特種紙造紙機蒸汽冷凝水系統的調節和改造
2014-08-09 08:50:20龔小冬曾德銀
中國造紙 2014年5期
龔小冬 曾德銀
(民豐特種紙股份有限公司,浙江嘉興,314000)
民豐特種紙股份有限公司投產的幅寬3570 mm,車速700 m/min的特種紙生產線是由德國福伊特公司制造的。由于產品結構的不斷優化,工藝控制參數要求不同,紙張的干燥曲線也在調整中,蒸汽冷凝水系統在實際生產過程中需不斷進行優化改造,使該系統更加適合各紙種的生產。本文介紹了該系統的結構,并將實際生產中所碰到的問題及優化措施進行總結,以供借鑒。
1 蒸汽冷凝水系統設備構成
該造紙機設計車速700 m/min,干燥部由24個烘缸 (Φ1808 mm×4050 mm)組成,分前干燥部和后干燥部,詳見圖1。前干燥部采用三段通汽,末端配置了小真空系統和表面冷凝器,各段干燥部配置汽水分離器 (S1~S4),將各段之間的供汽、壓差的控制、水分的控制、余汽的回收利用等一些關聯控制緊密地聯系在一起。可以說從開機初期,無論是水分控制、紙張勻度、特種器材的使用壽命,還是蒸汽壓力控制、余熱回收利用等方面,該系統運行還是比較穩定的。同時,設計中將造紙機配套的熱風干燥箱、熱風回收系統、硬壓光加熱單元的尾汽和冷凝水全部回用到前干燥部汽水分離器,充分回收了蒸汽余熱,使噸紙耗汽量控制在0.5 t標煤汽左右。
2 生產過程中進汽的操作和過程控制
2.1 兩紙種蒸汽壓力的控制與調節
從圖1中可知,干燥部進汽時,前干燥部9#~17#烘缸和后干燥部20#~24#烘缸進汽后,排出的冷凝水和余汽參與到其余烘缸的進汽中,通過壓差控制調節閥的開度,使各個烘缸的進汽壓力、烘缸進出口的壓差都得到控制,從而使各段的蒸汽得到充分的利用,紙張整體水分達到工藝控制的要求。
