雙輥薄帶水口選型的水模擬實驗研究
2014-08-07 06:15:30郭鵬
冶金設備 2014年5期
關鍵詞:實驗
郭 鵬
(安陽鋼鐵股份有限公司 河南安陽455004)
雙輥薄帶水口選型的水模擬實驗研究
郭 鵬①
(安陽鋼鐵股份有限公司 河南安陽455004)
針對某鋼廠雙輥薄帶表面缺陷進行了兩種水口選型的液面波動水模擬實驗研究,結果表明,所實驗的兩種水口中,改進后的Ⅰ型水口相對較好。在其他條件相同時,Ⅰ型水口的混合情況最好、波動幅度總體較小,彎月面較為穩定。實踐證明,薄帶表面缺陷發生率由18.65%降低到了目前的5.52%,缺陷率大幅降低,滿足了客戶更高層次的需求。
雙輥薄帶 水口選型 水模擬實驗
1 前言
雙輥薄帶連鑄熔池布流的合理與否直接影響薄帶產品的質量和澆注工藝的順行。熔池布流系統的好壞主要表現在液面波動情況和上部分流體混合情況等。液面波動過大會使薄帶產生縱向裂紋;液面過于平靜,容易造成結殼[1-4]。熔池上部分流體混合良好有利于及時更新液面和熔池成分及溫度的均勻。
針對某鋼廠某特殊斷面的雙輥薄帶連鑄機熔池布流問題結合相似原理進行水模實驗。主要通過對熔池液面波動情況定量的測定評估了2種結構尺寸的水口選型(Ⅰ型與Ⅱ型),提出了符合工況條件下熔池布流的水口結構尺寸,項目實施后產品表面質量得以大幅提高。
2 實驗裝置與實驗方法
2.1 實驗模型裝置
首先根據相似原理確定相似比為2.2∶1進行動態模型制作。雙輥間距可在0~8mm范圍內靈活調節,通過裝置上部進水流量和雙輥下部閥門調節控制流量和熔池高度,輥子轉速可在0~160m/min范圍內實現無級調速。
1)實驗用傳動裝置示意圖如圖1所示。
