模型制作與鉗工技術(上)
2014-08-11 02:06:35吳為安
中學科技 2014年6期
關鍵詞:模型
吳為安

在模型的制作過程中,經常需要用到各種鉗工方面的技術,由于許多模型零件比較小,運用的鉗工技術也有別于普通的鉗工。下面就試述一下這方面的知識。
1. 銼
用銼刀加工零件是鉗工最基本的技術。在模型制作中,常用的是各種形狀的小規格鋼銼(如100~200毫米的平板銼、圓銼半圓銼、三角銼、方銼和大、小什錦銼)。
銼刀有粗齒銼、中齒銼和細齒銼、油光銼之分,在模型制作中,中齒銼、細齒銼用得比較多。銼鋁還有專門的鋁銼,它的銼齒特別粗。
在模型制作的過程中,用大平板銼銼削零件大面積表面的機會不多,經常碰到的是銼削零件的某個小平面。這時,可能會用到“推銼”的方法。
所謂推銼,就是用單手或雙手(視銼削面大小或位置而定)平捏住銼刀,在需要銼削的零件表面平推,要求銼刀放平,用力均勻。
還有的時候,要銼削的零件較小,用桌虎鉗夾持還不如用手拿方便,這時可以將零件拿在手上,銼刀放在桌上倒著銼。如需光潔度更高,最后可用油光銼銼削。若遇到硬度較高的金屬零件,像內燃機氣缸、曲軸等,用一般鋼銼無法完成,可以用金剛石什錦銼刀來銼。
銼薄鐵皮邊緣時,稍不留神,銼刀的銼齒就會將鐵皮“帶彎”,這時要選用細齒銼刀并斜向銼;如要銼的鐵皮較長、窄,就更容易弄彎,可用兩塊硬木塊夾住鐵皮后再銼(圖1)。
有的模型零件需銼的長孔很窄、很小,連小什錦銼刀也放不進,這就需要把什錦銼刀磨去一邊,在砂輪上把銼刀磨薄、磨小后再銼。
2. 鋸
鋼鋸鋸條安裝時應使齒尖向前,旋緊鋼鋸的螺母,將鋸條繃緊。夾持零件的臺鉗鉗口高度應是人體站立屈肘時的高度(圖2)。
使用鋼鋸時,兩腳前后站穩,一手握鋼鋸把手,另一手扶住鋸弓前端,向前推時向下平穩用力,注意前進方向是否正確,并不要左右搖晃;向后拉時放松手臂,不要向下施加壓力,推拉速度不宜太快。