一般情況下,所有烘缸的壓差控制均變化不大,進汽壓力低的如1#~5#烘缸和18#~19#烘缸,壓差控制在30 kPa左右,其余烘缸壓差控制在45~50 kPa。最終使得前干燥部水分控制在3%以下,卷紙缸處水分控制在6%。其余周邊蒸汽加熱設備如硬壓光加熱單元、熱風干燥箱和熱風回收系統的冷凝水均進入汽水分離器得到進一步的利用。這里需要指出的是這些設備產生的冷凝水和尾汽均是通過疏水閥后再到各汽水分離器的,一旦疏水閥失效,蒸汽直接進入汽水分離器,將造成烘缸壓差無法正常控制,烘缸冷凝水無法排出,進而造成烘缸負荷增大等影響生產的問題,因此需要對這些外圍的設備進行檢查,防止竄汽[1]。
該生產線從2005年開始生產輕涂紙和超壓格拉辛紙,由于漿種、打漿度、脫水情況、車速的不同,烘缸進汽壓力變化較大,見圖2和圖3。
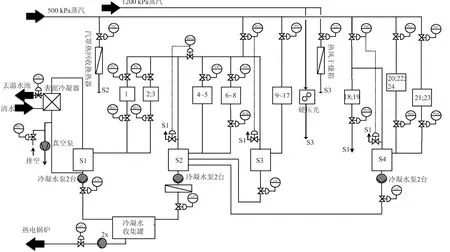
圖1 蒸汽冷凝水系統流程圖
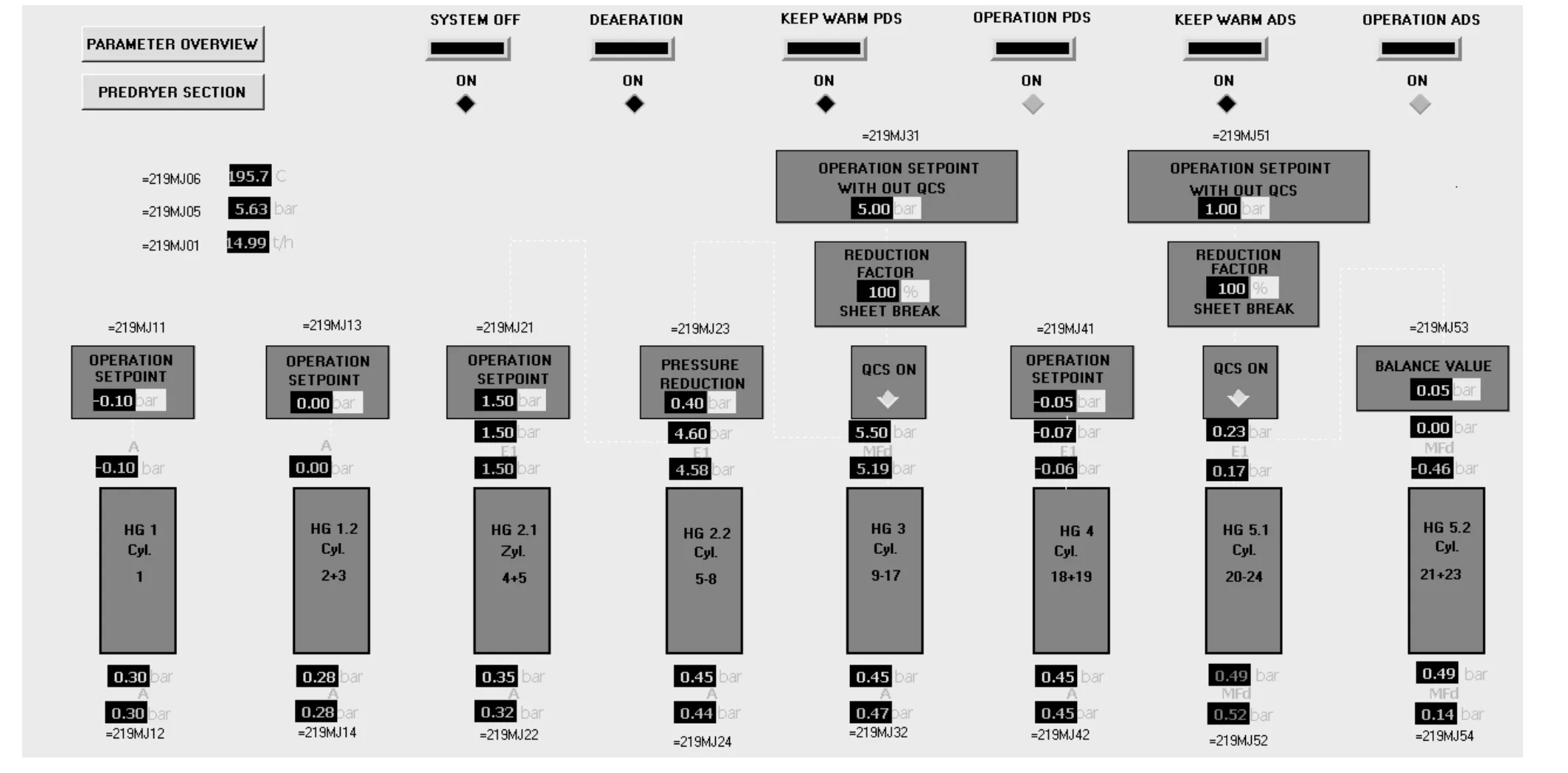
圖2 生產超壓格拉辛紙時的蒸汽參數調節
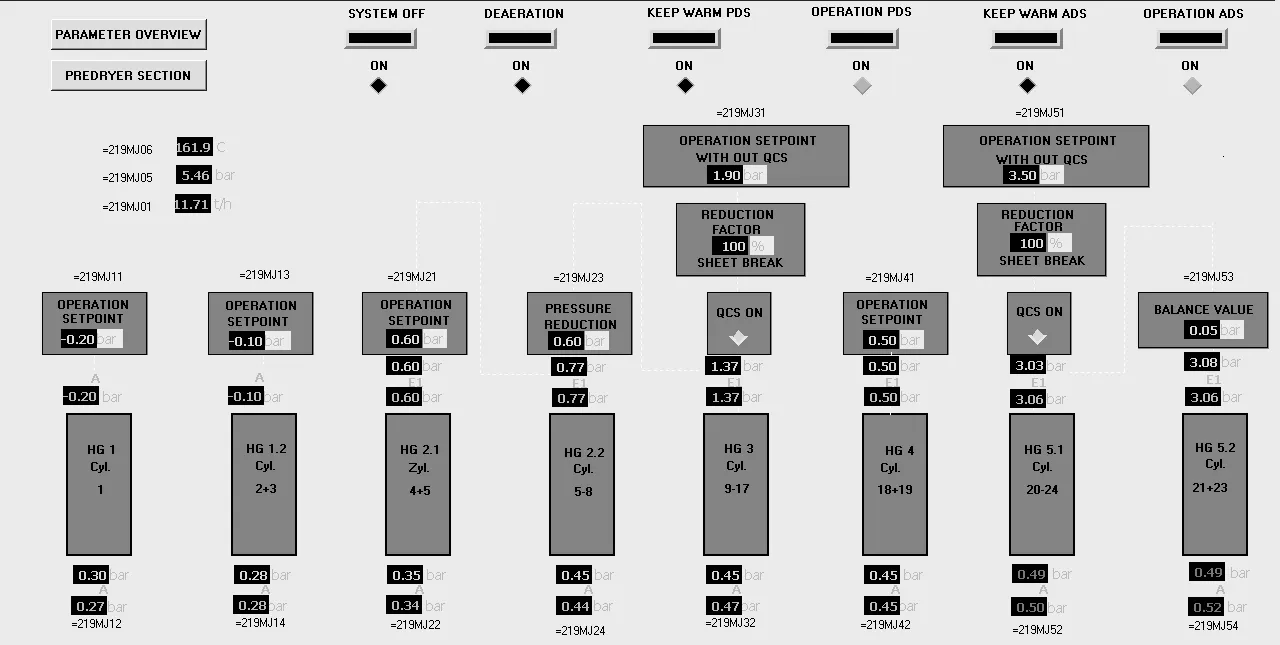
圖3 生產輕涂紙時的蒸汽參數調節
由圖2和圖3中可知,蒸汽參數主要表現在6#~17#烘缸和20#~24#烘缸的進汽量、壓力的變化較大。生產超壓格拉辛紙時,由于打漿度高,前干燥部烘缸數量少,較難達到干燥能力的要求,為保證出前干燥部水分控制在3%以下,6#~19#烘缸進汽壓力需達到500 kPa左右。又由于超壓原紙水分需達到10%以上,后干燥部20#~24#烘缸的壓差低至20 kPa左右甚至更低,這樣烘缸進出口壓差就很難得到滿足,導致烘缸冷凝水排出困難,烘缸負荷增大。而生產輕涂紙時由于打漿度低、定量輕、脫水和干燥能力均有富余,各烘缸進汽壓力均能滿足壓差控制的要求。
2.2 末端真空泵的配置和使用
系統末端配置的真空泵采用11 kW、400 m3/h流量的水環泵,確保長期運行中末端真空度及冷凝水的排放,對整個系統的壓差控制起到了至關重要的作用。真空度一般控制在45 kPa,開車時需要對該真空泵補加一定量的清水,但開車后應停止補水,使用其自帶的冷卻后的冷凝水作為工作液參與工作,以防止結垢卡死現象的發生。
