不同Al-Si原料對合金鑄錠質量影響的研究
2014-09-03 10:58:31殷云霞黃巖超姜德俊李曉楠
有色設備 2014年5期
關鍵詞:生產
殷云霞, 黃巖超, 姜德俊, 李曉楠
(東北輕合金有限責任公司, 黑龍江 哈爾濱 150060)
不同Al-Si原料對合金鑄錠質量影響的研究
殷云霞, 黃巖超, 姜德俊, 李曉楠
(東北輕合金有限責任公司, 黑龍江 哈爾濱 150060)
本文對不同廠家生產的Al-Si中間合金在外形、實收率等方面進行了對比,分析討論了使用兩個不同廠家生產的Al-Si中間合金生產工藝對4004及4032合金鑄錠質量的影響,根據各項分析結果得出了初步結論。
Al-Si中間合金; 生產工藝; 4004合金; 4032合金
0 前言
由于硅易于氧化,如果直接將結晶硅加入鋁熔體會造成很大的燒損,難于準確控制鋁合金的成分,所以一般先制成Al-Si中間合金(熔點約為700 ℃)加入到鋁合金中,這樣不但縮短了熔煉時間,提高生產效率,還減少了燒損,減少了鋁合金熔體氧化、夾渣和吸氣,有利于提高鋁合金的質量。
隨著高硅合金生產量的增多,公司購進了不同廠家生產的的Al-Si中間合金,通過兩個不同廠家生產的Al-Si中間合金及使用到產品中進行對比,初步得出結論。
1 試驗內容
1.1 Al-Si中間合金外觀質量對比