2)實驗模型裝置示意圖如圖2所示。該裝置由東北大學提供。
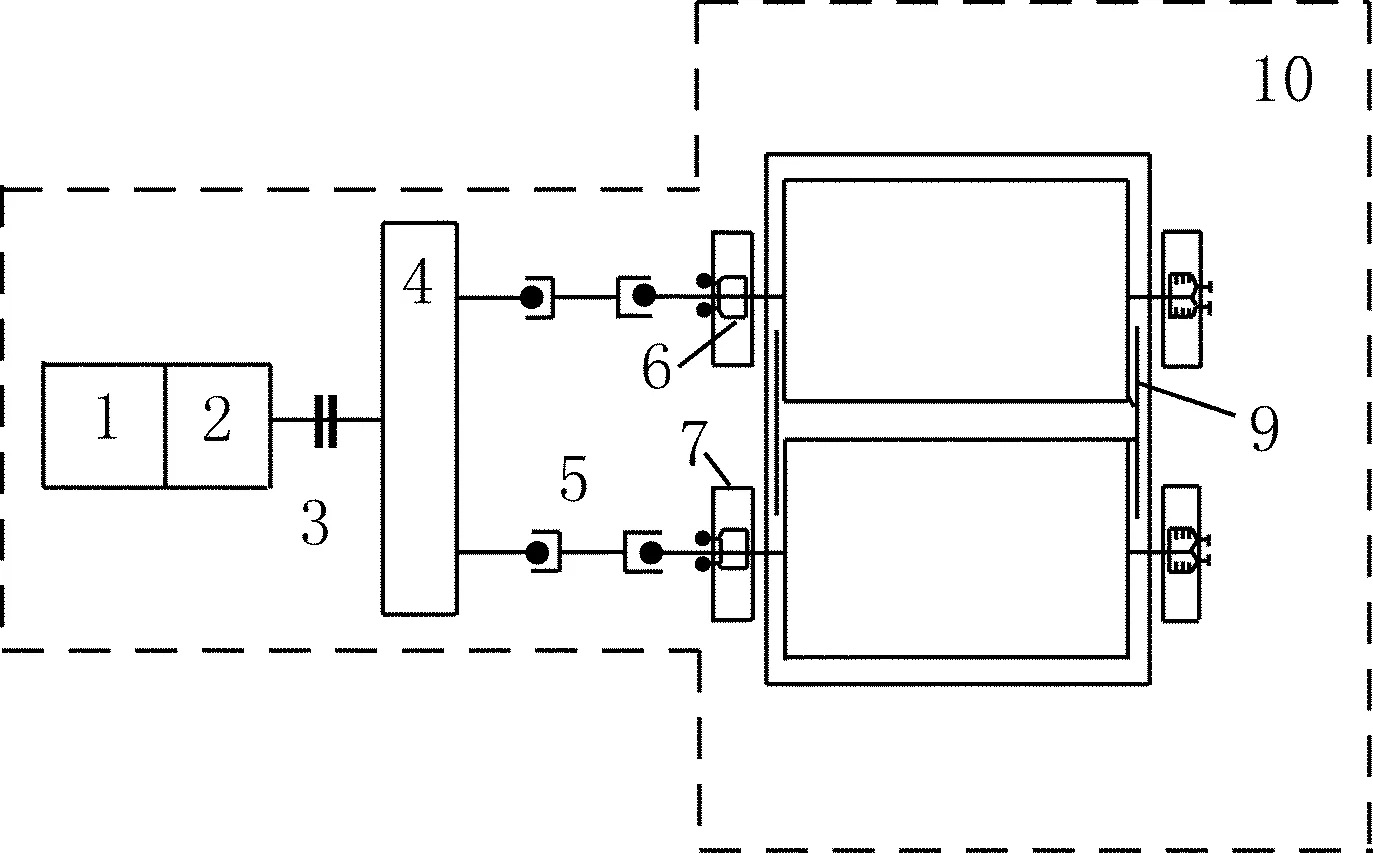
圖1 實驗用傳動裝置示意圖
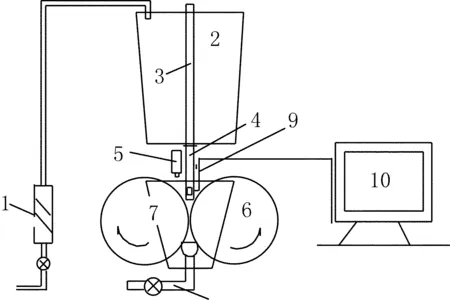
圖2 實驗裝置示意圖
2.2 液面波動測定方法
熔池液面波動的測定采用了此類水模擬實驗普遍使用的DJ800多功能檢測系統。該系統由電腦、多功能檢測儀及多種相關傳感器組成的數據采集與處理系統。它能夠對多種物理量數據進行準同步采集,如水位、拉力、波高、點/面脈動壓力、二維流速、三維總力、位移、溫度、應變及模擬電壓等。
本實驗僅用到“波高”采集系統,精度達0.1mm,自動采集保存,每次實驗重復3次。
2.3 液面波動測點選取
結合實驗特性與要解決的問題,實驗中選取了3個波高測定點,分別是:
1)1#測定點在側封板附近,用于反映側封板附近的流場狀態;
2)2#測定點處于側封板和水口幾何中心處,用于反映熔池流場狀態;
3)3#測定點處于輥子邊緣,用于反映彎月面流場狀態。
3 實驗參數
3.1 水口模型結構尺寸
結合該鋼廠提出的薄帶表面質量問題實際,通過與耐材廠家溝通,選定如下2種結構的水口形式(如圖3),根據2.2∶1的相似比可以確定實驗模型用水口的結構尺寸。

圖3 水口模型結構尺寸
3.2 實驗工藝參數確定
根據該鋼廠提供的生產工藝參數,由相似比可計算出相應的試驗工藝參數,主要涉及接觸角、液面深度/寬度、厚度、拉速及相應模型轉速、流量計插入深度(水口出口中心到液面的垂直距離)等。這里需要說明的是,流量的計算忽略了凝固的體積變化。
3.3 實驗設計