鋼鋸條有粗齒、中齒、細齒之分,粗齒鋸條適用于鋸割較軟的金屬,細齒鋸條適用于鋸割薄壁及較硬的金屬材料。
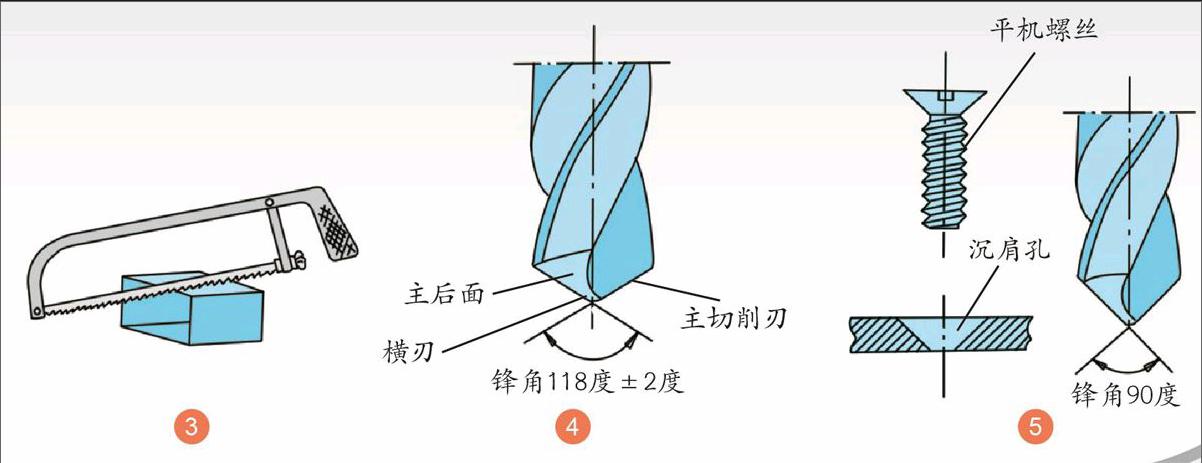
但在鋸割有些薄壁模型零件時,即使是用細齒鋸條仍會產生崩齒或卡住的現象,這時,采用小角度鋸割的方法可能會奏效(圖3)。
如果還不行,不妨將細齒鋸條改為齒尖朝后安裝,再用小角度方法鋸割,可以產生滿意的效果。鋸條的鋸齒是左右叉開的,因此,鋸出的槽的寬度比鋸條的厚度要寬一些,這就是“鋸路”。有時需要鋸割一條比鋸路窄得多的槽,我們可以用砂輪機磨去鋸條鋸齒的兩側,將鋸條磨窄后再鋸。
3. 鉆
做模型時常用的鉆孔工具是手搖鉆、手槍鉆和臺式鉆床。
鉆單個的、要求不高的孔或需要緩慢地轉動鉆頭時,就可以用手搖鉆。但如果要鉆很多孔,用手槍鉆比較合適。
小的手槍鉆可以夾持直徑1毫米的鉆頭,要夾再小些的鉆頭時,則需要在車床上車一個直徑5毫米、長約20毫米的鉆頭套,在鉆頭套豎方向鋸一條槽,把小鉆頭插進套里,夾在手槍鉆夾頭上,就能夾緊鉆頭。
有的手槍鉆還帶有無級調速開關,鉆頭越小,手槍鉆轉速就需越高。手槍鉆使用起來靈活、方便,但鉆削時不易穩定掌握,用力不當時還容易折斷鉆頭,且難以保證孔的垂直度。
在這方面臺式鉆床就顯示出了它的優越性,臺鉆操作穩定、可靠,鉆孔垂直度好。
大的臺鉆能夾持直徑12毫米的鉆頭。臺鉆的電動機軸和鉆夾頭軸由直徑不同的幾對皮帶輪通過皮帶傳動,形成幾檔快慢不同的輸出軸轉速,當使用直徑較大的鉆頭時,轉速應放在慢檔(電動機小皮帶輪帶鉆夾頭軸大皮帶輪);當使用直徑較小的鉆頭時,轉速應放在快檔(電動機大皮帶輪帶鉆夾頭小皮帶輪)。
臺式鉆床應當配備一把平口鉗,以使工件夾得更平穩。
現在使用的鉆頭大多是麻花鉆頭。麻花鉆頭系雙刃切削,左右兩個切削刃在鉆頭中心的交叉點處形成一個橫刃(圖4),鉆頭直徑越大,這個橫刃越長,由于橫刃的存在,在鉆孔時,鉆頭常常無法準確對準預定的中心鉆孔。