廠家甲熔煉Al-Si中間合金使用天燃氣爐,制備的Al-Si中間合金尺寸為630 mm×180 mm×90 mm,每塊重約15 kg,廠家乙熔煉Al-Si中間合金使用煤氣爐,制備的Al-Si中間合金尺寸為670 mm×150 mm×50 mm,重約8 kg;從總體積方面講,廠家甲生產Al-Si中間合金的體積大于廠家乙生產Al-Si中間合金,中間合金表面均為亮灰色。
圖1 廠家甲生產Al-Si中間合金

圖2 廠家乙生產Al-Si中間合金
1.2 Al-Si中間合金成分
廠家甲與廠家乙生產的Al-Si中間合金Si含量均在18%~22%之間。
1.3 Al-Si中間合金在4004合金中的應用
1.3.1 Si的實收率
本批使用不同廠家Al-Si中間合金共生產33爐4004合金,投料結構基本相同,現將4004合金配料時使用廠家甲制備的Al-Si中間合金定為方案一,4004合金配料時使用廠家乙Al-Si中間合金定為方案二,兩種方案生產的4004合金Si的實收率見表1。
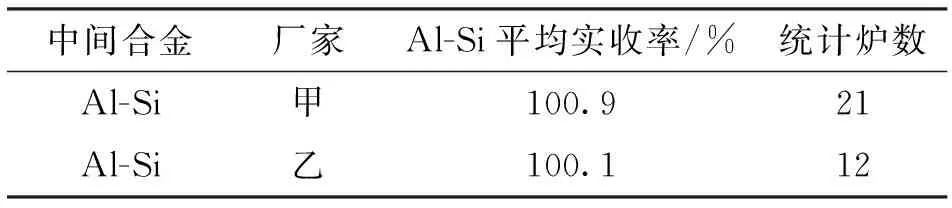
表1 Al-Si中間合金不同生產廠家實收率對比
通過以上表格可以看出廠家甲與廠家乙生產的Al-Si中間合金使用到4004合金中平均實收率大致相等,都已超過100%。
1.3.2 4004合金鑄錠全分析結果
