熱軋立輥與平輥軋機間張力控制策略研究
2014-08-07 06:15:26武振威姜旭東于洪喜焦玉林劉曉宇
冶金設備 2014年5期
關鍵詞:變頻器
李 偉 武振威 姜旭東 于洪喜 焦玉林 劉曉宇
(首鋼遷安鋼鐵有限責任公司 河北遷安064404)
熱軋立輥與平輥軋機間張力控制策略研究
李 偉①武振威 姜旭東 于洪喜 焦玉林 劉曉宇
(首鋼遷安鋼鐵有限責任公司 河北遷安064404)
隨著終端用戶對帶鋼產品質量要求的不斷提高,與產品質量和成品精度相關的控制技術有效應用顯得尤為重要。帶鋼成品寬度控制的核心在于粗軋立輥軋機的精確控制。立輥自由張力控制技術(free tension control簡稱FTC)控制技術基于引入從轉速調節器輸出到輸入的負反饋實現轉矩的平滑,達到對軋件版型的工藝控制。
質量 自由張力控制 轉矩
1 引言
現代冶金工業的型材、棒線材和板帶材軋制生產中,普遍采用了張力控制技術用以改善產品的質量,尤其是在板、帶材連軋生產中,張力控制技術的飛速發展例如帶鋼熱連軋生產上精軋機多機架間張力控制技術、精軋機組的活套張力厚度控制技術,帶鋼成品寬度控制的核心在于粗軋立輥軋機的精確控制,中間坯在熱軋粗軋過程中,立輥與平輥間的張力控制會影響到成品寬度精度。
2 熱軋生產線粗軋區域工藝設備概況
熱連軋生產線是冶金行業重要生產線之一,熱軋生產線大部分機械裝置由交流調速電機所驅動,而調速方式又以變頻調速方式為主。因此交流變頻調速裝置在熱軋電氣裝置占有極其重要的地位。對于主要電機驅動的且需要調速的機械設備有:粗軋區側壓機SSP、粗軋機主機上下輥、低速和高速電動壓下裝置、立輥主機、立輥輥縫調整裝置、飛剪主傳動、精軋機主傳動以及全軋線板坯或帶鋼運輸輥道等設備。
粗軋機的布置兩架粗軋機,其中R2為一架四輥可逆水平軋機,軋機前帶E2立輥軋機。軋制工藝流程一般采用R1/R2 1+5道次的往復半連續式軋制。E2立輥軋機的作用主要控制板卷的寬度,同時也起著對準軋制中心線的作用。水平輥機架和立輥機架的壓下行程由計算機通過數學模型進行設定,速度設定也按一定程序進行控制。
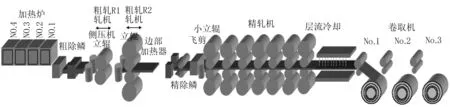
圖1 熱軋工藝設備流程示意圖
由于立輥與水平輥形成連軋關系,為了補償水平輥輥徑變化及適應水平輥壓下量的變化,所以要求立輥必須能進行調速。立輥軋機采用上傳動的形式,電機通過萬向接軸式連接軋輥。