3 實際生產過程中產生的問題和改造
3.1 導毯輥的銹蝕及前干燥部烘干能力低的原因查找和改進
生產超壓格拉辛紙時 (車速420 m/min),由于6#~17#烘缸的進汽壓力快速提高,強干燥使水分在該部位快速蒸發,導致干毯導輥表面銹蝕嚴重,干毯磨損快,壽命只有4個月左右。檢查發現上下排烘缸之間FR12、FR20(見圖4)的導輥表面均銹蝕嚴重,表面坑洼嚴重。通過進一步的分析,主要原因是送入袋區通風的熱風流量和壓力不足,導致無法將強干燥后從紙張蒸發出來的濕氣吹到烘缸兩側并抽到汽罩外,長期運行,輥面銹蝕[2]。
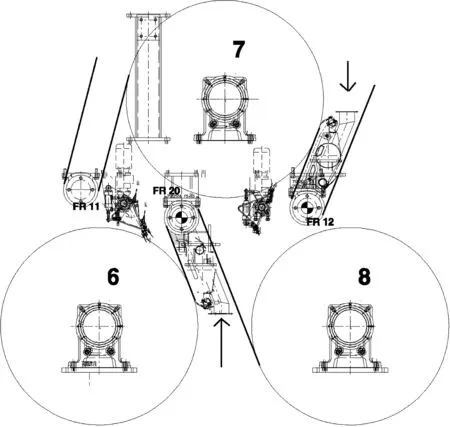
圖4 上下排烘缸袋區通風輥布置示例
根據這一思路,排查了熱回收系統送熱風的管路,發現:①部分耐溫軟管接頭處漏風;②測量送風風速6 m/s(圖5改造前所示)。并通過計算得出送風風量只有16000 m3/h,回風溫度為75℃,回風濕度118 g/kg。原因應該為送風量過小引起一系列的問題。通過檢查入口汽-氣換熱器發現進風面積累的雜質堵塞了進風面。通過清潔并加裝進風過濾裝置后再次檢查上述數據 (見圖5改造后),情況大有改觀。通過實際運行中發現汽罩內變得更加干燥,送風風速提高至14 m/s,回風溫度提高到90℃,回風濕度提高到156 g/kg,汽罩能力得到很大提高,車速最終提高至480 m/min,還能滿足水分的要求,導毯輥表面也不像以前那樣產生銹蝕,干毯的壽命也提高至1年以上。
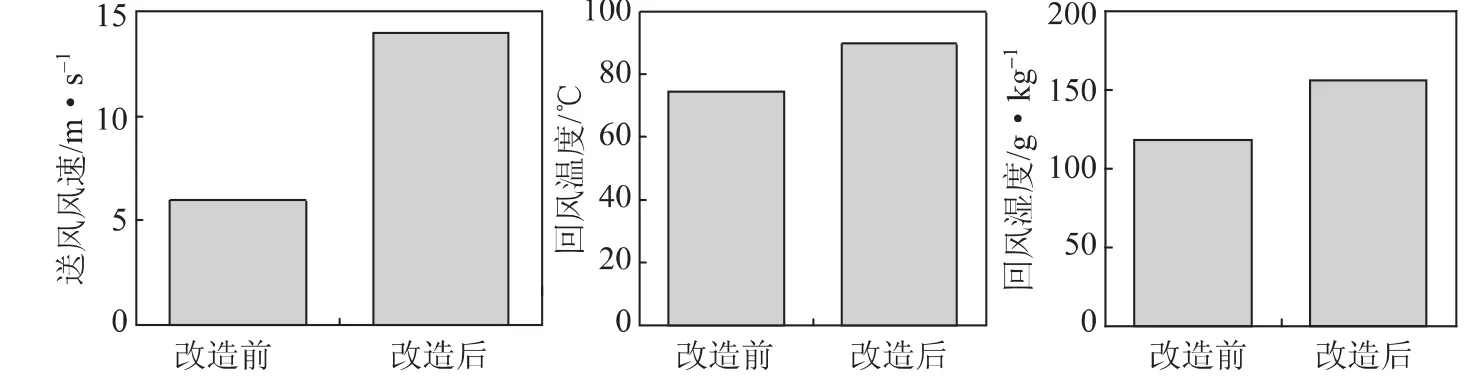
圖5 汽罩送風、回風參數改造前后的比較
3.2 后干燥部烘缸負荷大的排查和改造