在使用不同廠家Al-Si中間生產的4004合金中,鑄錠底部切去200 mm后加切20~30 mm厚的鑄態試片進行鑄錠質量全分析,質量對比結果如下:
1.3.2.1 化學成分
分別在鑄錠試片厚度及寬度方向的邊部、1/4處、中心處取20 mm×20 mm試樣進行化學成份分析(見表2)。
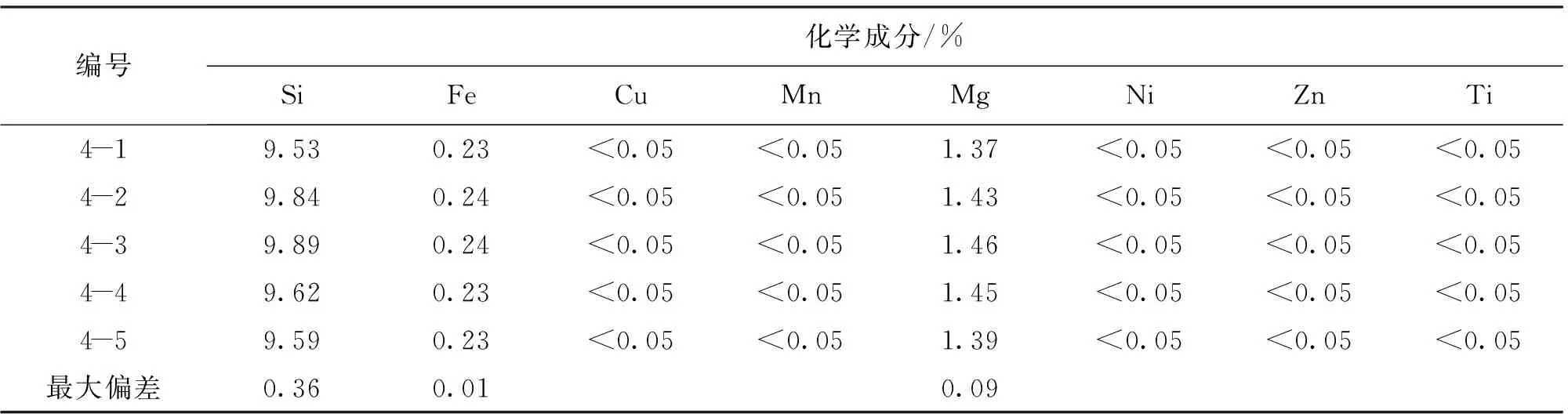
表2 方案一生產的4004合金成分

表3 方案二生產的4004合金成分
由表2與表3數據可以看出,使用不同廠家的Al-Si生產的4004合金的化學成分均符合國標,但方案一Si的最大偏差要比方案二的稍大。
1.3.2.2 低倍組織
使用不同廠家Al-Si中間生產的4004合金中,鑄錠無裂紋、夾渣等缺陷,表面質量良好。
1.3.2.3 高倍組織
4004合金鑄態的高倍組織見圖3。
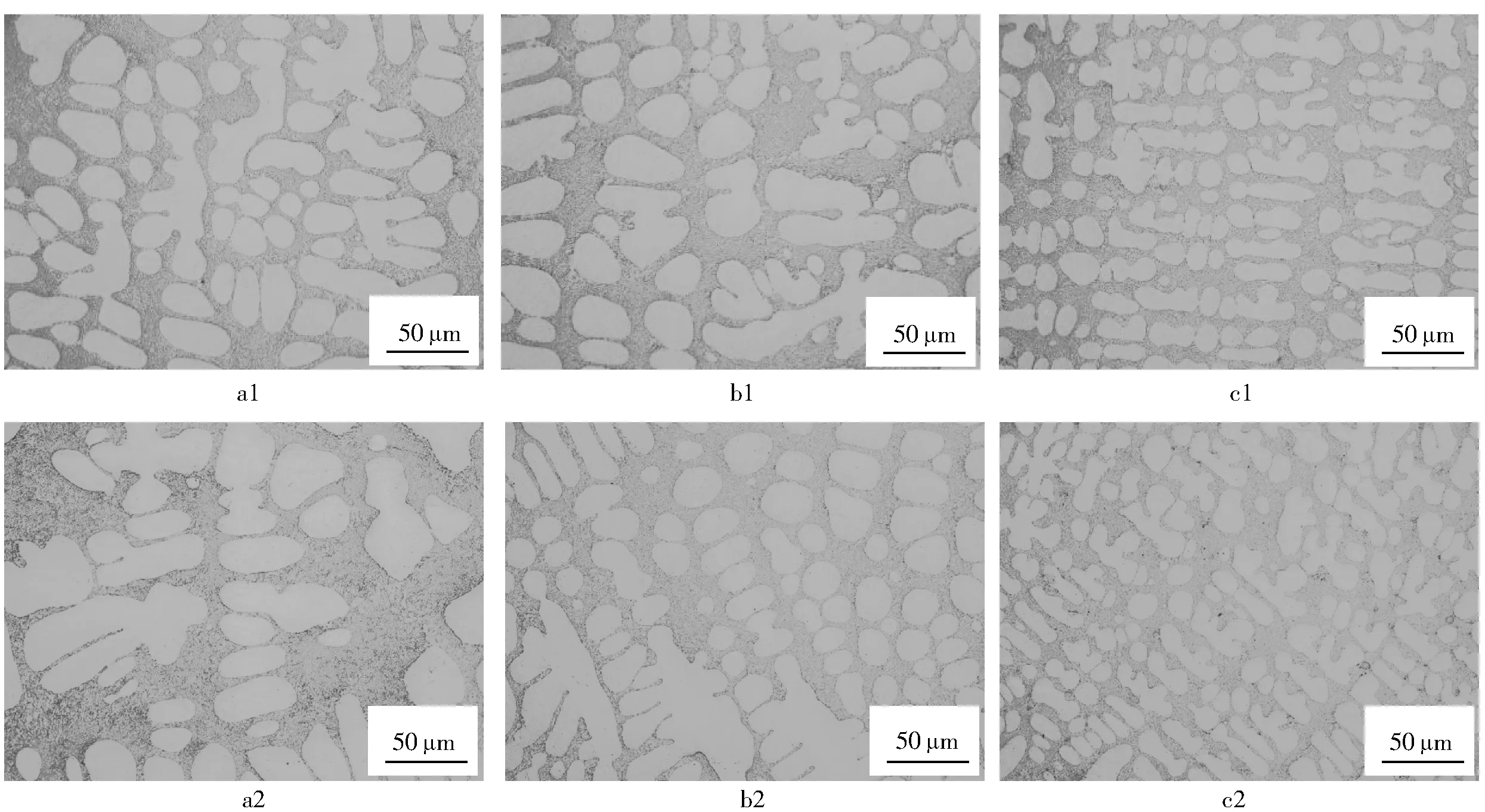
圖3 4004合金鑄錠鑄態高倍組織
其中a1、b1、c1分別為方案一生產4004鑄錠寬度方向中心至邊部的高倍組織照片;a2、b2、c2分別為方案二生產4004鑄錠寬度方向中心至邊部的高倍組織照片;從鑄錠中心到邊部枝晶間距逐漸變小,枝晶臂逐漸變厚,符合順序結晶的規律。整體來看,兩種方案生產4004鑄錠結晶規律較明顯,且兩種方案生產的4004合金鑄錠高倍組織中都沒有發現初晶硅,共晶硅的尺寸肉眼無法區別。
