shí)別箱
[1] 王捷.電解鋁生產(chǎn)工藝與設(shè)備[M].北京:冶金工業(yè)出版社,2006.
[2] 范輝,陸學(xué)謙.電氣監(jiān)控系統(tǒng)納入DCS的幾點(diǎn)體會(huì)[J].電力自動(dòng)化設(shè)備,2001,21(3):52-54.
[3] 蔣煥文,孫續(xù).電子測(cè)量(第三版)[M].北京:中國(guó)計(jì)量出版社,1988.
Automatic Control System of Anode Replacement for Pot Tending Machine
LIU Cheng
(Sales Department, NFC (Shenyang) Metallurgical Machinery Co., Ltd. Shenyang 110141, China)
The automatic control system of pot anode replacement is developed as a new generation of automatic control and management system for aluminum electrolysis in the process of replacing the old to new anode to ensure that new and old anode with same level of degree, the system has gone far beyond in many ways such as full automatic operation, portable standard cart, high speed replacement, less labor intensity of workers and safety and it is currently advanced anode changing height positioning system.
pot tending machine;anode replacement;automatic measurement control;anode height measurement
2013-12-22
劉成(1958-),男,遼寧沈陽(yáng)人,高級(jí)工程師,大學(xué)本科,主要從事技術(shù)開發(fā)及市場(chǎng)推廣工作,現(xiàn)任中國(guó)有色(沈陽(yáng))冶金機(jī)械有限公司經(jīng)營(yíng)銷售部副部長(zhǎng)。
TF351
B
1003-8884(2014)03-0033-07
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測(cè)繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機(jī)床(2019年10期)2019-10-26 02:47:06
中國(guó)洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(hào)(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識(shí)經(jīng)濟(jì)·中國(guó)直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32