圖2 粗軋設備流程示意圖
遷鋼公司1580熱軋線粗軋區域,電氣傳動系統采用的TMEIC-50交流變頻裝置,基礎自動化系統與電氣傳動系統采用Tosline-S20光纖通訊。軋線基礎自動化控制系統由日本TMEIC公司開發、調試,硬件系統采用日本東芝V-3000系列控制器搭建完成,Tosline-S20 網絡主要用于控制與傳動設備之間的通信。它是通過配置在遠程機架上的SN322模塊與軋線的主傳動和輔傳動系統建立通信連接。通過這種連接就可以使基礎自動化控制器與傳動設備建立通信,控制器的速度設定發送給傳動裝置,傳動裝置的速度反饋和裝置狀態返回到控制器。
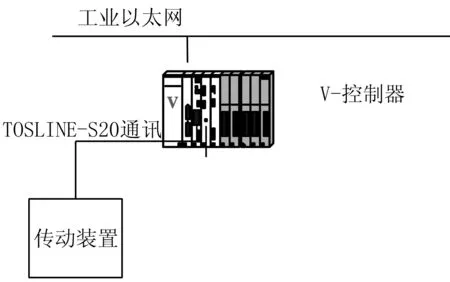
圖3 粗軋區電控系統示意圖
3 立輥與平輥軋機間的張力控制策略
帶鋼在立輥與平輥間軋制過程中,由于金屬流動或軋機間的速差,立輥與平輥間會形成一定程度的張力。軋機間張力的大小和張力的實時波動會對中間坯的寬度控制造成一定影響。對軋機間的張力進行在線實時控制,保證軋鋼過程中軋機間張力的穩定,可有效減小立輥轉矩的劇烈波動并能在一定程度上改善中間坯寬度的控制精度。立輥與平輥軋機間的張力控制策略主要有兩種方式:一種為電機下垂(Droop)控制模式;一種為自由張力控制(FTC)模式。
3.1 立輥電機下垂(Droop)控制
電機下垂控制,是負轉差補償的一種,是專用于多臺變頻器驅動同一負載的場合,以使多臺變頻器達到負荷的均勻分配。有了下垂控制特性后,隨著負載的增加可以使電動機速度下垂變化,最終使負荷平滑。
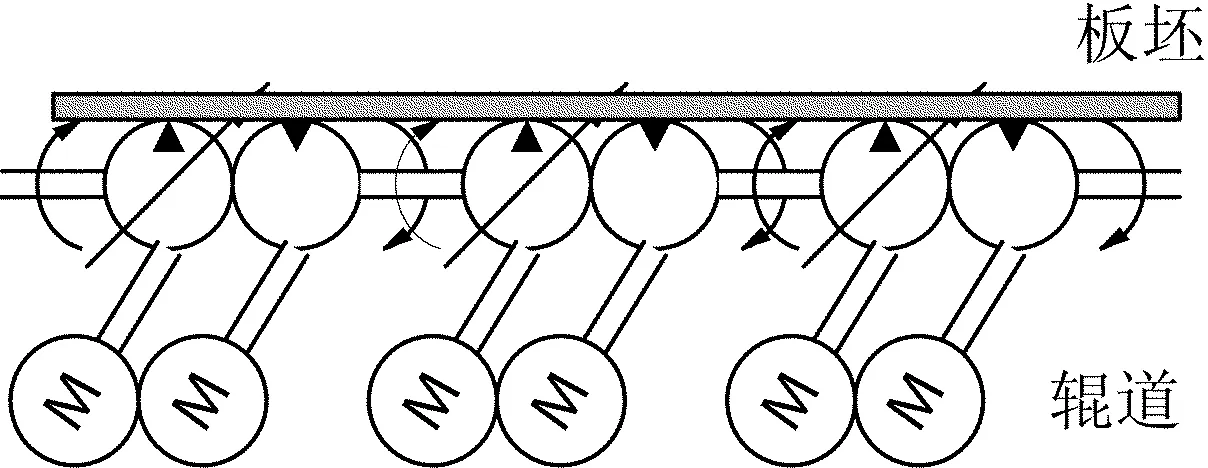
圖4 下垂控制應用
Droop的轉速表達式:
n=k-ΔM
與之對應恒轉速的轉速表達式:
n=k
式中n—電機轉速;k—常數;ΔM—變化的負載轉矩。
例如六臺變頻器驅動六臺電動機的輥道傳送板坯,如圖4所示,當某臺變頻器的負載較重時,該變頻器就根據下垂控制功能設定的參數,降低電機速度,進而保證轉矩的平滑。