1.3.2.4 力學性能
分別在鑄錠試片的中心厚度至邊部切取20 mm×120 mm試樣,進行鑄錠力學性能對比(見圖4~圖7)。Fm——最大力;Fm——抗拉強度;Rp0.2——屈服強度;A——斷后伸長率。
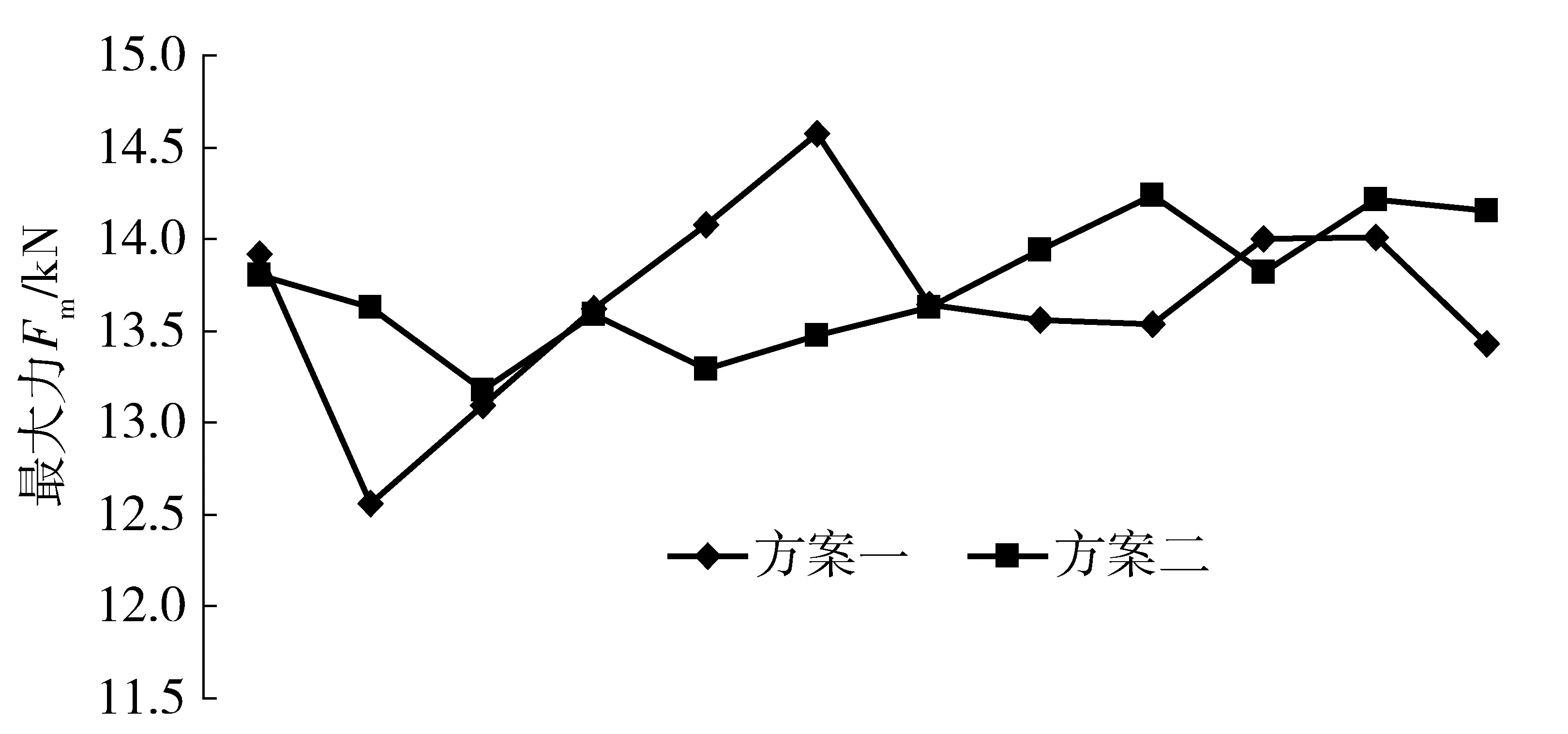
圖4 兩種方案生產的4004合金的最大力對比曲線
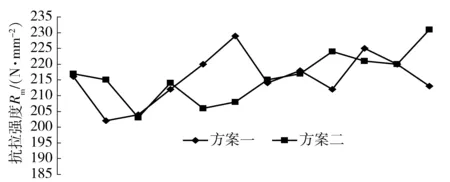
圖5 兩種方案生產的4004合金的抗拉強度對比曲線
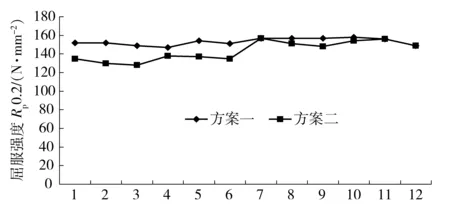
圖6 兩種方案生產的4004合金的屈服強度對比曲線
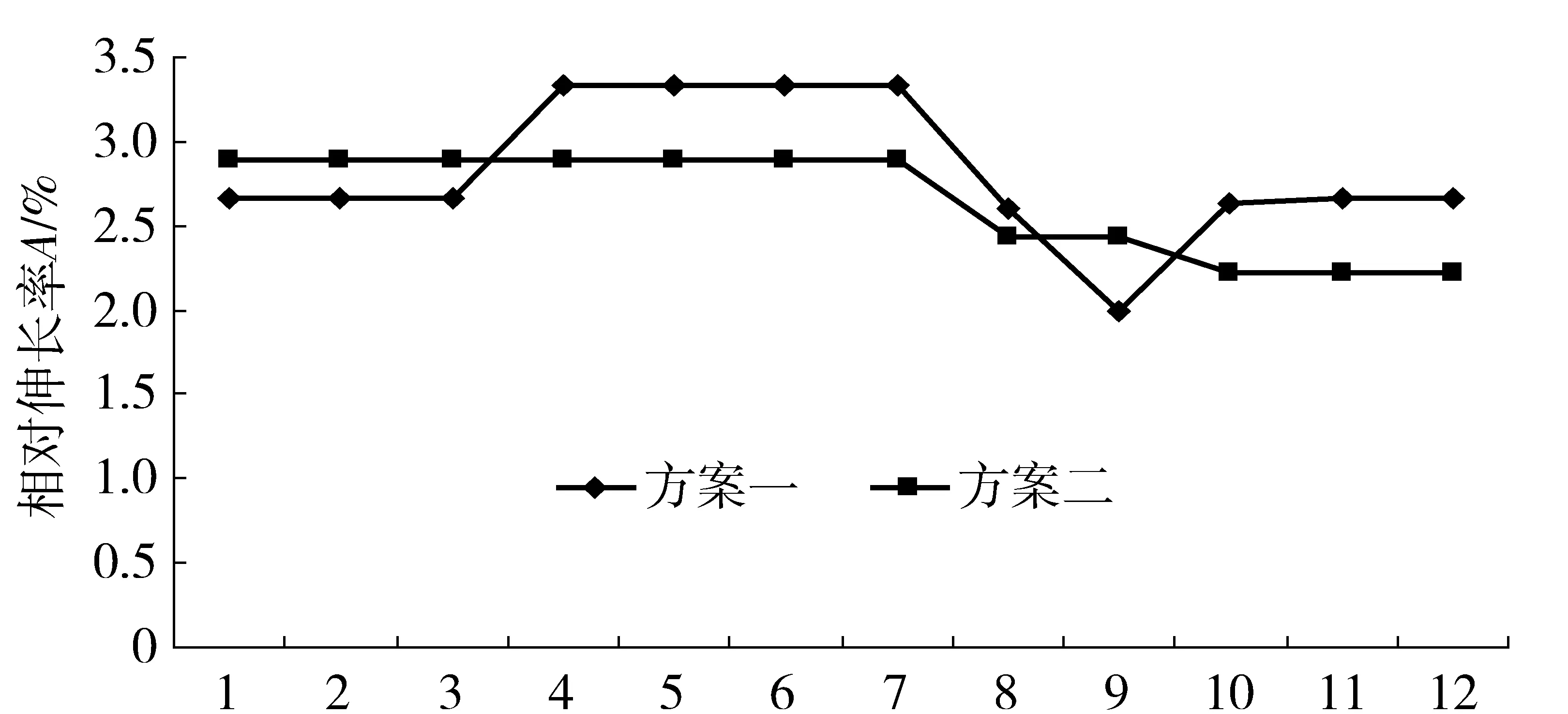
圖7 兩種方案生產的4004合金的相對伸長率對比曲線
由圖2到圖7可以看出,使用不同廠家Al-Si生產的4004合金其最大力與抗拉強度相差不多,廠家甲Al-Si中間合金生產的4004合金的屈服強度與相對伸長率略高于廠家乙的Al-Si中間合金生產的4004合金。
1.4 Al-Si中間合金在4032合金中的應用
1.4.1 Si的實收率
