USB插頭注塑模設計
2014-08-23 11:12:56淮安信息職業技術學院江蘇223002李成凱
金屬加工(冷加工) 2014年10期
淮安信息職業技術學院 (江蘇 223002) 李成凱
1.塑件工藝分析
USB插頭零件如圖1所示。該塑件結構較為復雜,要求外觀光滑、無飛邊。

圖1 USB插頭
USB插頭外包材料為常用聚氯乙烯 (PVC),力學性能和電性能優良,耐酸堿力極強,化學穩定性好,適于制作插頭、插座、電線絕緣層等。成形性能較差,其工藝范圍很窄。軟PVC的熔化溫度170~200℃;模具溫度 30~60℃;注射壓力 70~100 MPa;所有常規的澆口都可以使用。如果加工較小的部件,最好使用針尖澆口;對于較厚的部件,最好使用扇形澆口。針尖澆口的最小直徑應為1 mm;扇形澆口的厚度不能小于1 mm。軟PVC的收縮率為1.5% ~2.5%。
USB插頭結構較為復雜,且帶有沖壓件與線材焊接在一起的嵌件,安裝定位不方便,另外注射量小,所以適合在立式注射機上生產。
2.模具設計
(1)型腔數量及澆注系統:根據塑件尺寸、生產批量、生產能力和經濟效益等具體情況,采用一模四腔注射成形。塑件平行布置,采用點澆口進料。型腔布置和澆注系統方案如圖2所示。
(2)分型面設計:分型面的選擇原則主要有:分型面應選在塑件外形最大輪廓處、有利于脫模、有利于保證塑件尺寸精度和表面質量、有利于模具成形零件的加工 、有利于鎖模、有利于排氣等。USB插頭塑件底部帶有圓角,分型面不能設置在底部,需設在中間部位。為了不影響外觀及使用,需要提高模具的制造精度,盡可能減小分型面留下的痕跡。
(3)嵌件安放及推出機構設計:本文為USB插頭設計的注射模是一模四腔,由于USB插頭帶有沖壓件與線材焊接在一起的嵌件,安裝定位不方便,如果在模內安放嵌件,將嚴重影響生產效率,所以設計一活動鑲件,用于安放嵌件和定位。模外安放嵌件,兩套活動鑲件交替使用,不影響生產效率。
塑件要求外觀光滑,表面不能有推出痕跡,所以不宜在塑件上設置頂針推出。這里不用專門設計推出裝置,由于嵌件、重力等因素,開模后,塑件留在下模,操作工人將塑件和活動鑲件一起從模具中取出。
(4)冷卻設計:該塑件小,模具也小,且兩套活動鑲件交替使用,輪換作業,散熱效果較好,可以保證模具的工作溫度滿足要求。所以不需專門設置冷卻水道。
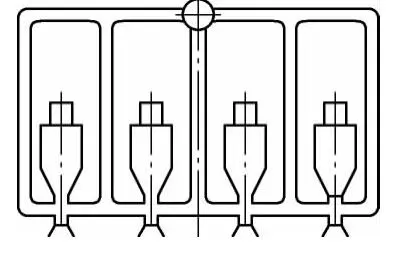
圖2 型腔布置和澆注系統方案
3.模具結構及工作過程
(1)模具結構 本文為USB插頭設計的注塑模具,結構如圖3所示。
(2)工作過程 圖3所示為模具閉合狀態。將帶有沖壓件與線材焊接在一起的嵌件套在活動鑲件的定位塊上,活動鑲件與嵌件一起放進下模,由定位銷定位,理順數據線;上模下行合模,由導柱導向;塑料熔體通過注射機噴嘴及模具的澆注系統充滿型腔,經過保壓、補縮、冷卻和定型后開模,模具打開,主流道凝料被拉出,隨動模上行,動模停下,操作工人將活動鑲件與塑件和澆注系統凝料從模具中取出,模外脫模。清理澆道和型腔。將活動鑲件與嵌件一起再次放進模具,合模。重復上述過程,進入下一輪生產。

圖3 USB插頭注塑模結構圖
4.模具特點
(1)由于USB插頭塑件尺寸較小。選用網線專用立式注射機,活動鑲件安放方便。模外手工脫模,模具結構簡單,盡管自動化程度低,但勞動強度并不大,生產率較高,經濟效益好。
(2)采用點澆口,去除澆口以后,塑件上留下的痕跡不明顯,不影響塑件表面的美觀。
(3)模具采用了兩套活動鑲件交替使用。
5.結語
本模具經生產驗證,模具結構合理,運動可靠,模具運行穩定,塑件精度符合技術要求。模具制造周期短,維護方便,有利于大批量生產,經濟效益好。對類似結構塑件的模具設計具有一定的指導作用。
猜你喜歡
少先隊活動(2022年5期)2022-06-06 03:45:04
家庭科學·新健康(2022年3期)2022-05-10 00:32:13
中老年保健(2021年2期)2021-08-22 07:31:10
少先隊活動(2021年1期)2021-03-29 05:26:36
快樂語文(2020年30期)2021-01-14 01:05:38
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2018年3期)2018-05-09 08:20:40
海峽姐妹(2017年7期)2017-07-31 19:08:17