實際運行過程中,后干燥部20#~24#烘缸經常出現傳動負荷過大并跳停而造成的斷紙現象、烘缸傳動背包齒箱軸承損壞頻繁等故障,對生產運行極為不利。當遇到負荷大的情況時,檢查冷凝水視鏡孔,只有少量冷凝水被排出,有時還出現倒吸冷凝水現象。停車打開烘缸倒門檢查發現半缸冷凝水及虹吸管斷裂。通過上述現象并結合圖2分析可知,當生產超壓格拉辛紙時,由于20#~24#烘缸進汽壓力過低,導致壓差無法滿足冷凝水排出的要求。同時進汽閥門雖已自動關閉,但還有泄漏進烘缸的可能,因此連續生產時冷凝水越積越多,且無法排出,引起傳動負荷增大等一系列問題。
解決的關鍵是如何在不增大進汽壓力的前提下,滿足壓差的要求。通過分析討論,生產超壓格拉辛紙時這幾只烘缸的進汽壓力要求極低,類似于18#~19#烘缸,而18#~19#烘缸的冷凝水是接至S1分離器的,真空泵產生的真空保證了這兩個缸的壓差要求。因此對后干燥部5個烘缸也進行了相應的管路改造,將這幾只烘缸的冷凝水管也接至S1上,并在冷凝水管上加裝手閥以方便生產輕涂紙時切換回去[3]。通過這樣的改造,滿足了烘缸壓差的要求。從2010年改造后的3年里未出現烘缸背包齒箱損壞的故障,而在2007年到2010年卻有5個背包齒箱損壞。同時,運行過程中時常出現的負荷增大的問題也得到了有效的解決。
4 總結
通過實際操作、現場分析相結合研究了蒸汽冷凝水系統,對該造紙機蒸汽冷凝水系統的設計和使用略有心得。現將日常的維護運行保養過程中積累的經驗和體會總結如下,以資借鑒。
(1)造紙機蒸汽冷凝水系統的使用必須科學、認真地去分析相應的參數控制,并找到問題的關鍵加以控制解決。針對現在的特種紙造紙機,由于市場的因素,多品種生產會對系統原設計帶來問題。通過認真仔細的分析,并進行有效的改造,可以提高不同紙種在同一臺造紙機生產的適應性。
(2)熱回收系統中送風的管路入口必須增加進風過濾紗網,并定期對換熱器迎風面和過濾紗網水洗清潔,以防止長期使用后臟物積聚引起送風風壓、風量降低,進而影響干燥部的蒸發能力,對車速和紙張水分控制產生影響。經驗數據表明,送風風量是回風風量的60%~70%為最佳。