本批使用不同廠家Al-Si中間合金生產14爐4032合金,其投料結構大致相同,現將4032合金配料時使用廠家甲制備的Al-Si中間合金定為方案三,4032合金配料時使用廠家乙Al-Si中間合金定為方案四,兩種方案生產的4032合金Si的實收率見表4。
通過以上表格可以看出廠家甲與廠家乙生產的Al-Si中間合金使用到4032合金中平均實收率大致相等,都已超過100%。
表4 Al-Si中間合金不同生產廠家實收率對比
1.4.2 4032合金鑄錠全分析結果
在使用不同廠家Al-Si中間生產的4032合金中,鑄錠切20~30 mm厚的鑄態試片進行鑄錠質量全分析,質量對比結果如下:
1.4.2.1 化學成分
分別在鑄錠試片厚度及寬度方向的中心、1/4處、邊處取20 mm×20 mm試樣進行化學成分分析見表5。
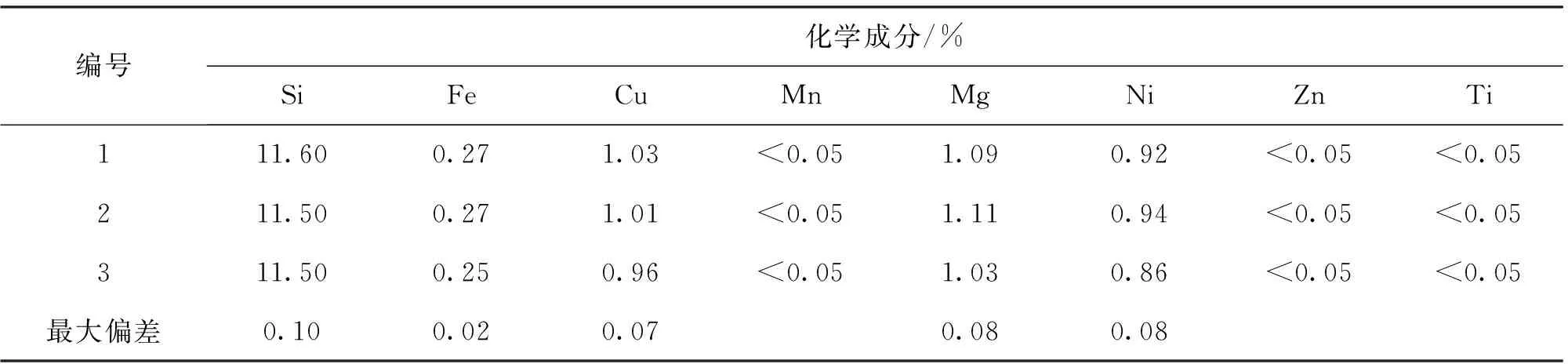
表5 方案三生產的4032合金成分
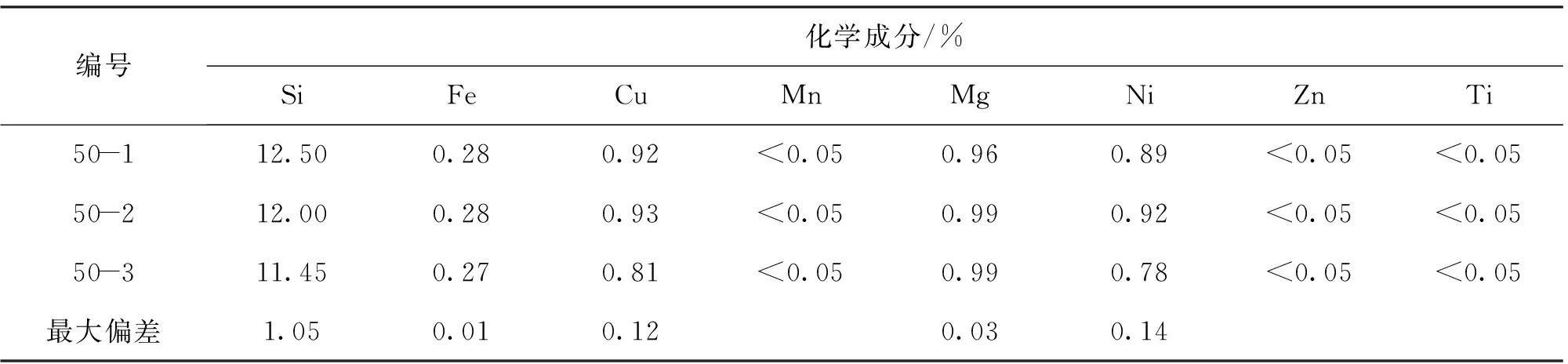
表6 方案四生產的4032合金成分
由表5與表6數據可以看出,使用不同廠家的Al-Si生產的4032合金的化學成分均符合我公司內控技術標準,但方案四Si的最大偏差要比方案三大的多。
1.4.2.2 低倍組織
使用不同廠家Al-Si中間生產的4032合金中,鑄錠無裂紋、夾渣等缺陷,初晶硅尺寸均合格,鑄錠表面質量良好。
1.4.2.3 高倍組織
4032合金鑄態的高倍組織如圖8。