變頻器拖動負載的效果必須符合現場的負載要求和環境的需要,但是由于負載的多樣性,必須設置相應的參數來保證變頻器能適應這些負載的要求。當平輥和立輥不同的傳動單元傳輸和加工同一板坯時,當一臺電機的速度增加時,巨大的負載將會施加于這臺電機上,同樣的相對于其他電機的負載就會減少。相反的,如果一臺電機的速度下降, 施加于其他電機的負載將會上升,下垂功能通過降低速度給定值去均衡負載,通過PLC的不同給定進行修正變化。傳動與自動化的增益變量通過進行實現,如圖5所示。
Droop=TR×DroopGAINT×(-Z)×G
式中TR—由速度控制器產生的轉矩值(其大小跟速度給定和反饋相關);
DroopGAINT—Droop增益(PLC系統控制);
G—轉化常數(系統變量轉化有關)。
3.2 立輥與平輥軋機間的自由張力控制(FTC)
為了保證帶鋼在立輥和平輥間軋制過程中的系統協調性更加穩定,一級自動化系統在平輥和立輥間引入了自由張力控制功能FTC(Free Tension Control)。該功能通過HMI畫面手動設定目標張力值Tmrsf(可靈活調整設定值),根據理論算法推導的張力計算公式獲得軋鋼過程中立輥軋機與平輥軋機間的實時張力Tm,利用PI調節器鎖定張力偏差對立輥軋機的速度設定進行補償,通過立輥軋機速度的變化來修正立輥與平輥軋機間張力的大小,實現不間斷的在線調節立輥和平輥間張力Tm的功能,最終效果使其盡可能逼近畫面設定的目標張力值Tmrsf,使得立輥軋機的轉矩穩定在平穩范圍內。
立輥與平輥建立張力后,實際張力值Tm是通過下式計算得出的,公式反映了軋制力與轉矩間的函數關系,通過轉矩的變化獲得張力的變化。立輥——平輥建張后的張力實時計算的過程:
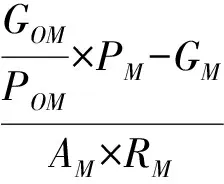
式中TM—檢測的張力(MPa);GOM—立輥無張力時的軋制轉矩(kN·m);POM—立輥無張力時的軋制力(kN);GM—立輥軋制轉矩(kN·m);PM—立輥軋制力(kN);AM—立輥和平輥間帶鋼橫斷面(m2);RM—立輥半徑(m)。
上式中GOM與POM為立輥帶載且平輥不帶載階段立輥軋機的轉矩鎖定值和軋制力鎖定值。公式的本質就是通過鎖定立輥帶載且平輥不帶載階段的軋制力和轉矩值,對立輥單獨帶載狀態的基礎值進行評估,當平輥軋機帶載,并與立輥建立起張力后,立輥的轉矩必然受到平輥的影響,張力值的大小實際上就是在評估值基礎上得出的與立輥轉矩變化量相對應的一個正比函數關系式。