(3)該系統配置的真空泵對整個冷凝水系統的排放和負荷的控制起到關鍵作用,因此在真空泵的選型方面需做到選型能穩定使用并采用變頻電機控制。真空泵的工作液必須使用冷卻后的冷凝水,以防止長期使用的結垢卡死問題。
(4)蒸汽、冷凝水管在長期使用后,由于沖刷嚴重引起漏汽,因此如果是新項目時,應考慮使用耐磨的碳鋼管道以提高蒸汽冷凝水系統的穩定性。
(5)烘缸內的擾流棒安裝必須牢固,如遇烘缸內冷凝水排不出而引起負荷大時,擾流棒受冷凝水沖擊而脫落,會造成虹吸裝置的進一步破壞。特別是車速在700 m/min以上時,擾流棒必須保持良好狀態,以確保烘缸內冷凝水環的形成,提高熱傳導和干燥的均勻性。
[1] ZHANG Xiu-wen.Technology and Equipment of Waste Heat Recovery in Dryer Section of Paper Machine[J].China Pulp & Paper,2012,31(5):56.張秀文.紙機干燥部余熱回收技術與設備[J].中國造紙,2012,31(5):56.
[2] Chen Dao-zhang.The Innovation Strategy of Accelerating the Speed of the Dry End of Paper Machine[J].China Pulp and Paper Industry,2001,22(1):18.陳道彰.紙機干燥部提速改造策略[J].中華紙業,2001,22(1):18.
[3] KE Xiao-jun.The Ooptimization Scheme for PM Dryer Section[J].China Pulp & Paper,2007,26(2):41.柯曉軍.紙機干燥部的最優化方案[J].中國造紙,2007,26(2):41.CPP
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16