根據薄帶厚度與輥速間的對應關系,確定了3種流量,2種插入深度,考慮到相應的工況實際,共設計了9次實驗來評估水口選型,具體試驗設計見表1。

表1 實驗設計及相應實驗代號
注:表中A、B表示正交實驗設計兩種水口類型的區分,無特殊意義。
4 液面波動情況實驗結果與分析
1)由Ⅰ型水口實驗結果可知,在3個測點中彎月面處的波數最少,在側封板處的波數最多。圖4為Ⅰ型水口各測定點的液面波動狀況。
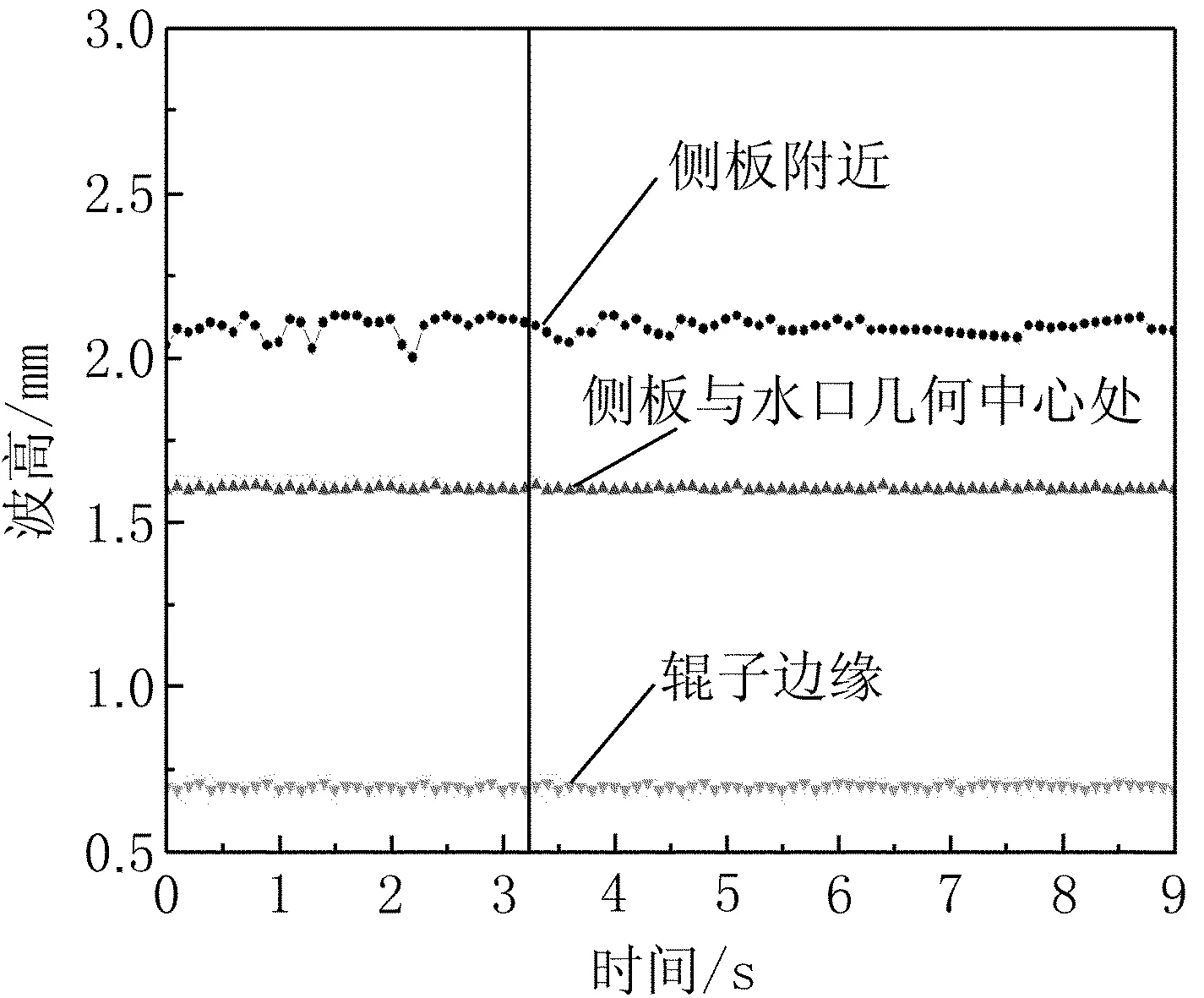
圖4 Ⅰ型水口液面波動情況(注:轉速:30r/min,流量:0.36m3/h,插入深度:41mm)

圖5 Ⅱ型水口液面波動情況(注:轉速:30r/min,流量:0.36m3/h,插入深度:41mm)
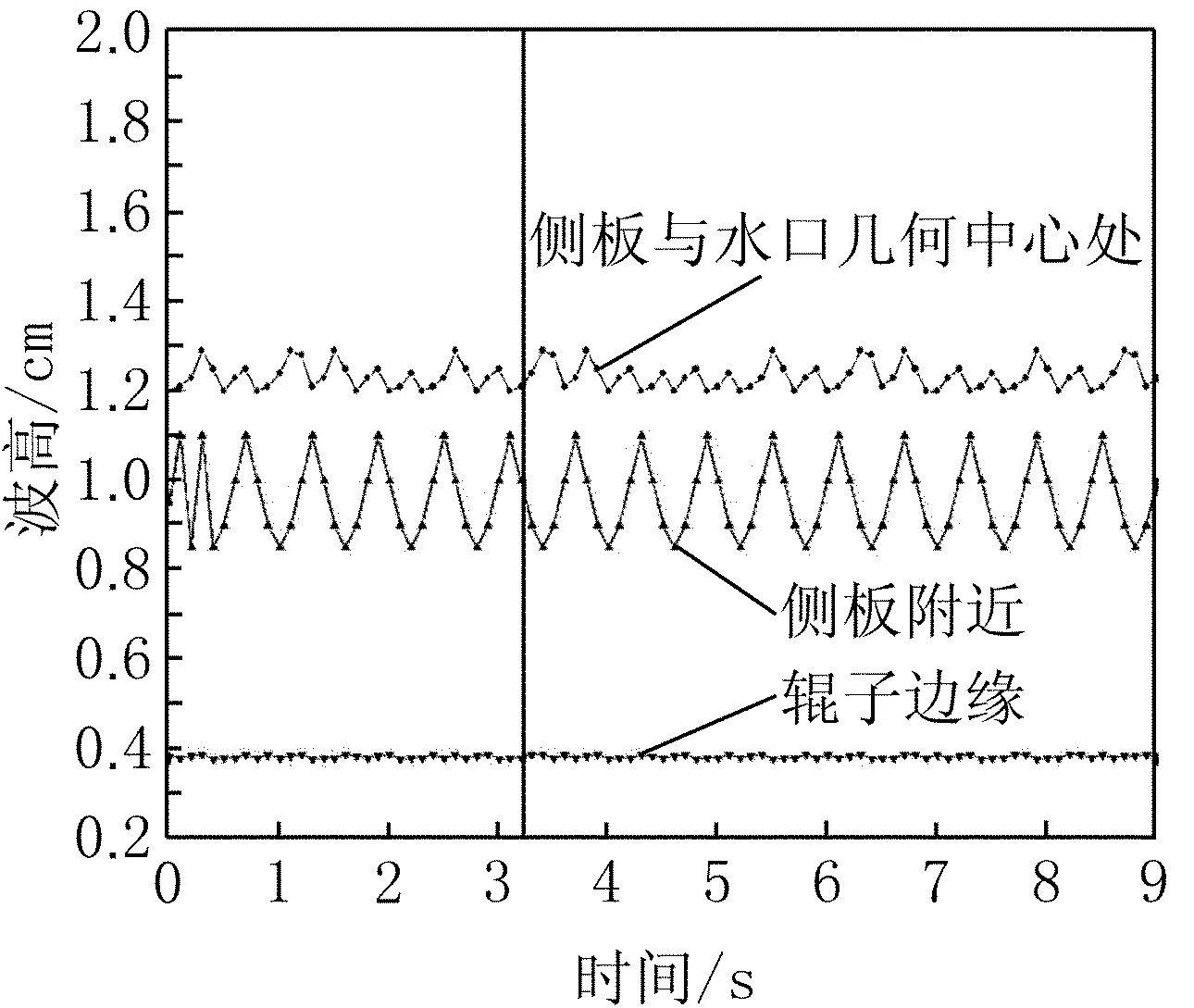
圖6 Ⅱ型水口液面波動情況(注:轉速:25r/min,流量:0.44m3/h,插入深度:41mm)
2)Ⅱ型水口的實驗結果表明其液面波動較大,可由不同條件下的圖5和圖6得以證明。
圖5中,波動較大的是熔池中間的液面狀況,波動稍小的是側封板附近。模型熔池中間的液面波動大于側封板附近的波動可能是由于Ⅱ型水口的三孔結構造成的。
圖6中,中間波動較大的是側封板附近,最下邊波動最小的是彎月面處。模型熔池中間的液面波動小于側封板附近的波動符合常規,流量增大是主要原因。
綜上可以看出,單從液面波動情況來講,實驗中所采用的2種型號水口,相對而言,Ⅰ型水口在彎月面附近的波動較小,且熔池中的波動符合澆注需要,故Ⅰ型水口最佳。但是,Ⅰ型水口波動幅度有時有些偏大,會對側封板造成嚴重沖刷,進而造成薄帶邊緣缺陷。