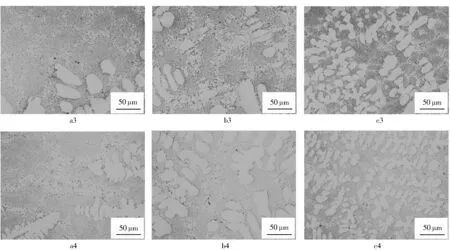
圖8 4032合金鑄錠鑄態高倍組織
其中a3、b3、c3分別為方案三生產4032圓錠中心至邊部的高倍組織照片;a4、b4、c4分別為方案四生產4032圓錠中心至邊部的高倍組織照片;兩種方案生產的鑄錠從中心到邊部枝晶間距逐漸變小,枝晶臂逐漸變厚,符合順序結晶的規律。肉眼觀察兩種方案生產的4032鑄錠高倍組織的差異不大。
2.4.2.4 力學性能
分別在鑄錠試片的中心厚度至邊部切取20 mm×120 mm試樣,進行鑄錠力學性能對比(見圖9~圖11)。Rm——抗拉強度;Rp0.2——屈服強度;A——斷后伸長率。
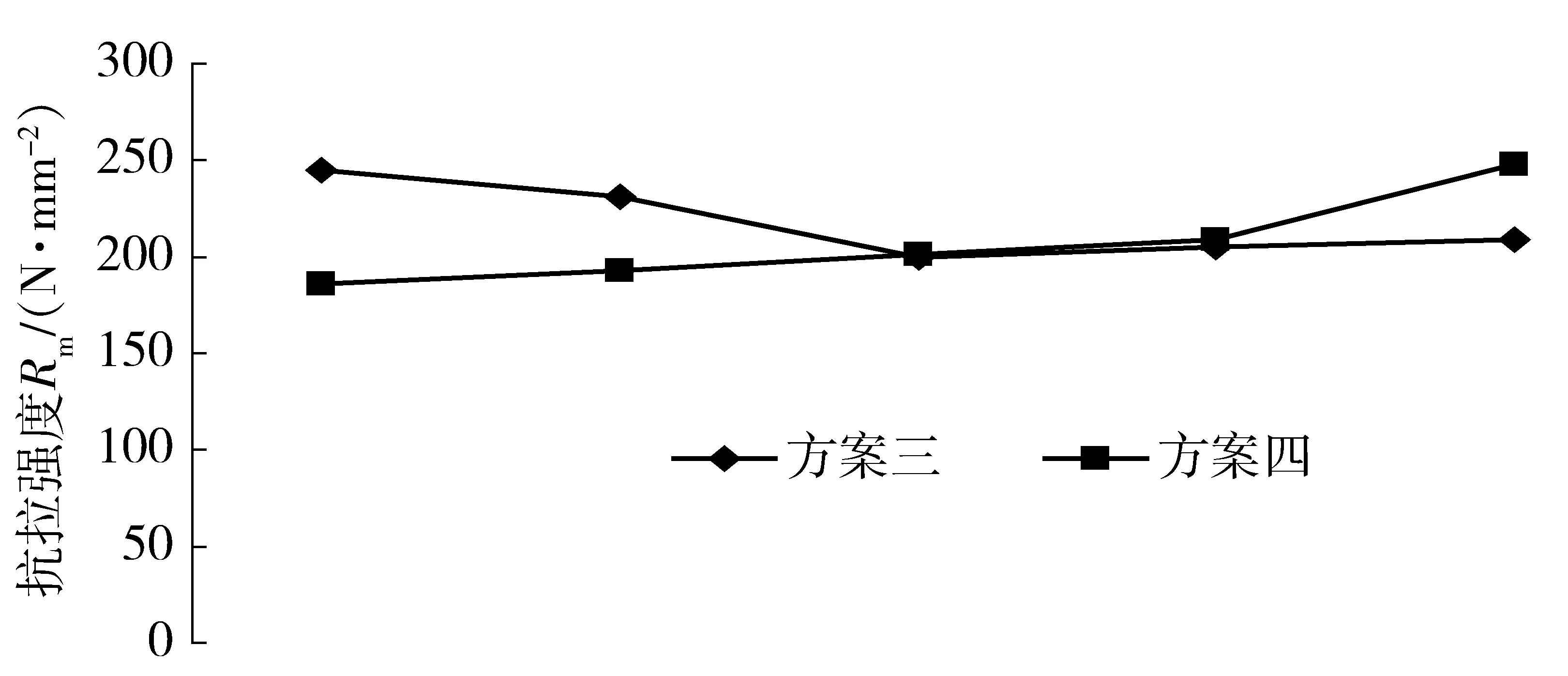
圖9 兩種方案生產的4032合金的抗拉強度對比曲線
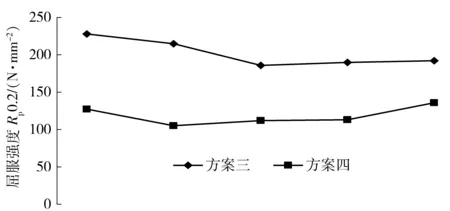
圖10 兩種方案生產的4032合金的屈服強度對比曲線
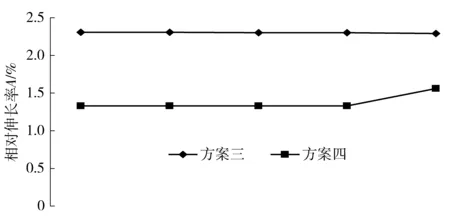
圖11 兩種方案生產的4032合金的相對伸長率 對比曲線
由圖可以看出,使用不同廠家Al-Si生產的4032合金其抗拉強度相差不多,但使用廠家甲Al-Si中間合金生產的4032合金的屈服強度與相對伸長率高于廠家乙Al-Si中間合金生產的4032合金。