獲得實時張力后,系統會在線判斷張力實際值與目標設定值之間的差值,通過拉氏變換,利用PI控制器對立輥速度進行補償,通過修正立輥速度獲得穩定的張力值。

式中VFTC—修正值(m/s);TMREF—目標張力(MPa);α、β—增益;S—拉普拉斯常數。
速度補償值的大小和快慢可以通過調節公式中的α、β增益系數來調整。
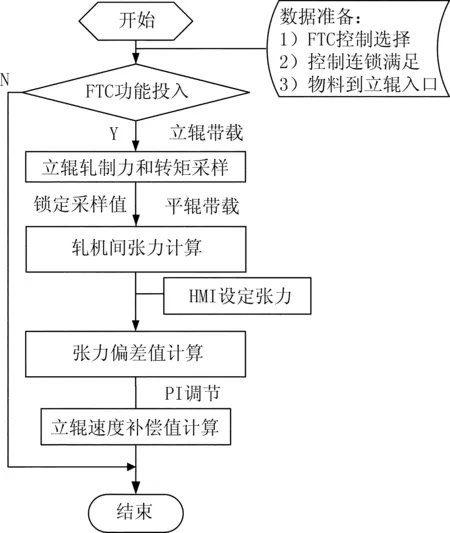
圖6 立輥FTC控制流程圖
3.3 立輥FTC控制時序
在FTC控制模式下,當板坯跟蹤到達立輥入口區域時,FTC功能具備投入條件,立輥軋機帶載后,鎖定立輥帶載且平輥不帶載階段的立輥軋機軋制力和轉矩值,對立輥單獨帶載狀態的軋制力和轉矩進行采樣獲取基礎值;當平輥軋機帶載后, 獲得立輥軋機實時軋制力和轉矩值,與采樣基礎值對比完成軋機間張力計算,對比畫面的設定張力值,利用PI調節器調節立輥轉速實現對張力偏差值的微補償。
4小結
圖7的曲線中看到,在E2立輥帶載且R2軋機不帶載的時候,程序對立輥兩側的轉矩和軋制
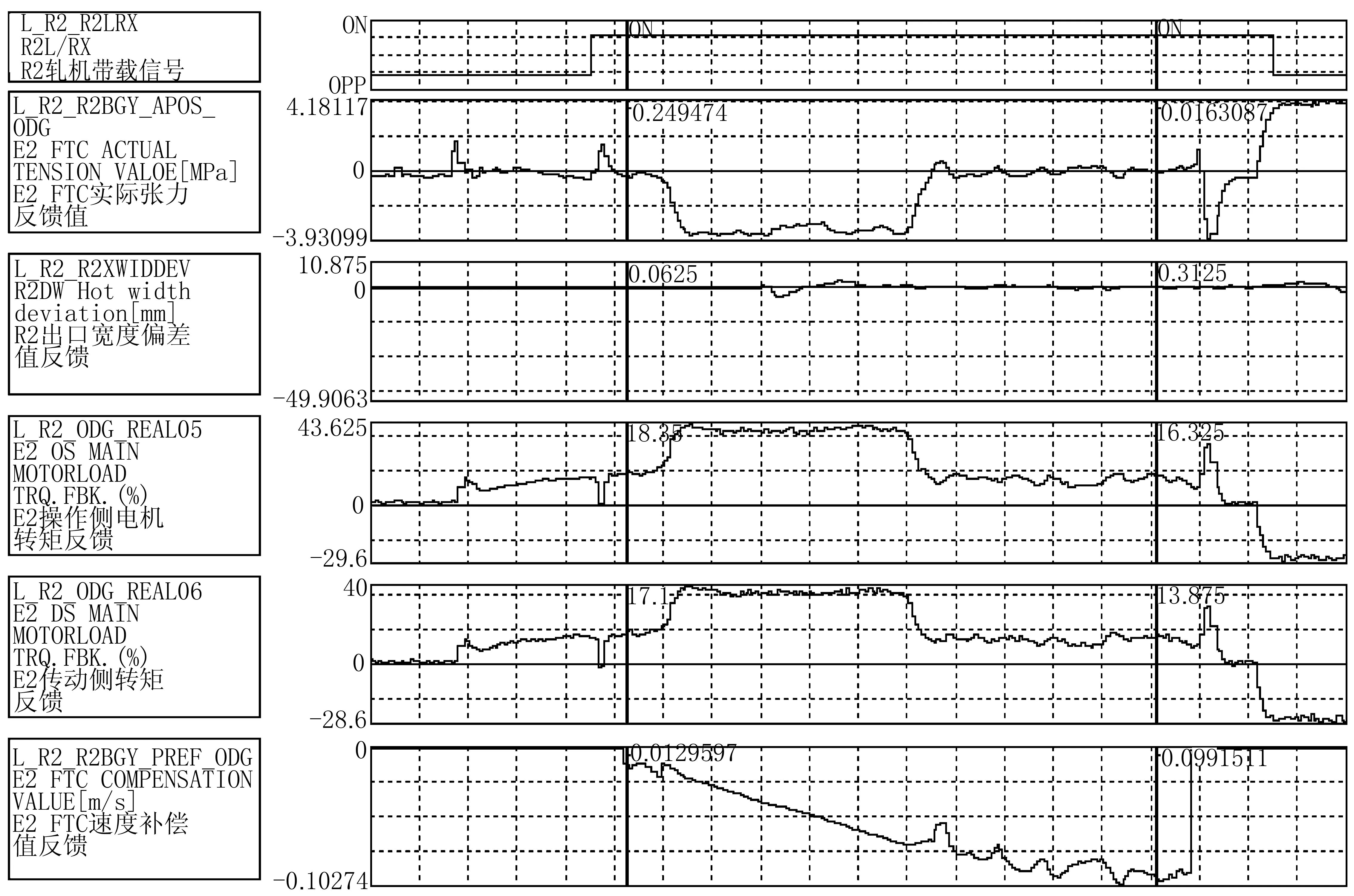
圖7 FTC功能投入后的張力效果圖
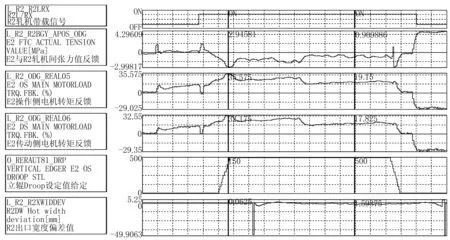
圖8 Droop功能投入后的效果圖
力進行采樣鎖定。當R2軋機帶載后,延時0.5s,待立輥轉矩穩定后,開始進行FTC的恒張力控制,當立輥的實際張力小于目標張力,也就是立輥轉矩大于鎖定值,FTC的速度補償值為負值,減小立輥速度來減小立輥轉矩,提高立輥與平輥間的張力。直到立輥的張力穩定在設定值附近,立輥轉矩才會穩定在一個固定值附近。
當立輥的速度發生較大變化,整個變化過程中立輥的轉矩同樣會發生較大變化,這個過程中張力的計算就會失真,不能真實反映張力值。待升速結束后,由于張力補償值的存在,立輥的轉矩會出現短期波動。為了避免這種情況的發生,我們在立輥切換速度過程中的FTC補償值增益調小,待立輥變速結束后再重新投入補償,從而避免了失真的張力值對立輥的速度影響。
圖8的曲線中看到,當R2軋機帶載后,延時0.5s,開始進行立輥Droop功能的控制,立輥Droop增益值由自動化下發到傳動系統中,傳動系統調節立輥電機轉矩來控制立輥與平輥間張力調節,使得立輥轉矩平滑。
[1]唐謀鳳.現代帶鋼熱連軋機自動化[M].北京:冶金工業出版社,1986.
[2]王宏波.多電機驅動的帶式輸送機的傳動控制[J].煤礦現代化,2009.
[3]馬凈,左寧寧,劉琴等.熱連軋寬度自動控制系統的研究與應用[J].伺服控制,2008.
TensionControlStudyBetweenEdgerandFlatinHotStripMill
Li Wei Wu Zhenwei Jang Xudong Yu Hongxi Jiao Yulin Liu Xiaoyu
(Shougang Qian′An Iron & Steel Co., Ltd, Qian′an 064404)
As the strip product quality requirements which users foucs on is increasing, and the effective application of control technology of product quality and product precision is very important. The strip product width control lies in the accurate control of edger in rough rolling. edger roll free tension control technology (free tension control referred to as FTC) control technique based on the introduction of the speed regulator output to a negative feedback to control the torque smoothly to control the process of strip width.
Quality Free tension control(FTC) Torque
李偉,男,1982年出生,畢業于河北科技大學電氣工程及其自動化專業,工程師,從事電氣自動化工作方面的研究
TG335.11
A
10.3969/j.issn.1001-1269.2014.05.002
2014-05-13)
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