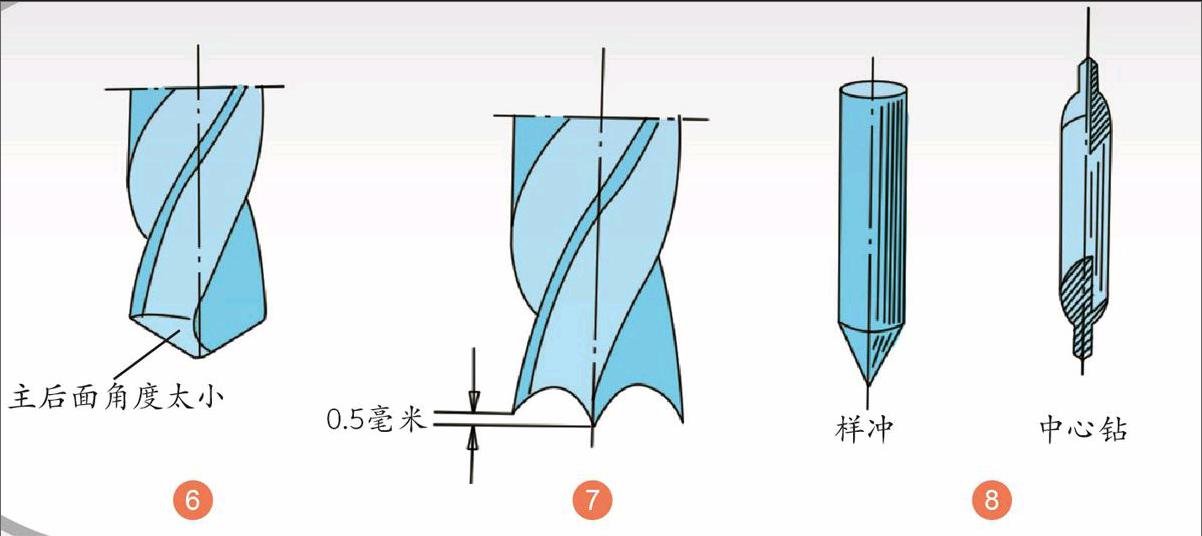
這時就需要用“樣沖”(一種尖頭的鋼制工具,圖8左)在中心處用榔頭敲一個凹坑后再鉆孔;也可以用中心鉆(圖8右)先在中心鉆一個孔,再調換其他鉆頭鉆孔。
鉆頭兩個切削刃所形成的標準鋒角為118度±2度(圖4),但是,當需要鉆平機螺絲或木螺絲的沉肩孔時,鉆頭鋒角要磨成90度(圖5)。
一般初學刃磨鉆頭的人容易犯的錯誤是刃磨的鉆頭主后面角度太小(圖6)而導致切削刃無法切削,因此在砂輪上刃磨鉆頭時要特別注意。
制作模型時經常要用鉆頭在薄鐵皮上鉆孔,這時用標準鋒角的鉆頭是不行的。因為鉆頭的刃口會卡住鐵皮并將鐵皮撬彎,還容易釀成安全隱患。
因此需要刃磨一個專用的薄板鉆,它的形狀如圖7,它不是用刃口的全部切削,而是鉆頭中心定位,用兩個尖角切削,因而很容易在薄板上挖一個圓孔。
由于鉆頭的兩邊刃口一般都是在砂輪機上手工刃磨的,因而兩個刃口不對稱而且中心偏移是常有的現象,用這樣的鉆頭鉆出的孔往往都大于鉆頭的直徑。
另外,兩邊刃口不一樣會使鉆削時兩刃的切削量也不一樣,因而在鉆深孔時,會使鉆頭向切削量大的一側彎曲,使得鉆出的孔不直。
在制作模型時,有時需要鉆直徑比較準確的孔,這就需要利用一種叫“套鉆”的方法:即在鉆孔前,先挑一個比需要的孔徑略小的鉆頭(根據孔的大小,直徑比所需孔徑小0.2~0.5毫米)鉆孔,然后再用要求的直徑的鉆頭鉆,這樣鉆出的孔就較為準確。
反過來,如要鉆一個比手中的鉆頭直徑大一點的孔,而身邊又沒有合適的鉆頭,那只要把現有的鉆頭中心故意磨偏,鉆出的孔一定比鉆頭的直徑大。
如果需要在硬度比較高的金屬表面鉆孔,一般的鉆頭是鉆不動的,需要用一種硬質合金麻花鉆頭鉆。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19