2 試驗結論
通過以上分析及結果得出以下結論:
(1)廠家甲與廠家乙生產的Al-Si中間合金使用到4004與4032合金中化學成分比較穩定,Si的平均實收率相差不大。
(2)使用廠家乙Al-Si中間合金生產的4032合金鑄錠端面Si元素的偏差大。
(3)兩種方案生產的4004與4032合金鑄錠的鑄態高倍組織可以看出,鑄錠中心到邊部枝晶間距逐漸變小,枝晶臂逐漸變厚,符合順序結晶的規律,共晶硅的尺寸肉眼看不出區別。
(4)兩種方案生產的4004與4032合金最大力與抗拉強度相差不多,但使用廠家甲Al-Si中間合金生產的4004與4032合金的屈服強度與相對伸長率均略高于使用廠家乙Al-Si中間合金生產4004與4032合金。
Quality Research of Alloy Casting Affected by Different Al-Si Material
YIN Yun-xia, HUANG Yan-chao, JIANG De-jun, LI Xiao-nan
(Northeast Light Alloy Co., Ltd. Harbin 150060, China)
The paper compares Al-Si interalloy produced by two different factories in shape and extraction yield, analyses and discusses quality of 4004 and 4032 alloys affected by this two Al-Si material, and gives preliminary conclusions according to analysis and experimental results.
Al-Si interalloy; production process; 4004 alloy; 4032 alloy
2014-08-26
殷云霞(1982-),女,山東寧陽人,工程師,大學本科,主要從事鋁合金工藝研究工作,現任東北輕合金有限責任公司熔鑄廠技術科區域工程師。
黃巖超(1981-),男,黑龍江克東人,工程師,大學本科,主要從事鋁加工設備研究工作,現任東北輕合金有限責任公司熔鑄廠技術科區域工程師。
TG146.21
B
1003-8884(2014)05-0040-05
姜德俊(1981-),男,遼寧大石橋人,工程師,大學本科,主要從事鋁合金工具及工藝研究工作,現任東北輕合金有限責任公司熔鑄廠技術科區域工程師。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