因此,在Ⅰ型水口的基礎上對其側孔面積和左右偏角稍作了調整。進一步的實驗結果表明,調整后得到的新水口結構尺寸,不但滿足了彎月面穩定,熔池混合良好,而且達到了熔池中間波動適度、對側封板沖刷較弱的冶金需求。
5 結論
1)水模擬實驗結果表明,兩種水口選型中,改進后的Ⅰ型水口相對較好。在其他條件相同時,Ⅰ型水口的混合情況最好、波動幅度總體較小,彎月面較為穩定。
2)改進后的生產實踐表明,薄帶表面缺陷發生率由18.65%降低到了目前的5.52%,缺陷率大幅降低,滿足了客戶更高層次的需求。
[1]薛培忠,倪思康.雙輥薄帶坯連鑄設備與工藝研究[J].上海鋼研,1997(1):21-29.
[2]王賀利,閆欣,雷作勝等.雙輥薄帶鋼連鑄側封技術研究[J].煉鋼,2007,Vol.23(2):54.
[3]J.P.Hwang,H.J.Lin,W.S.Hwang,C.T.Hu.傾斜雙輥薄帶連鑄中表面質量與流動特性的關系[J].上海鋼研,1998(3):67-75.
[4]趙紅陽,胡林,李娜.雙輥薄帶鑄軋技術的進展及熱點問題評述[J].鞍鋼技術,2007(6):1-2.
WaterSimulationTestontheNozzleSelectionfortheTwin-RollStrip
Guo Peng
(Anyang Iron and Steel Group Co., Ltd., Anyang 455004)
According to the surface defects of the twin-roll strip in a certain steel mill, water simulation test about the level fluctuations of the two nozzle selection had been conducted. The results showed that the improvedⅠmodel nozzle was better relatively between the two nozzles. In the other condition same situation, the improvedⅠmodel nozzle had the best mixed effect, smaller volatility, relatively stable meniscus. Meanwhile, the practice showed that incidence of the twin-roll strip surface defects reduced from 18.65% to 5.52% now, meet the needs of the customers a higher level.
Twin-roll strip Nozzle selection Water simulation test
郭鵬,男,1978年出生,畢業于鄭州輕工業學院機械工程及自動化專業,工程師,長期從事冶金設備管理工作
TF777.7
A
10.3969/j.issn.1001-1269.2014.05.010
2014-06-12)
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
